Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Quanta To QuarksДокумент32 страницыQuanta To QuarksDaniel Bu100% (5)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Mathematics - Mathematics of Magic - A Study in Probability, Statistics, Strategy and Game Theory XДокумент32 страницыMathematics - Mathematics of Magic - A Study in Probability, Statistics, Strategy and Game Theory XHarish HandОценок пока нет
- Concrete Specification (BS8500)Документ3 страницыConcrete Specification (BS8500)teh100% (1)
- Power System TransientsДокумент11 страницPower System TransientsKhairul AshrafОценок пока нет
- IMDSI22Документ82 страницыIMDSI22Dang JinlongОценок пока нет
- PNP Ki in July-2017 AdminДокумент21 страницаPNP Ki in July-2017 AdminSina NeouОценок пока нет
- 32 Hyderabad HITEC City BisleriДокумент23 страницы32 Hyderabad HITEC City BisleriSridhar ViswanathanОценок пока нет
- Cipet Bhubaneswar Skill Development CoursesДокумент1 страницаCipet Bhubaneswar Skill Development CoursesDivakar PanigrahiОценок пока нет
- SecurityFund PPT 1.1Документ13 страницSecurityFund PPT 1.1Fmunoz MunozОценок пока нет
- Lalit Resume-2023-LatestДокумент2 страницыLalit Resume-2023-LatestDrew LadlowОценок пока нет
- Contemporary Philippine Arts From The Regions: Quarter 1Документ11 страницContemporary Philippine Arts From The Regions: Quarter 1JUN GERONAОценок пока нет
- DCN Dte-Dce and ModemsДокумент5 страницDCN Dte-Dce and ModemsSathish BabuОценок пока нет
- Loop Types and ExamplesДокумент19 страницLoop Types and ExamplesSurendran K SurendranОценок пока нет
- All India Civil Services Coaching Centre, Chennai - 28Документ4 страницыAll India Civil Services Coaching Centre, Chennai - 28prakashОценок пока нет
- Truss-Design 18mДокумент6 страницTruss-Design 18mARSEОценок пока нет
- Angel C. Delos Santos: Personal DataДокумент8 страницAngel C. Delos Santos: Personal DataAngel Cascayan Delos SantosОценок пока нет
- Neet Question Paper 2019 Code r3Документ27 страницNeet Question Paper 2019 Code r3Deev SoniОценок пока нет
- Planetary Gear DesignДокумент3 страницыPlanetary Gear DesignGururaja TantryОценок пока нет
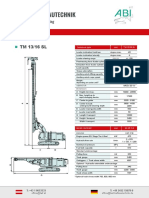
- ABI TM 13 16 SL - EngДокумент1 страницаABI TM 13 16 SL - EngJuan Carlos Benitez MartinezОценок пока нет
- Engineering DrawingДокумент1 страницаEngineering DrawingDreamtech PressОценок пока нет
- International Freight 01Документ5 страницInternational Freight 01mature.ones1043Оценок пока нет
- Advocacy Firm Business Plan by SlidesgoДокумент40 страницAdvocacy Firm Business Plan by SlidesgoirinaОценок пока нет
- Computer System Servicing 1 NC-II MODULE 8A (Second Semester: Week 6 - 7)Документ19 страницComputer System Servicing 1 NC-II MODULE 8A (Second Semester: Week 6 - 7)Carl John GomezОценок пока нет
- Strategic Marketing: The University of Lahore (Islamabad Campus)Документ3 страницыStrategic Marketing: The University of Lahore (Islamabad Campus)Sumaira IrshadОценок пока нет
- CLA Brochure - 2022-3Документ10 страницCLA Brochure - 2022-3Streamer AccountОценок пока нет
- Bench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)Документ5 страницBench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)varadjoshi41Оценок пока нет
- Dynalift Sed0804679lДокумент1 страницаDynalift Sed0804679lzaryab khanОценок пока нет
- Battery Checklist ProcedureДокумент1 страницаBattery Checklist ProcedureKrauser ChanelОценок пока нет
- Microwave EngineeringДокумент2 страницыMicrowave Engineeringசுந்தர் சின்னையா0% (9)
- Paper 1 AnalysisДокумент2 страницыPaper 1 AnalysisNamanОценок пока нет