Академический Документы
Профессиональный Документы
Культура Документы
9
Загружено:
Dadycharles Dady SiilgadoОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
9
Загружено:
Dadycharles Dady SiilgadoАвторское право:
Доступные форматы
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 1
H.1.
H.1.1.
Clculo de maquinaria............................................................................................ 3
Hiptesis de produccin anual ...................................................................................... 3
H.1.2. Determinacin de la cantidad de puestos de mecanizado necesarios para hacer frente a la produccin anual de conjuntos.................................................................................. 4
H.1.2.1. H.1.2.2. Clculo general de la seccin de mecanizados.......................................................................4 Clculo de capacidad para el conjunto estudiado...................................................................5
H.1.3. Determinacin de la cantidad de puestos de soldadura necesarios para hacer frente a la produccin anual de conjuntos............................................................................................. 7
H.1.3.1. H.1.3.2. Clculo general de la seccin de soldadura............................................................................7 Clculo de capacidad para el conjunto estudiado...................................................................9
H.1.4.
Estudio de la mano de obra de taller .......................................................................... 11
H.2.
H.2.1. H.2.2. H.2.3.
Definicin del personal necesario ........................................................................ 13
Personal indirecto......................................................................................................... 13 Personal directo ............................................................................................................ 15 Organigrama................................................................................................................. 16
H.3.
H.3.1. H.3.2.
Diagrama Distribucin en planta...................................................................... 17
Diagrama de flujo de produccin................................................................................ 17 Clculo de almacenes ................................................................................................... 18
Almacn de materias primas ................................................................................................18 Almacn pre-mecanizado.....................................................................................................19 Almacn pre-soldadura ........................................................................................................20 Almacn de conjuntos soldados ...........................................................................................21 Almacn de conjuntos finales ..............................................................................................24 Puesto de sierra de cinta.......................................................................................................26 Puesto de centro de mecanizado...........................................................................................27 Puesto de plegadora .............................................................................................................28 Puesto de limpieza pre-soldeo..............................................................................................28 Puesto de retoques................................................................................................................30 Puesto de soldadura de conjuntos intermedios.....................................................................31 Puesto de soldadura de conjuntos finales .............................................................................32 Puesto de acabados...............................................................................................................32
H.3.2.1. H.3.2.2. H.3.2.3. H.3.2.4. H.3.2.5.
H.3.3.
Espacio de los puestos de trabajo................................................................................ 26
H.3.3.1. H.3.3.2. H.3.3.3. H.3.3.4. H.3.3.5. H.3.3.6. H.3.3.7. H.3.3.8.
H.3.4.
Distribucin en planta de la unidad productiva ........................................................ 34
Pg 2
Anexo H Dimensionamiento de la unidad productiva
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 3
H.1.
H.1.1.
CLCULO DE MAQUINARIA
HIPTESIS DE PRODUCCIN ANUAL
La unidad productiva se dimensiona a partir de la demanda anual estimada de Conjuntos como el analizado en el presente proyecto como pieza tipo a fabricar. Del anlisis de la demanda se llega una hiptesis de unidades anuales a fabricar por la unidad productiva. Vase el anexo A para mayor detalle de la estimacin. La hiptesis de produccin anual: 6000 conjuntos al ao ser la base de clculo para el dimensionamiento efectuado en el presente anexo.
Pg 4
Anexo H Dimensionamiento de la unidad productiva
H.1.2.
DETERMINACIN
DE LA CANTIDAD DE PUESTOS DE MECANIZADO NECESARIOS PARA
HACER FRENTE A LA PRODUCCIN ANUAL DE CONJUNTOS
H.1.2.1.
CLCULO GENERAL DE LA SECCIN DE MECANIZADOS
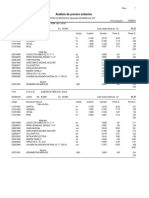
A continuacin (Tabla 1) , se efecta una estimacin del nmero de puestos de mecanizado necesarios para llevar a cabo la produccin anual y el % de ocupacin respecto al total de horas laborables al ao, considerando doble turno de 8 horas diario.
PRODUCCIN ANUAL ==> HORAS LABORABLES ANUALES ==>
6000 conjuntos 3472 h
Sierra de cinta
Centro de mecanizado despieces 23.15 15.28 17.2 17.2 11.4 11.4 7.9 7.9 7.93 7.93 7.93 7.93 9.7 9.7 9.7 9.7 15.55 15.55 19.69 10.38 8.53 4 0 0 0 0 0
Centro de mecanizado conjuntos soldados 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 21.81
Plegadora de perfiles 0 0 0 1 0 0 7.84 7.84 7.83 7.83 7.83 7.83 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
E0010101 TRAVESAO E0010102 PLACA CENTRAL E0010103 PLANCHA IZQUIERDA E0010104 PLANCHA DERECHA E0010001 PONTON DERECHO E0010002 PONTON IZQUIERDO E0010105 PLEGADO IZQUIERDO E0010105 PLEGADO IZQUIERDO E0010201 REFUERZO EXTERNO IZQUIERDO E0010301 REFUERZO EXTERNO DERECHA E0010501 REFUERZO INTERNO IZQUIERDA E0010401 REFUERZO INTERNO DERECHA E0010202 NERVADURA EXTERNA IZQUIERDA E0010302 NERVADURA EXTERNA DERECHA E0010502 NERVADURA INTERNA IZQUIERDA E0010402 NERVADURA INTERNA DERECHA E0010003 NERVADURA DERECHA E0010004 NERVADURA IZQUIERDA E0010007 PLACA SOPORTE E0010011 CHAPA DE CIERRE EXTREMO E0010012 CHAPA DE CIERRE INTERIOR E0010005 CHAPA E0010006 PERFIL APOYO E0010008 ESTRIBO E0010009 ESTRIBO TRASERO E0010010 ESTRIBO CUERPO E0010000 CONJUNTO
total minutos por cabecero total horas por cabecero al ao total horas ao
4.46 2.81 1.91 2.91 3.87 3.87 0.66 0.66 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.6 3.57 7.17 3.34 1.52 5.04 0.46 1 0.99 0
80.24
8,024.00
255.65
25,565.00
21.81
2,181.00
48
4,800.00
2.311059908 n mquinas necesarias ocupacin
7.363191244
0.628168203
1.382488479
3
77%
8
92%
1
63%
2
69%
Tabla 1 Los valores obtenidos de n de puestos en los que se efectan operaciones mquinas son valores promedio. Una vez establecidos estos valores, habra que ver si para el conjunto tipo analizado, con los puestos de que se dispone es posible fabricar conforme a la demanda estimada.
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 5
Para ello es necesario efectuar una asignacin de fases de fabricacin a cada puesto y verificar la capacidad.
H.1.2.2.
CLCULO DE CAPACIDAD PARA EL CONJUNTO ESTUDIADO
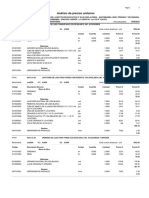
A continuacin (tabla 2, 3, 4 y 5) se procede a la asignacin de piezas a cada puesto de mecanizado El criterio que se ha seguido para la agrupacin de piezas en puestos de mecanizado ha sido por similitud de las piezas y de las fases destinadas a su obtencin, de tal modo que los utillajes sean comunes en la medida de lo posible.
PUESTOS DE CENTRO DE MECANIZADO %OCUPACIN
E0010101 TRAVESAO E0010012 CHAPA DE CIERRE INTERIOR E0010102 PLACA CENTRAL E0010105 PLEGADO IZQUIERDO E0010106 PLEGADO DERECHO E0010103 PLANCHA IZQUIERDA E0010104 PLANCHA DERECHA E0010001 PONTON DERECHO E0010002 PONTON IZQUIERDO E0010201 REFUERZO E0010301 REFUERZO E0010501 REFUERZO E0010401 REFUERZO EXTERNO IZQUIERDO EXTERNO DERECHA INTERNO IZQUIERDA INTERNO DERECHA
23.15 8.53 15.28 7.9 7.9 17.2 17.2 11.4 11.4 7.93 7.93 7.93 7.93 9.7 9.7 15.55 9.7 9.7 15.55 19.69 10.38 4 98% PUESTO 8 100% PUESTO 7 100% PUESTO 6 91% PUESTO 5 66% PUESTO 4 99% PUESTO 3 90% PUESTO 2 91% PUESTO 1
E0010202 NERVADURA EXTERNA IZQUIERDA E0010302 NERVADURA EXTERNA DERECHA E0010004 NERVADURA IZQUIERDA E0010502 NERVADURA INTERNA IZQUIERDA E0010402 NERVADURA INTERNA DERECHA E0010003 NERVADURA DERECHA E0010007 PLACA SOPORTE E0010011 CHAPA DE CIERRE EXTREMO E0010005 CHAPA
Tabla 2
Pg 6
Anexo H Dimensionamiento de la unidad productiva
PUESTOS DE SIERRA DE CINTA %OCUPACIN
E0010011 CHAPA DE CIERRE EXTREMO E0010012 CHAPA DE CIERRE INTERIOR E0010202 NERVADURA EXTERNA IZQUIERDA E0010302 NERVADURA EXTERNA DERECHA E0010502 NERVADURA INTERNA IZQUIERDA E0010402 NERVADURA INTERNA DERECHA E0010003 NERVADURA DERECHA E0010004 NERVADURA IZQUIERDA E0010001 PONTON DERECHO E0010002 PONTON IZQUIERDO E0010006 PERFIL APOYO E0010008 ESTRIBO E0010009 ESTRIBO TRASERO E0010010 ESTRIBO CUERPO E0010201 REFUERZO EXTERNO IZQUIERDO E0010301 REFUERZO EXTERNO DERECHA E0010501 REFUERZO INTERNO IZQUIERDA E0010401 REFUERZO INTERNO DERECHA E0010105 PLEGADO IZQUIERDO E0010105 PLEGADO IZQUIERDO E0010101 TRAVESAO E0010102 PLACA CENTRAL E0010103 PLANCHA IZQUIERDA E0010104 PLANCHA DERECHA E0010007 PLACA SOPORTE E0010005 CHAPA
7.17 3.34 3.6 3.6 3.6 3.6 3.6 3.6 32.11 3.87 3.87 5.04 0.46 1 0.99 3.6 3.6 3.6 3.6 29.63 0.66 0.66 4.46 2.81 1.91 2.91 3.57 1.52 53% PUESTO 3 85% PUESTO 2 92% PUESTO 1
Tabla 3
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 7
PUESTOS DE PLEGADORA DE PERFILES %OCUPACIN
E0010105 PLEGADO IZQUIERDO E0010501 REFUERZO INTERNO IZQUIERDA E0010401 REFUERZO INTERNO DERECHA E0010106 PLEGADO DERECHO E0010201 REFUERZO EXTERNO IZQUIERDO E0010301 REFUERZO EXTERNO DERECHA
Tabla 4
PUESTO DE CM CONJUNTOS SOLDADOS
7.84 7.83 7.83 23.5 7.84 7.83 7.83 68% PUESTO 2 68% PUESTO 1
%OCUPACIN
E0010100 SUBCONJUNTO PARTE CENTRAL
Tabla 5
21.81
63%
PUESTO 1
H.1.3.
DETERMINACIN DE LA CANTIDAD DE PUESTOS DE SOLDADURA NECESARIOS PARA
HACER FRENTE A LA PRODUCCIN ANUAL DE CONJUNTOS
H.1.3.1.
CLCULO GENERAL DE LA SECCIN DE SOLDADURA
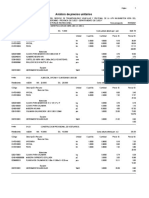
Del mismo modo que se ha hecho para los puestos de mecanizado, a continuacin se efecta el clculo de puestos necesarios para la seccin de soldadura. Debe tenerse en cuenta que para efectuar la soldadura es necesario seguir las siguientes etapas mostradas en el diagrama siguiente (figura 1).
Figura 1
Pg 8
Anexo H Dimensionamiento de la unidad productiva
Es decir, todos los subconjuntos y conjuntos soldados debern pasar por las fases mostradas en el diagrama: Limpieza, Retoques con fresa manual, proceso de soldadura sobre el utillaje y finalmente proceso de acabados y esmerilado. Cada una de estas fases se efecta en un puesto separado (vanse tablas 6 y 7).
maquina de soldar ocupada con conjuntos finales
soldadura +punteos +giros de virador +soplete +cepillo limpieza
esmeriladora
fresadora manual
minutos operacin por conjunto demanda anual 6000 de conjuntos total anual [h]
total horas ao numero de puestos necesarios hiptesis 2 turnos 8h 3472
260.09 1560547.541 26009
34.73 208386 3473
10.44 62640 1044
55.68 334080 5568
8
94%
1
100%
1
30%
2
80%
% ocupacion
Tabla 6
maquina de soldar ocupada con subconjuntos
soldadura +punteos +giros de virador +soplete +cepillo limpieza
esmeriladora
fresadora manual
minutos operacin por conjunto demanda anual 6000 de conjuntos total anual [h]
numero de puestos necesarios (hiptesis 2 turnos 8h
424.03 2544170.04 42403
54.52 327114 5452
52.20 313200 5220
48.72 292320 4872
13
94%
2
79%
2
75%
2
70%
% ocupacion
Tabla 7
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 9
H.1.3.2.
CLCULO DE CAPACIDAD PARA EL CONJUNTO ESTUDIADO de de de de
En la seccin de soldadura estar separada en dos reas distintas: por un lado el rea soldadura para los subconjuntos, fabricados a partir de despieces salido de la seccin mecanizados, y por otro lado el rea de soldadura para los conjuntos finales, fabricados a partir subconjuntos de nivel inferior ms una cierta cantidad de despieces procedentes de la seccin mecanizado.
A continuacin se asignan a los distintos puestos del rea de subconjuntos los dos tipos de subconjuntos que se tiene para el conjunto analizado (tablas 8 y 9).
PUESTOS DE LA SECCION DE SOLDADURA - SUBCONJUNTOS NERVIO-REFUERZO
soldadura +punteos +giros de virador +soplete +cepillo
limpieza
esmeriladora
fresadora manual
minutos operacin por conjunto demanda anual 6000 de conjuntos total anual [h]
numero de puestos necesarios (hiptesis 2 turnos 8h
216.50
29.02
10.44
20.88
1298978.04 21650
174114 2902
62640 1044
125280 2088
7
89%
1
84%
1
30%
1
60%
% ocupacion
Tabla 8
Pg 10
Anexo H Dimensionamiento de la unidad productiva
PUESTOS DE LA SECCION DE SOLDADURA - SUBCONJUNTOS PARTE CENTRAL
soldadura +punteos +giros de virador +soplete +cepillo
limpieza
esmeriladora
fresadora manual
minutos operacin por conjunto demanda anual 6000 de conjuntos total anual [h]
numero de puestos necesarios (hiptesis 2 turnos 8h
207.53
25.50
41.76
27.84
1245192 20753
153000 2550
250560 4176
167040 2784
6
100%
1
73%
2
60%
1
80%
% ocupacion
Tabla 9 As pues, lo que se obtiene es que de las 13 posiciones de soldadura, en 7 de ellas se fabricarn subconjuntos nervio-refuerzo y en 6 se fabricarn subconjuntos parte central. De las posiciones de limpieza esmerilado y retoques, se tienen dos posiciones de cada una de ellas, con cada una de las posiciones de la pareja dedicada un tipo de subconjuntos. En el caso de la posicin de esmerilado, si se contabilizan los dos subconjuntos por separado se obtienen tres posiciones en total. En este caso se tiene que para los subconjuntos parte central no es suficiente con una sola posicin, pero para los subconjuntos nervio-refuerzo, basta con una posicin y con un porcentaje de ocupacin bajo. En este caso, se considerar que de los dos puestos de acabados para los subconjuntos, uno ser para subconjuntos parte central, y el otro ser compartido para estos subconjuntos y para los nervios-refuerzos.
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 11
H.1.4.
ESTUDIO DE LA MANO DE OBRA DE TALLER
Una vez definidos el nmero de puestos necesarios, con la maquinaria asociada a los mismos, es preciso definir su ocupacin en trminos de personal. El personal que se define a continuacin es el personal de taller, tanto el directo como el indirecto. Al personal indirecto se le sumar posteriormente el personal directivo y de administracin. En lo que a la mano de obra directa se refiere, se considerar un operario por puesto con la nica excepcin de la sierra de cinta, en la que debido a las dimensiones de la materia prima se requiere de dos operarios por puesto. Esta cantidad de personal es razonable teniendo en cuenta que cada uno de los puestos en los que se realiza una operacin determinada ya han sido definidos a tal efecto. Por ejemplo, se han desligado del puesto de soldadura las posiciones de limpieza pre-soldeo, retoques con fresa manual y acabados (esmeriladora). Teniendo en cuenta la ocupaciones de cada mquina, y considerando que los clculos han sido efectuados a efectos de dimensionamiento, es decir, considerando la mxima demanda potencial, as como el hecho de que en la estimacin de cada tiempo individual se tienen en cuenta los tiempos muertos, no sern necesarios 3 turnos de forma permanente en ninguna posicin. En el caso de aparecer puntas de demanda se puede considerar la posibilidad de efectuar turnos extra de modo ocasional. Por lo tanto el personal directo que maneja las mquinas es el siguiente (tabla 10).
Puesto Sierra de cinta Centro de mecanizado Plegadora Limpieza pre-soldadura SC Retoques pre-soldadura SC Soldadura SC Acabados SC Limpieza pre-soldadura CF Retoques pre-soldadura CF Soldadura CF Acabados CF TOTAL Numero de operarios Numero de por puesto y turno puestos 2 3 1 9 1 2 1 2 1 2 1 13 1 2 1 1 1 1 1 8 1 1 total 2 turnos 12 18 4 4 4 26 4 2 2 16 2 94
Tabla 10 A continuacin se muestra el personal que no se ocupa de una maquina en concreto, sino que realiza funciones auxiliares y/o de mando de taller (vase tabla 11). En lo referente al personal que desempea tareas auxiliares al proceso productivo, se tiene a los operarios que manejan las gras y los toros. Se tiene una gra por seccin, es decir, una en soldadura y otra en mecanizados, manejadas cada una de ellas por un operario por turno. En lo que se refiere al personal a cargo del toro, se considera un operario por turno y por toro. Se tienen dos toros, uno por seccin
Pg 12
Anexo H Dimensionamiento de la unidad productiva
En el personal de mando de taller se tiene a los encargados de cada una de las secciones (Mecanizados, Soldadura y Calidad de producto acabado metrologa) y los mandos de soldadura y mecanizados. Los encargados de seccin se ocupan de la logstica de la produccin, es decir, velan por el cumplimiento de los planes de produccin, gestionar la incidencias de cualquier tipo que surjan en su seccin, planificar el mantenimiento de la maquinaria y ejercen de jefes directos de los operarios. Los mandos de soldadura y mecanizados tienen como funcin la definicin de los procesos de fabricacin, la formacin continua de los operarios y el clculo de tiempos de fabricacin. El mando de la seccin de mecanizados define los parmetros de mecanizado de las piezas, y elabora junto con el ingeniero los programas de control numrico de las mquinas. Se tiene un mano que trabaja un solo turno. El mando de soldadura define los parmetros de soldadura, el nmero de pasadas, tipo y dimetro del material de aportacin, y se encarga de todos los procesos relacionados con la cualificacin de procedimientos de soldadura a nivel de taller. Se tiene un mano que trabaja un solo turno. Por ltimo se tiene al personal de la seccin de Calidad de producto acabado, que fundamentalmente se ocupa del control de calidad, anlisis metrolgico del producto elaborado. En esta seccin se tiene un encargado que trabaja un solo turno y tres tcnicos por turno.
Puesto Torero Encargado de seccin de Soldadura Encargado de seccin de Mecanizados Encargado de seccin de Calidad producto acabado (metrologia) Mando de seccin de soldadura Mando de seccin de mecanizado Personal de metrologa Personal de gra TOTAL
Numero de operarios total 2 turnos por puesto y turno 2 4 1 1 1* 1* 1* 3 2 2 2 1 1 1 6 4 21
Tabla 11
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 13
H.2.
DEFINICIN DEL PERSONAL NECESARIO
A continuacin se definen los medios humanos necesarios para que en la unidad productiva proyectada se puedan llevar a cabo todas las actividades necesarias para la produccin demandada. Se ha hecho la hiptesis de considerar la unidad productiva como una empresa independiente, que fabrica bajo pedido y bajo plano conjuntos soldados de aluminio. Anlogamente podra haberse hecho la hiptesis de considerar esta unidad productiva como un elemento integrante de una unidad productiva mayor. Sin embargo, y dado el inters que suscita en ciertos sectores la externalizacin de procesos, se ha considerado la primera posibilidad como la opcin elegida.
H.2.1.
PERSONAL INDIRECTO
En lo referente al personal que no desempea tareas directamente relacionadas con la fabricacin, se considera (tabla 12): POSICIN Gerente Ingeniero Soldadura N 1 1 TAREAS Direccin general de la empresa. Ingeniero Mecanizados 1 Responsable tcnico de los procesos de soldadura Cualificacin de dichos procesos. Interlocutor tcnico con clientes para temas de soldadura. Responsable tcnico de los procesos de mecanizado Cualificacin de dichos procesos. Interlocutor tcnico con clientes para temas de mecanizado. Responsable de la calidad del producto acabado Definicin de medidas correctivas para las no conformidades observadas Responsable de las tareas desempeadas en la seccin de metrologa y ensayos Responsable de la calidad de los procesos de mecanizado Definir puntos de verificacin e inspeccin en los procesos de mecanizado Responsable de la gestin de las tareas de mantenimiento de la maquinaria de la seccin de mecanizados
Calidad Producto acabado
Calidad procesos mecanizados
Tabla 12 (sigue)
Pg 14
Anexo H Dimensionamiento de la unidad productiva
Calidad procesos soldadura
Responsable de la calidad de los procesos de soldadura Definir puntos de verificacin e inspeccin en los procesos de soldadura Responsable de la gestin de las tareas de mantenimiento de la maquinaria de la seccin de soldadura Definicin y elaboracin de los planes de produccin Responsable del cumplimiento de los planes de produccin Responsable de logstica y planificacin general Responsable de compras de materias primas Responsable del anlisis de potenciales inversiones futuras en maquinaria Captacin de nuevos clientes y negocios Gestin contable / financiera / facturacin Gestin de documentacin (albaranes) y stocks en almacenes
Responsable de produccin
Comercial Administracin / contabilidad Administracin Logstica Almacenes
2 2 2
Tabla 12 Adems, debe considerarse el personal indirecto de taller, es decir, aqul cuyas acciones no son directamente las de produccin, pero que desempea actividades destinadas al cumplimiento de la misma. POSICIN Mando de soldadura N 1 TAREAS Mando de Mecanizado 1 Elaboracin de los procedimientos de soldadura Definicin de parmetros de soldadura Estimacin de tiempos Elaboracin de las probetas de soldadura Formacin continua de los operarios soldadores Elaboracin de los procedimientos de mecanizado Definicin de parmetros de mecanizado y programacin de mquinas Estimacin de tiempos Formacin continua de los operarios de la seccin de mecanizados
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 15
Encargado seccin soldadura
Responsable del cumplimiento del plan de produccin en la seccin de soldadura Responsable del cumplimiento de los planes de mantenimiento de la maquinaria de soldadura Responsable de la mano de obra directa de la seccin de soldadura Responsable de los planes de accin en caso de incidencias en la seccin de soldaura Responsable del cumplimiento del plan de produccin en la seccin de mecanizados Responsable del cumplimiento de los planes de mantenimiento de la maquinaria de mecanizados Responsable de la mano de obra directa de la seccin de mecanizados Responsable de los planes de accin en caso de incidencias en la seccin de mecanizado Responsable del cumplimiento del plan de ensayos y mediciones Responsable del cumplimiento de los planes de mantenimiento y calibracin de la maquinaria de metrologa y ensayos Responsable de la mano de obra de la seccin de medicin y ensayos Medicin de piezas fabricadas de acuerdo con los planes de medicin y ensayo
Encargado seccin mecanizado
Encargado seccin metrologa
Operarios metrologa TOTAL INDIRECTOS: 26 Tabla 13
H.2.2.
PERSONAL DIRECTO
En lo referente al personal que desempea tareas directamente implicadas con la produccin se considera: POSICIN Operarios Soldadura Operarios centros de mecanizado Operarios sierra de cinta Operarios plegadora Operarios limpieza pre-soldeo N 42 18 12 4 6 TAREAS Efectuar las operaciones de soldadura Efectuar las operaciones de mecanizado Efectuar las operaciones de corte de chapa y perfilera Efectuar las operaciones de doblado de chapa y perfilera Limpieza de las superfcies de soldadura antes de
Pg 16
Anexo H Dimensionamiento de la unidad productiva
Operarios retoques pre-soldeo Operarios acabados Torero Operario gra
6 6 4 4
la misma Eliminacin de impurezas, rugosidades o incrustaciones de xido en el material Mejora del aspecto de las soldaduras una vez efectuadas las mismas Aprovisionamiento a los puestos de produccin. Carga y descarga de materia prima, utillajes, herramientas. Aprovisionamiento a los puestos de produccin. Carga y descarga de materia prima, utillajes, herramientas.
TOTAL DIRECTOS: 102 Tabla 14
H.2.3.
ORGANIGRAMA
GERENTE
ADM FINANCIERA CONTABILIDAD
COMERCIAL
RESPONSABLE PRODUCCIN
INGENIERO SOLDADURA
INGENIERO MECANIZADOS
CALIDAD PRODUCTO ACABADO
CALIDAD SOLDADURA
CALIDAD MECANIZADOS
MANDOS SOLDADURA
MANDOS MECANIZADO
ADMIN LOGISTICA ALMACENES
ENCARGADO SECCIN MECANIZADO
ENCARGADO SECCIN SOLDADURA
ENCARGADO SECCIN METROLOGIA PERSONAL METROLOGIA Y ENSAYOS
MANO DE OBRA DIRECTA
Figura 2
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 17
H.3.
H.3.1.
DIAGRAMA DISTRIBUCIN EN PLANTA
DIAGRAMA DE FLUJO DE PRODUCCIN
A continuacin se muestra el diagrama de flujo de la unidad productiva, aplicado al conjunto tipo estudiado, es decir, partiendo de la hiptesis de que en la unidad productiva el 100% de la produccin ser de conjuntos como el estudiado. Esta hiptesis ser vlida a efectos de dimensionamiento si tenemos en cuenta que los conjuntos que se fabricarn sern similares al estudiado. En el diagrama (figura 3) se tiene la materia prima a la izquierda del plano y el producto final acabado a la derecha del mismo.
Figura 3
Pg 18
Anexo H Dimensionamiento de la unidad productiva
H.3.2.
CLCULO DE ALMACENES
Teniendo en cuenta el diagrama de flujo, se prevn los almacenes siguientes: Almacn Almacn Almacn Almacn Almacn de Materias primas pre-mecanizado pre-Soldadura subconjuntos Soldados de Producto Acabado.
Para estimar las dimensiones de cada uno de los siguientes almacenes se parte de la hiptesis de considerar necesario disponer de una capacidad de almacenamiento igual a la produccin de 1 da laborable medio. Se toma esta hiptesis para tener en cuenta la posibilidad de que en caso de que un puesto de trabajo (una mquina) no pueda producir (avera en mquina etc.) se disponga del stock de seguridad suficiente como para que los puestos siguientes puedan producir durante un da ms. Se estima que un porcentaje elevado de las incidencias en un puesto de trabajo no superarn las 8h de parada, y slo raramente se dar la circunstancia de que una incidencia en un puesto de trabajo pare la produccin durante ms de dos turnos. Por otra parte, se considera que en el almacn de producto elaborado esa capacidad sea un 50% superior para blindar an ms la posibilidad de incumplir el plan de produccin tomado para efectuar el dimensionamiento de 6000 conjuntos anuales. En todo caso, y por razones de reducir el coste asociado a disponer de mayor superficie siempre se buscar no exceder la superficie estrictamente necesaria.
H.3.2.1.
ALMACN DE MATERIAS PRIMAS
Dado que todas las chapas tienen las mismas dimensiones aproximadamente, y dado que se pueden almacenar apiladas planas, se estima que en el caso del almacn de materias primas ser suficiente con 100 m2 de superficie de almacenaje. En este caso, y dado que se trata del almacn de entrada de chapas procedentes del proveedor, no se trata de un almacn que forzosamente deba encontrarse en el interior de la unidad productiva. De hecho, y atendiendo a circunstancias diversas, puede interesar disponer de una capacidad de almacenamiento, temporal o permanente, en la que dichas chapas se encuentren en el exterior de la unidad productiva (una nave anexa alquilada, etc.), disponiendo, en este caso, en la unidad productiva nicamente de un buffer con las cantidades necesarias para la produccin inmediata. Circunstancias que pueden llevar a incorporar capacidad adicional de almacenamiento podran ser las fluctuaciones del precio de la materia prima, cantidades mnimas a comprar, etc. En cualquier caso se considera que con 100m2 es suficiente como para almacenar chapa suficiente para la produccin de 1 mes, que se considera el periodo medio entre pedidos de materia prima. Esa sera la superficie de almacenaje. A parte debera considerarse el espacio de maniobra para el toro y los espacios de entrada y salida del rea de almacenaje. Efectos prcticos se considera una superficie de 100m2 adicionales.
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 19
El total resulta por tanto en 200m2.
H.3.2.2.
ALMACN PRE-MECANIZADO
Este almacn tiene por objeto el almacenaje de los productos resultantes de la sierra de cinta, a la espera de ser procesados por los centros de mecanizado. De hecho ste no sera propiamente un almacn independiente, sino un rea en la que se ubicaran estanteras en las que colocar las piezas en bruto antes de las fases de mecanizado. En todos los casos la forma de almacenaje de la chapa es apilada plana, y los perfiles en posicin horizontal, a otro nivel. Como ningn perfil a mecanizar supera los 2 m de longitud, se puede almacenar a lo ancho, con lo cual la capacidad de almacenaje es mayor. La capacidad de este pulmn debe ser suficiente como para almacenar las necesidades de pieza en bruto de los centros de mecanizado durante un da. La hiptesis de produccin considerada es de 28 cabeceros diarios. Las piezas que se guardaran en este almacn pre-mecanizado serian las siguientes (tabla 15):
Cdigo E0010102 E0010103 E0010104 E0010105 E0010106 E0010202 E0010302 E0010402 E0010502 E0010003 E0010004 E0010005 E0010007 E0010011 E0010012 E0010101 E0010001 E0010002 E0010501 E0010201 E0010401 E0010301
Denominacin pieza final Placa central Plancha izquierda Plancha derecha Plegado izquierdo Plegado derecho Nervadura externa izquierda Nervadura externa derecha Nervadura interna derecha Nervadura interna izquierda Nervadura derecha Nervadura izquierda Chapa Placa de soporte Chapa de cierre extremo Chapa de cierre interior Travesao Ponton derecho Ponton izquierdo Refuerzo interno izquierdo Refuerzo externo izquierdo Refuerzo interno derecho Refuerzo externo derecho
Dim pieza bruto 2 Sup m [mm] 276 x 802 0.22 302 x 202 0.06 0.05
Espesor [mm] Cant/cabec total/dia 30 1 28 20 10 2 2 56 56
176.5 x 279.5
1750 x
300
0.53
10
112
1310 x 298 322 640 1043 L=
520
0.68 0.02 0.34 1.01 0.31 ---
10 4 10 4 10 ---
2 2 1 1 1 1 2
56 56 28 28 28 28 56
x 75 x 1060 x 1585 x 300 1695
L= 1055
L= 1280
--
--
112
Tabla 15 Las chapas se almacenarn en posicin plana horizontal, mientras que los perfiles se almacenarn transversalmente a la dimensin ms corta de la superficie de almacenamiento, para permitir una mayor facilidad en su introduccin / extraccin de la estantera.
Pg 20
Anexo H Dimensionamiento de la unidad productiva
Y por lo tanto las dimensiones del rea destinada al almacenaje de estas piezas ser de 5,2 m de largo por 2,02 m de ancho, que suponen un total de 11 m2. Vase la disposicin en el croquis siguiente (figura 4).
Figura 4
Contorno de la estantera con distribucin de piezas ALMACN PRE-SOLDADURA
H.3.2.3.
El almacn presoldadura tiene por objeto el almacenaje, dentro de la lnea de produccin, de las piezas que van a ser ensambladas bien en un subconjunto, bien en un conjunto final. Se trata de piezas que proceden en su gran mayora de los centros de mecanizado, y tambin directamente de la sierra de cinta. Se parte de la hiptesis de que se tratar de un almacn, tipo estantera de las mismas dimensiones que el empleado para las piezas a la espera de ser mecanizadas (tabla 16).
Dim pieza bruto 2 Sup m [mm] 276 x 802 0.22 302 x 202 0.06 0.05 Espacio ocupado por la pieza mecanizada 274 x 800 300 167 x x 200 260
Cdigo E0010102 E0010103 E0010104 E0010105 E0010106 E0010202 E0010302 E0010402 E0010502 E0010003 E0010004 E0010005 E0010007 E0010011 E0010012 E0010101 E0010001 E0010002 E0010501 E0010201 E0010401 E0010301
Denominacin pieza final Placa central Plancha izquierda Plancha derecha Plegado izquierdo Plegado derecho Nervadura externa izquierda Nervadura externa derecha Nervadura interna derecha Nervadura interna izquierda Nervadura derecha Nervadura izquierda Chapa Placa de soporte Chapa de cierre extremo Chapa de cierre interior Travesao Ponton derecho Ponton izquierdo Refuerzo interno izquierdo Refuerzo externo izquierdo Refuerzo interno derecho Refuerzo externo derecho
Espesor [mm] Cant/cabec total/dia 30 1 28 20 10 2 2 56 56
176.5 x 279.5
1750 x
300
0.53
10
112
1750
300
1310 x 298 322 640 1043 L=
520
0.68 0.02 0.34 1.01 0.31 ---
10 4 10 4 10 ---
2 2 1 1 1 1 2
56 56 28 28 28 28 56
1300 298 320 637 1043 1683 1055
x x x x x x x
480 75 1057 1573 300 310 100
x 75 x 1060 x 1585 x 300 1695
L= 1055
L= 1280
--
--
112
1222
120
Tabla 16
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 21
De la tabla se deduce que las dimensiones de las piezas son lo suficientemente similares como para poder emplear un almacn intermedio de las mismas dimensiones que el de pre-mecanizados. Las nicas piezas que se deberan aadir son los perfiles cortados a medida de las piezas que hacen las funciones de estribo. Asimismo deber tenerse en cuenta la divisin de la estantera en dos zonas claramente diferenciadas: una zona para las piezas que ya han pasado por el puesto de limpieza presoldadura, y otra para las que no.
H.3.2.4.
ALMACN DE CONJUNTOS SOLDADOS
Los subconjuntos soldados que forman parte del conjunto final, por sus dimensiones y por su forma especial deben almacenarse a parte del resto de piezas sueltas. En el conjunto cabecero trasero estudiado se tienen dos tipos de subconjuntos soldados: los subconjuntos parte central (E0010100) de los que hay uno por cabecero trasero, y los subconjuntos nervio-refuerzo, internos y externos (E0010200, E0010300, E0010400, E0010500), dos de cada por cabecero trasero. En todos los casos se trata de subconjuntos que por sus dimensiones la mejor forma de almacenarlos es en estanteras en posicin vertical. Vanse a continuacin (figura 5 a 8) las dimensiones de los distintos subconjuntos.
Figura 5
E0010100
Pg 22
Anexo H Dimensionamiento de la unidad productiva
E0010100
Figura 6
E0010100
Figura 7
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 23
E0010100 E0010100
Figura 8
El almacenamiento de las piezas en posicin vertical reduce enormemente el espacio necesario para almacenaje de estos subconjuntos y facilita su manejo. En la tabla siguiente (tabla 17) se muestra el clculo de espacio necesario para esta rea de almacenaje.
Espacio total de Espacio ocupado almacenamiento por las piezas de necesario considerando la produccin de estanteras y dems 1 da [m2] elementos necesarios
Cdigo
Denominacin pieza final Subconjunto nervio-refuerzo externa izquierda Subconjunto nervio-refuerzo externa derecha Subconjunto nervio-refuerzo interna derecha Subconjunto nervio-refuerzo interna izquierda Subconjunto parte central
Cant/cabec total/dia
Espacio ocupado por la pieza en posicin vertical
E0010200 E0010300 E0010400 E0010500 E0010100
112
300
80
2.69
10.00
28
319
216
1.93
5.00
Tabla 17
El total del rea necesaria para el almacenaje de subconjuntos es de 15 m2. Asimismo, en esta rea de almacenaje deber considerarse la divisin de la misma en dos zonas claramente diferenciadas: la primera para los conjuntos que hayan pasado por el puesto de limpieza pre-soldadura, y la otra para los que no. Por lo tanto, el rea total que se va a destinar a estos subconjuntos es de 15 x 2 = 30 m2.
Pg 24
Anexo H Dimensionamiento de la unidad productiva
H.3.2.5.
ALMACN DE CONJUNTOS FINALES
El almacn de conjuntos finales, como su nombre indica tendr por objeto el almacenaje de los conjuntos elaborados y terminados, cuyo siguiente destino es la lnea de produccin del cliente que subcontrat la fabricacin de dichos conjuntos en la unidad productiva proyectada.
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 25
A efectos de clculo se considera una superficie igual a la ocupada por la produccin de un da incrementada en un 50% por motivos de seguridad. A continuacin se muestran las dimensiones del conjunto (figura 9).
Figura 9 Dadas las dimensiones del conjunto, igual que sucede con los subconjuntos soldados, la mejor solucin para el almacenaje de estos conjuntos finales soldados es en posicin vertical, soportado por estanteras adecuadas. A continuacin se muestra el clculo de espacio necesario para el almacenaje de los conjuntos finales acabados (tabla 18). Se ha considerado un espacio adicional para las estanteras el las que se almacenar en posicin vertical, as como el espacio libre necesario para maniobras de toro, gra, y dems elementos necesarios para la gestin del almacn.
Cdigo
Denominacin pieza final
Cant/cabec total/dia
Espacio ocupado por la pieza en posicin vertical 1707 x 480
Espacio ocupado incremento del por las piezas de 50% por la produccin de seguridad 1 da [m2] 22.94 34.41
E0010000 Conjunto final
28
Espacio total de almacenamiento necesario considerando estanteras y espacios libres 100.00
Tabla 18 El resultado obtenido es que la superficie necesaria para el almacenaje de los conjuntos finales es de 100m2.
Pg 26
Anexo H Dimensionamiento de la unidad productiva
H.3.3.
ESPACIO DE LOS PUESTOS DE TRABAJO
A continuacin se estimar la superficie necesaria para cada uno de los distintos puestos de trabajo de la unidad productiva proyectada. Los distintos puestos son los siguientes: Puesto Puesto Puesto Puesto Puesto Puesto Puesto Puesto de de de de de de de de sierra de cinta mecanizado plegadora limpieza pre-soldeo soldadura de subconjuntos intermedios soldadura de conjuntos finales retoques acabados
H.3.3.1.
PUESTO DE SIERRA DE CINTA
Teniendo en cuenta el tamao mximo de las piezas a cortar con sierra de cinta, las caractersticas de la misma serian las siguientes: Capacidad de corte (seccin transversal): 2000x1500 mm Dimensiones de la cinta: 15470x80x1,6 mm Potencia del motor principal: 22 kw Velocidad de cinta: 14-112 m/min Dimensiones generales: o Ancho: 7050 mm o Alto: 4759 mm o Fondo: 7900 mm o Peso: 40000 kg
Asimismo debemos considerar un espacio alrededor de la mquina para las maniobras del operario. Podemos estimar este espacio en 2m todo alrededor. El espacio total ocupado seria el siguiente:
Superficie ocupada por la maquina
Figura 9
Superficie de maniobra del operario
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 27
H.3.3.2.
PUESTO DE CENTRO DE MECANIZADO
Con el mismo razonamiento que en el caso de la sierra de cinta, es decir, teniendo en cuenta el tamao mximo de las piezas a cortar con sierra de cinta, las caractersticas de la misma serian las siguientes: Curso longitudinal X : 3500 mm Curso vertical Y : 1400 mm Curso transversal Z : 1000 mm Dimensiones de la mesa : 3860 x 1000 Cabezal automtico: 5 x 5, 28 kw, 535 Nm Gama de velocidades: 20 3000 rpm Avances rpidos ejes x-y-z : 20000 m/min Max. Peso sobre la mquina: 9500 kg Peso de la mquina: 22200 kg Dimensiones generales o Ancho: 8900 mm o Alto: 3800 mm o Fondo: 4470 mm
Del mismo modo que en el caso de la sierra de cinta debemos considerar un espacio alrededor de la mquina para las maniobras del operario. Podemos estimar este espacio en 2m todo alrededor. El espacio total ocupado seria el siguiente (figura 10):
Superficie ocupada por la maquina
Superficie de maniobra del operario
Figura 10
Pg 28
Anexo H Dimensionamiento de la unidad productiva
H.3.3.3.
PUESTO DE PLEGADORA
Las dimensiones de la plegadora son lo suficientemente reducidas como para no ocupar ms all de 36m2. Para el conjunto analizado las piezas a plegar no son de grandes dimensiones. Asimismo, el aluminio no es un material que requiera de una prestaciones en cuanto a potencia demasiado exigentes. En el caso de que con otros conjuntos distintos al estudiado se requiriese de una plegadora de mayores dimensiones habra que analizar la alternativa de subcontratar este proceso frente a la de invertir en nueva maquinaria.
Figura 10
H.3.3.4.
PUESTO DE LIMPIEZA PRE-SOLDEO
En el diagrama adjunto (figura 11) se muestra la ubicacin de un puesto de limpieza pre-soldeo en el seno del conjunto del proceso de soldadura. De hecho, debe considerarse dentro del mismo proceso. Sin embargo en la unidad productiva proyectada, al igual que en muchas otras similares, tiene sentido considerar un puesto especfico de limpieza pre-soldadura, cuyo fin es posibilitar que en el puesto de soldadura en si mismo, que es donde se encuentra el utillaje, se gane capacidad de soldadura al no tener que consumir tiempo limpiando. La nica precaucin que se debe tener en cuenta es la de que entre la limpieza de una pieza y su utilizacin en el proceso de soldadura no transcurra un tiempo superior a las 6 horas, dado que a partir de ese tiempo se empieza a formar la capa superficial de almina que impide efectuar correctamente el proceso.
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 29
Desligar el proceso de limpieza del de soldadura no solo tiene ventajas desde el punto de vista de la capacidad productiva. Tambin permite garantizar un entorno ms limpio y libre de proyecciones de material o gases como sucedera si se efectuase la limpieza en el mismo lugar que la soldadura.
Figura 11
Pg 30
Anexo H Dimensionamiento de la unidad productiva
El puesto (vase figura 12) consta simplemente de una mesa de trabajo con abrazaderas mviles para la fijacin de las piezas soldadas. En el puesto de trabajo deben disponerse los medios necesarios para la ejecucin del trabajo, es decir: Cepillos de pas, trapos de algodn, alcohol isoproplico y pistola de aire.
Figura 12
H.3.3.5.
PUESTO DE RETOQUES
En el diagrama adjunto (figura 13) se muestra la ubicacin de un puesto de retoques en el seno del conjunto del proceso de soldadura. El razonamiento para desligar este proceso del de soldadura es el mismo que para el de limpieza.
Figura 13 Las dimensiones del puesto pueden considerarse iguales que el puesto de limpieza.
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 31
H.3.3.6.
PUESTO DE SOLDADURA DE CONJUNTOS INTERMEDIOS
El puesto de soldadura (figura 14), tanto para subconjuntos intermedios como para el conjunto final son bsicamente las posiciones en las que se efectan las operaciones de punteo, precalentamiento y soldadura.
Figura 14
Por ello, y a efectos de ocupacin de espacio (vase figura 15) , la clave vendr dada por las dimensiones del utillaje, puesto que el equipo de soldeo y sus accesorios apenas ocupan 2 m2, y disponen de ruedas lo que les permite una gran movilidad.
Estanteria de herramientas
Mquina de soldeo
Viradores
Utillaje
Figura 15
Pg 32
Anexo H Dimensionamiento de la unidad productiva
H.3.3.7.
PUESTO DE SOLDADURA DE CONJUNTOS FINALES
La disposicin es anloga para los conjuntos finales (vase figura 16), con la nica diferencia del distinto tamao del utillaje. Estanteria de herramientas Mquina de soldeo
Viradores
Utillaje
Figura 16
H.3.3.8.
PUESTO DE ACABADOS
Figura 17
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 33
El puesto de retoques (vase figura 17) es la posicin en la que se mejora del aspecto de la soldadura una vez realizada sta. El espacio ocupado por este puesto debe estar en funcin del tipo de conjuntos soldados que se traten. En el caso del conjunto analizado, y teniendo en cuenta la estructura del mismo, podemos distinguir entre los puestos de acabados para los subconjuntos soldados que forman parte del conjunto final por un lado, y el conjunto final por otro (vanse figura 18 y 19). Los primeros ocuparn menos espacio que el segundo. A continuacin se muestra un croquis del espacio ocupado por ambos puestos de acabados.
Puesto de acabados para subconjuntos
Figura 18 Puesto de acabados para conjuntos finales
Figura 19
Pg 34
Anexo H Dimensionamiento de la unidad productiva
H.3.4.
DISTRIBUCIN EN PLANTA DE LA UNIDAD PRODUCTIVA
Del anlisis de todos los considerandos del presente anexo, as como del de numero de puestos de trabajo para cada tipo de operacin, y el numero de mquinas necesaria para cumplir con la produccin estimada (estudio efectuado en el apartado H.1.1 del presente anexo), a continuacin se muestra el detalle de la distribucin en planta propuesta para la unidad productiva proyectada. En el plano que se muestra en la figura 20 se muestra esta misma distribucin tanto de la unidad productiva como del resto de instalaciones auxiliares (gerencia, oficinas, etc) Leyenda: 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. Puesto de sierra de cinta 1 Puesto de sierra de cinta 2 Puesto de sierra de cinta 3 Puesto de centro de mecanizado 1 Puesto de centro de mecanizado 2 Puesto de centro de mecanizado 3 Puesto de centro de mecanizado 4 Puesto de centro de mecanizado 5 Puesto de centro de mecanizado 6 Puesto de centro de mecanizado 7 Puesto de centro de mecanizado 8 Plegadora 1 Plegadora 2 Puesto de soldadura de subconjuntos nervio-refuerzo 1 Puesto de soldadura de subconjuntos nervio-refuerzo 2 Puesto de soldadura de subconjuntos nervio-refuerzo 3 Puesto de soldadura de subconjuntos nervio-refuerzo 4 Puesto de soldadura de subconjuntos nervio-refuerzo 5 Puesto de soldadura de subconjuntos nervio-refuerzo 6 Puesto de soldadura de subconjuntos nervio-refuerzo 7 Puesto de soldadura de subconjuntos parte central 1 Puesto de soldadura de subconjuntos parte central 2 Puesto de soldadura de subconjuntos parte central 3 Puesto de soldadura de subconjuntos parte central 4 Puesto de soldadura de subconjuntos parte central 5 Puesto de soldadura de subconjuntos parte central 6 Puesto de soldadura de conjuntos finales 1 Puesto de soldadura de conjuntos finales 2 Puesto de soldadura de conjuntos finales 3 Puesto de soldadura de conjuntos finales 4 Puesto de soldadura de conjuntos finales 5 Puesto de soldadura de conjuntos finales 6 Puesto de soldadura de conjuntos finales 7 Puesto de soldadura de conjuntos finales 8 Puesto de limpieza pre-soldadura para subconjuntos 1 Puesto de retoques pre-soldadura para subconjuntos 1 Puesto de retoques pre-soldadura para subconjuntos 2 Puesto de limpieza pre-soldadura para subconjuntos 2 Puesto de limpieza pre-soldadura para conjunto final 1 Puesto de limpieza pre-soldadura para conjunto final 2 Puesto de retoques para conjunto final 1
Estudio de la implantacin de una unidad productiva dedicada a la fabricacin de conjuntos soldados de aluminio
Pg 35
42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59.
Puesto de acabados para subconjuntos 1 Puesto de acabados para subconjuntos 2 Puesto de acabados para conjunto final 1 Almacn de materia prima Almacn de tiles y herramientas Buffer pre-mecanizado Buffer pre-soldadura Buffer de subconjuntos soldados Almacn de producto acabado Recepcin Vestuarios rea de descanso Servicio mdico Lavabos Gestin de almacenes y logstica Taller de metrologa Muelle de entrada Muelle de salida
Pg 36
Anexo H Dimensionamiento de la unidad productiva
Figura 20
Вам также может понравиться
- 1.2º Analsis EstructurasДокумент49 страниц1.2º Analsis EstructurasximenaОценок пока нет
- Análisis de Precios Unitarios de ColegioДокумент11 страницAnálisis de Precios Unitarios de ColegioFidel Parqui MamaniОценок пока нет
- Acu de Una ViaДокумент11 страницAcu de Una ViaparquisonОценок пока нет
- APU-MORONДокумент68 страницAPU-MORONJordan GuevaraОценок пока нет
- Análisis de precios unitarios para mejora de infraestructura vial en Juliaca, PunoДокумент10 страницAnálisis de precios unitarios para mejora de infraestructura vial en Juliaca, PunoJuan Carlos Aquise CalloapazaОценок пока нет
- Apu Electricas AcchaДокумент11 страницApu Electricas AcchaAlberto Lennin CarrilloОценок пока нет
- 1 Acu Construccion de CalzadaДокумент10 страниц1 Acu Construccion de CalzadayordanОценок пока нет
- APU - Incluye Estructura MetalicaДокумент77 страницAPU - Incluye Estructura MetalicaRoy S°PradoОценок пока нет
- ESTRUCTURASДокумент44 страницыESTRUCTURASPEDRO EFRAIN SOTO SILVAОценок пока нет
- Inst. ElectricasДокумент12 страницInst. ElectricasIsabel Stefani Muñoz RamirezОценок пока нет
- Análisis de Precios Unitarios: PáginaДокумент35 страницAnálisis de Precios Unitarios: PáginaAlberto Lennin CarrilloОценок пока нет
- Análisis de Precios Unitarios: PáginaДокумент12 страницAnálisis de Precios Unitarios: PáginaJhonatan AlfaroОценок пока нет
- Instalaciones sanitarias aparatos accesoriosДокумент28 страницInstalaciones sanitarias aparatos accesoriosJoel Maquera PomaОценок пока нет
- Apu SanitariasДокумент23 страницыApu SanitariasStephanie Contreras DiazОценок пока нет
- Análisis de precios unitarios para mejoramiento de centro de saludДокумент14 страницAnálisis de precios unitarios para mejoramiento de centro de saludALFREDOОценок пока нет
- Informe de Agentes VacunadosДокумент6 страницInforme de Agentes VacunadosAlicia RegiardoОценок пока нет
- Acu Canales ImaДокумент23 страницыAcu Canales ImaManuel Cutimbo PalaciosОценок пока нет
- INSUMOSДокумент3 страницыINSUMOSRoland Gian Frank Refulio CastañedaОценок пока нет
- A.C.U. Impacto AmbientalДокумент2 страницыA.C.U. Impacto AmbientalCOSULTORIA PPОценок пока нет
- Presupuestos Piscina Multifamiliar CSIДокумент92 страницыPresupuestos Piscina Multifamiliar CSIYang MENDOZA CHAVEZОценок пока нет
- Analisis SanitaДокумент1 страницаAnalisis SanitaJorge Luis Aliaga QuintoОценок пока нет
- Analisis SanitaДокумент1 страницаAnalisis SanitaJorge Luis Aliaga QuintoОценок пока нет
- 1-Cu Maravillas Obras ExterioresДокумент37 страниц1-Cu Maravillas Obras ExterioresGiovanniОценок пока нет
- ACU AdicionalesДокумент90 страницACU AdicionalesJhonatan HuesaОценок пока нет
- Análisis de Precios Unitarios de Subpartidas: Subpresupuesto 001Документ1 страницаAnálisis de Precios Unitarios de Subpartidas: Subpresupuesto 001Jessica TelloОценок пока нет
- A.P.U. EstrutДокумент13 страницA.P.U. EstrutCesar Leopoldo Aguirre ZamalloaОценок пока нет
- Analisis de Costos UnitariosДокумент36 страницAnalisis de Costos UnitariosEver CóndorОценок пока нет
- BalanceComprobacionEnero2020Документ12 страницBalanceComprobacionEnero2020Jaren Alfaro FloresОценок пока нет
- Analisis Precios UnitariosДокумент43 страницыAnalisis Precios UnitariosPedro Juan Quispe MerinoОценок пока нет
- Anlisis UnitarioДокумент15 страницAnlisis UnitariojudithsoleОценок пока нет
- Precios Unitarios Sistema de RiegoДокумент14 страницPrecios Unitarios Sistema de RiegoDaniel SandovalОценок пока нет
- 3 (NGC-DNS) APU Inst. SanitariasДокумент26 страниц3 (NGC-DNS) APU Inst. SanitariasPercy Ramos TorresОценок пока нет
- Análisis de Precios Unitarios: PáginaДокумент35 страницAnálisis de Precios Unitarios: PáginaSarita Celmi DepazОценок пока нет
- Apu Instalaciones ElectricasДокумент73 страницыApu Instalaciones ElectricasAnthony BqhОценок пока нет
- Análisis de precios unitarios para mejoramiento de acceso a centro de saludДокумент9 страницAnálisis de precios unitarios para mejoramiento de acceso a centro de saludAlfredo Verastegui Salcedo100% (1)
- Análisis de Precios Unitarios: PáginaДокумент32 страницыAnálisis de Precios Unitarios: PáginaAlberto Lennin CarrilloОценок пока нет
- Apu I. SanitariasДокумент10 страницApu I. SanitariasMARCO SANCHEZ LOMBARDIОценок пока нет
- I SanitariasДокумент9 страницI SanitariasAlexander Vilela CorreaОценок пока нет
- Análisis de precios unitarios de losa deportivaДокумент2 страницыAnálisis de precios unitarios de losa deportivaivan richard medina urtechoОценок пока нет
- Apu EstructurasДокумент10 страницApu EstructurasE Altamirano PardoОценок пока нет
- Acu OtrosДокумент3 страницыAcu OtrosKeymer FernándezОценок пока нет
- PAVIMENTACION DE CALLES ANALISIS PRECIOS UNITARIOSДокумент7 страницPAVIMENTACION DE CALLES ANALISIS PRECIOS UNITARIOStuio0% (1)
- Terraza + Ascensor Costos UnitariosДокумент25 страницTerraza + Ascensor Costos UnitariosPameiita ChipayoОценок пока нет
- APU Estructuras PDFДокумент96 страницAPU Estructuras PDFJuan Pablo BenitesОценок пока нет
- 6.5.1. Partidas Vinculadas A La Ejecución de La ObraДокумент10 страниц6.5.1. Partidas Vinculadas A La Ejecución de La ObraJuan RojasОценок пока нет
- Analisis Subpresupuesto SanitariasДокумент83 страницыAnalisis Subpresupuesto SanitariasCLAUDIA GABRIELA CASTRO PASAPERAОценок пока нет
- Analisis de Costos UnitariosДокумент55 страницAnalisis de Costos Unitarioscesar floresОценок пока нет
- Apu Conexion Domiciliaria Desaugue Rev 02Документ1 страницаApu Conexion Domiciliaria Desaugue Rev 02BraulioОценок пока нет
- Análisis de Costos UnitariosДокумент12 страницAnálisis de Costos UnitariosEylin Chucle CarbajalОценок пока нет
- Análisis de Precios Unitarios: PáginaДокумент53 страницыAnálisis de Precios Unitarios: PáginaDiego Jesus PinoОценок пока нет
- Presupuesto de Expdiente EnumeradoДокумент16 страницPresupuesto de Expdiente EnumeradoDiegoFloresОценок пока нет
- Analisis Precios UnitariosДокумент26 страницAnalisis Precios UnitariosNey CoronelОценок пока нет
- Seagate Crystal Reports - AnaliДокумент34 страницыSeagate Crystal Reports - AnaliJavierGarciaHuamaniОценок пока нет
- Análisis de Precios Unitarios: S10 PáginaДокумент3 страницыAnálisis de Precios Unitarios: S10 PáginaRafa RSОценок пока нет
- ACU - Estructuras - Concreto en VigasДокумент29 страницACU - Estructuras - Concreto en VigasJosé Carlos García ChiroqueОценок пока нет
- Apu Losas de TabelonesДокумент2 страницыApu Losas de TabelonesLuis PáezОценок пока нет
- Analisis Mov Tierras Mayo 2017Документ17 страницAnalisis Mov Tierras Mayo 2017JHON GIRONDAОценок пока нет
- Estudio de la inyección diésel mediante la medida del flujo de cantidad de movimiento del chorroОт EverandEstudio de la inyección diésel mediante la medida del flujo de cantidad de movimiento del chorroРейтинг: 4.5 из 5 звезд4.5/5 (4)
- Detección y compensación de irregularidades de inyecciónОт EverandDetección y compensación de irregularidades de inyecciónОценок пока нет