Вам также может понравиться
- Ahmad Al-Sanusi in Exile MA Thesis PDFДокумент115 страницAhmad Al-Sanusi in Exile MA Thesis PDFistanbul145367% (3)
- Fallacies PDFДокумент60 страницFallacies PDFKolla ChaitanyaОценок пока нет
- 200 Years of Turkish-American RelationsДокумент6 страниц200 Years of Turkish-American Relationsistanbul1453Оценок пока нет
- Paradign Shifts - Muslims in The West and Media - IMPORTANTДокумент4 страницыParadign Shifts - Muslims in The West and Media - IMPORTANTistanbul1453Оценок пока нет
- Tajallï Wa Ru'ya - W. Wesley WilliamsДокумент346 страницTajallï Wa Ru'ya - W. Wesley WilliamsSamir Abu Samra100% (1)
- Hadith Study CritisismДокумент42 страницыHadith Study CritisismKawsar AhmedОценок пока нет
- Al - Ghazali On Theological Tolerance PDFДокумент2 страницыAl - Ghazali On Theological Tolerance PDFistanbul1453Оценок пока нет
- The Reign of Abdul Hamid 11 1876-1909 PDFДокумент16 страницThe Reign of Abdul Hamid 11 1876-1909 PDFistanbul1453Оценок пока нет
- Apostasy in Islam PDFДокумент26 страницApostasy in Islam PDFistanbul1453Оценок пока нет
- A Comparative Study of Ottoman and Safavid Origins PDFДокумент19 страницA Comparative Study of Ottoman and Safavid Origins PDFistanbul1453Оценок пока нет
- Dua of IntentionДокумент1 страницаDua of IntentionaseekerofseekersОценок пока нет
- Value ManagementДокумент3 страницыValue Managementistanbul1453Оценок пока нет
- Religious Sects Unified by Political Turmoil PDFДокумент9 страницReligious Sects Unified by Political Turmoil PDFistanbul1453Оценок пока нет
- Sunnism Versus Shiism - Rise of The Shii Politics in Ottoman Iraq in 19thC PDFДокумент196 страницSunnism Versus Shiism - Rise of The Shii Politics in Ottoman Iraq in 19thC PDFistanbul1453Оценок пока нет
- Sharah Aqaid NasafiДокумент229 страницSharah Aqaid NasafiAsadullah Al-Afghany100% (2)
- Arab and Iranian Revolts 1979-2011 - Influences or Similar Causes PDFДокумент3 страницыArab and Iranian Revolts 1979-2011 - Influences or Similar Causes PDFistanbul1453Оценок пока нет
- Islamic Scholar and Religious Leader - A Portrait of Shaykh Muhammad Sa'id Ramadan Al Būti PDFДокумент22 страницыIslamic Scholar and Religious Leader - A Portrait of Shaykh Muhammad Sa'id Ramadan Al Būti PDFistanbul1453Оценок пока нет
- The Alchemy of Domination - Some Asharite Responses To Mutazalite Ethics PDFДокумент17 страницThe Alchemy of Domination - Some Asharite Responses To Mutazalite Ethics PDFistanbul1453Оценок пока нет
- A Re-Examination of Al-Ash Arī's Theory of Kasb According To Kitab Al-Luma PDFДокумент12 страницA Re-Examination of Al-Ash Arī's Theory of Kasb According To Kitab Al-Luma PDFistanbul1453Оценок пока нет
- On The Origins of Wahhābism PDFДокумент12 страницOn The Origins of Wahhābism PDFistanbul1453Оценок пока нет
- A Mamluk Theologian's Commentary On Avicenna's Risala AdhawiyyaДокумент110 страницA Mamluk Theologian's Commentary On Avicenna's Risala Adhawiyyaalif fikriОценок пока нет
- Appointment of Consultants and ContractorsДокумент566 страницAppointment of Consultants and Contractorsistanbul1453100% (2)
- Khalil Intra PDFДокумент12 страницKhalil Intra PDFistanbul1453Оценок пока нет
- LUMBARD Joseph The Decline of Knowlege And...Документ39 страницLUMBARD Joseph The Decline of Knowlege And...abdulkarimdíazОценок пока нет
- Islam Contributions of Ottoman Empire To Modern EuropeДокумент154 страницыIslam Contributions of Ottoman Empire To Modern Europenia17Оценок пока нет
- Are Human Rights Compatible With IslamДокумент13 страницAre Human Rights Compatible With Islamistanbul1453Оценок пока нет
- The Blessed Days of Dhu Al-Hijjah: (It's Virtues and Various Acts To Perform)Документ9 страницThe Blessed Days of Dhu Al-Hijjah: (It's Virtues and Various Acts To Perform)alhianekОценок пока нет
- Are Human Rights Compatible With IslamДокумент13 страницAre Human Rights Compatible With Islamistanbul1453Оценок пока нет
- Hadīth On The AbdālДокумент4 страницыHadīth On The Abdālfaisal.noori5932Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Am Jf211 - Jul 04Документ4 страницыAm Jf211 - Jul 04ilham_metallurgy6744Оценок пока нет
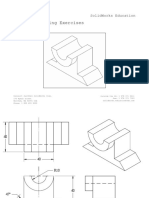
- Detailed Drawing Exercises: Solidworks EducationДокумент51 страницаDetailed Drawing Exercises: Solidworks EducationNiraj NaviОценок пока нет
- HMT Milling Machine TRM 3VДокумент2 страницыHMT Milling Machine TRM 3Vramu100% (1)
- MudMaster HPHT Pistons Mud PumpДокумент2 страницыMudMaster HPHT Pistons Mud PumpifebrianОценок пока нет
- Term Project: Power Requirement For Grinding of Coffee Beans and Screen AnalysisДокумент2 страницыTerm Project: Power Requirement For Grinding of Coffee Beans and Screen AnalysisWellington FloresОценок пока нет
- Flue Gas DesulfurizationДокумент5 страницFlue Gas DesulfurizationPiyush AgarwalОценок пока нет
- Byk-330 TDS (En)Документ2 страницыByk-330 TDS (En)Onesany TecnologiasОценок пока нет
- Hot-Dip Galvanizing For Corrosion Protection of Steel ProductsДокумент16 страницHot-Dip Galvanizing For Corrosion Protection of Steel Products范泳贤Оценок пока нет
- SCMДокумент46 страницSCMankita merchantОценок пока нет
- Mitsubishi Electric Automation Book 2013 enДокумент200 страницMitsubishi Electric Automation Book 2013 enlunatiko21Оценок пока нет
- Surface Preparation and Painting of Structural SteelДокумент6 страницSurface Preparation and Painting of Structural SteelRakesh Ranjan0% (1)
- Downloadpdf PDFДокумент2 страницыDownloadpdf PDFSachin TОценок пока нет
- Sheet Metal Forming PDFДокумент9 страницSheet Metal Forming PDFRakhesh Manchi100% (1)
- Toyota 3MДокумент33 страницыToyota 3MAkshay RaturiОценок пока нет
- Quality Management Plan TemplateДокумент9 страницQuality Management Plan TemplateMelford Bernard100% (2)
- Feasibility StudyДокумент10 страницFeasibility StudyNajihah RamliОценок пока нет
- Shipbuilding Robotics and EconomicsДокумент16 страницShipbuilding Robotics and EconomicsJeesonAntonyОценок пока нет
- 23-IKO Poster Casting DefectsДокумент1 страница23-IKO Poster Casting DefectsGopal Jetani50% (2)
- Lean Strategy by Shyam TalawadekarДокумент4 страницыLean Strategy by Shyam Talawadekartsid47Оценок пока нет
- FORTA - Steel-Free Wall Panel ReportДокумент13 страницFORTA - Steel-Free Wall Panel ReportSamiОценок пока нет
- Black Knight 1000 BrochureДокумент2 страницыBlack Knight 1000 BrochureAdamMitchellОценок пока нет
- 11aДокумент23 страницы11aphanisai100% (1)
- Introduction of Automation in Modern Yarn Dyeing FactoryДокумент6 страницIntroduction of Automation in Modern Yarn Dyeing FactorynurulОценок пока нет
- BASIC - 5 - Question Asnt Level IIIДокумент8 страницBASIC - 5 - Question Asnt Level IIIabhi88% (8)
- NES 822 Part 2 Requirements For Nickel Chromium Molybdenum Niobium Allloy 625Документ44 страницыNES 822 Part 2 Requirements For Nickel Chromium Molybdenum Niobium Allloy 625JEORJEОценок пока нет
- 00 Lean ManufacturingДокумент12 страниц00 Lean ManufacturingErnesto Rascon Basaldua0% (1)
- RMS Extrusion LinesДокумент2 страницыRMS Extrusion LinesJorge SánchezОценок пока нет
- SikaDur 53Документ2 страницыSikaDur 53pnОценок пока нет
- Training Report On PTFEДокумент24 страницыTraining Report On PTFEMaaz UkayeОценок пока нет
- Vacuum CastingДокумент5 страницVacuum CastingHarpreetSinghОценок пока нет