Вам также может понравиться
- Paper Verity Weld Fatigue Method in FEAДокумент16 страницPaper Verity Weld Fatigue Method in FEARich PetersonОценок пока нет
- Fatigue AnalysisДокумент23 страницыFatigue AnalysisarnoldmarshalОценок пока нет
- Fatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresДокумент9 страницFatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresAndreyОценок пока нет
- Design by Rule-Design by Analysis PDFДокумент18 страницDesign by Rule-Design by Analysis PDFChandra ClarkОценок пока нет
- Recommended Hot-Spot Stress Design S-N Curves For Fatigue Assessment of FpsosДокумент8 страницRecommended Hot-Spot Stress Design S-N Curves For Fatigue Assessment of FpsosalbertofgvОценок пока нет
- ESDEPДокумент318 страницESDEPElvis Osorio SantanderОценок пока нет
- (Elsevier) Review of Fatigue Assessment Procedures For Welded Aluminium StructuresДокумент20 страниц(Elsevier) Review of Fatigue Assessment Procedures For Welded Aluminium StructuresJon1002Оценок пока нет
- E 08Документ16 страницE 08João PauloОценок пока нет
- 12.0 Fatigue Aspects of Pressure Vessel Design: 16426/16587 - Pressurised SystemsДокумент15 страниц12.0 Fatigue Aspects of Pressure Vessel Design: 16426/16587 - Pressurised SystemsIrfan MahyunisОценок пока нет
- 3 - STRESS RAISE - 1995 - Stress Determination For Fatigue Analysis of Welded Co PDFДокумент7 страниц3 - STRESS RAISE - 1995 - Stress Determination For Fatigue Analysis of Welded Co PDFMANHAL KHRIAMAОценок пока нет
- Weld Design by FEAДокумент11 страницWeld Design by FEAAdarsh D. KarkiОценок пока нет
- ASME VIII 2 Permissible Cycle LifeДокумент5 страницASME VIII 2 Permissible Cycle Lifeshejazy69Оценок пока нет
- Code Design and Evaluation For Cyclic Loading - Section III and VIIIДокумент34 страницыCode Design and Evaluation For Cyclic Loading - Section III and VIIIMatthieu100% (1)
- 3 Fracture TutorialДокумент13 страниц3 Fracture TutorialShaikh Akhlaque100% (1)
- nb-3216.2 MIT 2007Документ23 страницыnb-3216.2 MIT 2007adel_izadbakhshОценок пока нет
- 1.0 Job/Experiment No.: Ce793A/06: Used As Design Criteria of Machine Components Under Dynamic Loading (Iii) StudyДокумент11 страниц1.0 Job/Experiment No.: Ce793A/06: Used As Design Criteria of Machine Components Under Dynamic Loading (Iii) StudyAbhrajit ChattopadhyayОценок пока нет
- Fatigue Analysis Approaches 1995Документ6 страницFatigue Analysis Approaches 1995Abid HasanОценок пока нет
- MSN612215/MSN616218 Elemen Mesin I: Welding JointsДокумент36 страницMSN612215/MSN616218 Elemen Mesin I: Welding JointsDavid TaradeОценок пока нет
- Statically Loaded Weld Joint CalculatorДокумент2 страницыStatically Loaded Weld Joint CalculatorM Jobayer AzadОценок пока нет
- DME Unit 2 Fatigue Failure PDFДокумент42 страницыDME Unit 2 Fatigue Failure PDFsachinroy8638Оценок пока нет
- MODULO 3 Carlo MonsalveДокумент14 страницMODULO 3 Carlo Monsalvecarlomonsalve1Оценок пока нет
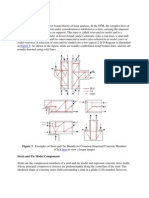
- Nodal Regions) - A Selection of Strut-And-Tie Models For A Few Typical 2-D D-Regions Is IllustratedДокумент9 страницNodal Regions) - A Selection of Strut-And-Tie Models For A Few Typical 2-D D-Regions Is IllustratedPrasanth NairОценок пока нет
- MD Chap 1Документ9 страницMD Chap 1arugeetОценок пока нет
- Unit 14: Aircraft Structutal Integrity Outcome 1Документ19 страницUnit 14: Aircraft Structutal Integrity Outcome 1Rezve AhmedОценок пока нет
- MF Da Ac Notch2 Ijf2010Документ31 страницаMF Da Ac Notch2 Ijf2010albertofgvОценок пока нет
- Engineering Structural Integrity Assessment: Where Are We Today?Документ1 страницаEngineering Structural Integrity Assessment: Where Are We Today?Rana Muhammad Abdullah WakeelОценок пока нет
- Life Fatigue Estimation of Welding Seams Based On Notch StrainsДокумент7 страницLife Fatigue Estimation of Welding Seams Based On Notch StrainsbalakaleesОценок пока нет
- Limit Load SolutionsДокумент131 страницаLimit Load SolutionsZaid KamardinОценок пока нет
- 3 Fracture TutorialДокумент13 страниц3 Fracture TutorialSanthosh LingappaОценок пока нет
- Fatigue Assessment Welded Structures Continuum Element Meshes 13Документ15 страницFatigue Assessment Welded Structures Continuum Element Meshes 13Ankur SaxenaОценок пока нет
- تصميم خرسانة مسلحة 3Документ51 страницаتصميم خرسانة مسلحة 3Mohammad Alshaiji100% (1)
- 2001-Taylor - Some New Methods For Predicting Fatigue in Welded JointsДокумент10 страниц2001-Taylor - Some New Methods For Predicting Fatigue in Welded JointsThong LeОценок пока нет
- Dr. Mirvat Bulbul-EnCE335 Fundamentals of Reinforced Concrete Design According ACI 318-05-Birzeit University, Palestinian جامعة بيرزيت هي جامعة فلسطينية (2011-2012)Документ41 страницаDr. Mirvat Bulbul-EnCE335 Fundamentals of Reinforced Concrete Design According ACI 318-05-Birzeit University, Palestinian جامعة بيرزيت هي جامعة فلسطينية (2011-2012)Seifeldin Ali MarzoukОценок пока нет
- Lecture 1Документ54 страницыLecture 1nofal AdreesОценок пока нет
- BS 7608 Welds Technical Background: Weld ClassificationsДокумент32 страницыBS 7608 Welds Technical Background: Weld Classificationswilian_coelho3309100% (1)
- Design of Machine Elements Design Against Fluctuating LoadsДокумент39 страницDesign of Machine Elements Design Against Fluctuating LoadsAwan AJaОценок пока нет
- Belt Conveyor Pulley DesignДокумент11 страницBelt Conveyor Pulley Designthakur_raghab100% (1)
- Recommended Hot Spot Analysis Procedure For Structural Details of FPSOs and Ships Based On Round-Robin FE AnalysesДокумент8 страницRecommended Hot Spot Analysis Procedure For Structural Details of FPSOs and Ships Based On Round-Robin FE AnalysesgnjzyyОценок пока нет
- WRC107 297Документ4 страницыWRC107 297MasoodMiyanОценок пока нет
- Figure 1 Example of D-Regions in A Common Building StructureДокумент13 страницFigure 1 Example of D-Regions in A Common Building StructureCristobal Jimenez MuchoОценок пока нет
- Fatigue of Grouted Joint ConnectionsДокумент5 страницFatigue of Grouted Joint Connectionsscrane@Оценок пока нет
- Fatigue Design of BridgesДокумент12 страницFatigue Design of BridgesEvelin StefanovОценок пока нет
- CE71 Module 3 2ND SEM 2022Документ17 страницCE71 Module 3 2ND SEM 2022Orland Son FactorОценок пока нет
- OMAE2014-23066: Estimating Long-Endurance Fatigue Strength of Girth-Welded Pipes Using Local Stress ApproachДокумент9 страницOMAE2014-23066: Estimating Long-Endurance Fatigue Strength of Girth-Welded Pipes Using Local Stress ApproachGee PatterhouseОценок пока нет
- Creep and FatigueДокумент30 страницCreep and FatigueAyush ShahОценок пока нет
- Design of Machine Elements: Design Against Fluctuating LoadsДокумент50 страницDesign of Machine Elements: Design Against Fluctuating LoadsKristine JavierОценок пока нет
- Fatigue Welded 10802Документ12 страницFatigue Welded 10802ehtptiОценок пока нет
- Fig. Torsional Shear StressДокумент51 страницаFig. Torsional Shear StresskrishОценок пока нет
- Capacity Design of Grouted Anchors: TransactionsДокумент8 страницCapacity Design of Grouted Anchors: TransactionsРостислав ВасилевОценок пока нет
- Deber - Diseño de Ejes A Fatiga - 1Документ10 страницDeber - Diseño de Ejes A Fatiga - 1madeley tacuОценок пока нет
- Dynamic Damage and FragmentationОт EverandDynamic Damage and FragmentationDavid Edward LambertОценок пока нет
- Which Process?: A Guide to the Selection of Welding and Related ProcessesОт EverandWhich Process?: A Guide to the Selection of Welding and Related ProcessesОценок пока нет
- Fatigue Analysis of Welded Components: Designer’s Guide to the Structural Hot-Spot Stress ApproachОт EverandFatigue Analysis of Welded Components: Designer’s Guide to the Structural Hot-Spot Stress ApproachРейтинг: 5 из 5 звезд5/5 (1)
- Design of PilecapsДокумент3 страницыDesign of PilecapsShyamali LiyanageОценок пока нет
- Precast Frame - 5 Floor DiaphragmsДокумент15 страницPrecast Frame - 5 Floor DiaphragmsWahid OmarОценок пока нет
- 3 Space Truss - MeroДокумент7 страниц3 Space Truss - MeroWahid OmarОценок пока нет
- A Tour of Nonlinear AnalysisДокумент18 страницA Tour of Nonlinear Analysissaeed-21Оценок пока нет
- Airpax Stepper MotorДокумент8 страницAirpax Stepper MotorTiago GalloОценок пока нет
- CV Piping EngineerДокумент3 страницыCV Piping EngineerHamza BounezraОценок пока нет
- IRC-58 2015 Excel SheetДокумент3 страницыIRC-58 2015 Excel SheetBilal Ahmed Barbhuiya72% (18)
- 4Qf Magnetic FieldsДокумент18 страниц4Qf Magnetic FieldsRey PeñarandaОценок пока нет
- Assignment 4Документ3 страницыAssignment 4Akarsh PrabhuОценок пока нет
- V Method As Per API 650 App KДокумент182 страницыV Method As Per API 650 App KSiva baalanОценок пока нет
- 2-Stage Reliq CycleДокумент2 страницы2-Stage Reliq Cycleravi rayОценок пока нет
- NASA SP36 ExtractoДокумент82 страницыNASA SP36 ExtractoDiego Guerrero VelozОценок пока нет
- FMM Pump Lecture 2022 23Документ25 страницFMM Pump Lecture 2022 23LolmaoОценок пока нет
- Universal Law of Gravitation or Newton'S Law of GravitationДокумент8 страницUniversal Law of Gravitation or Newton'S Law of Gravitationchhabra navdeepОценок пока нет
- Summary Report Bwts SeavoyagerДокумент1 страницаSummary Report Bwts SeavoyagerSankarОценок пока нет
- Gravitation Conceptual Questions For Class 11 PDFДокумент3 страницыGravitation Conceptual Questions For Class 11 PDFHABIB GAMER YTОценок пока нет
- Casting, Forming & Welding Questions and Answers - Eddy Current TestДокумент3 страницыCasting, Forming & Welding Questions and Answers - Eddy Current TestgueridiОценок пока нет
- What Is Flywheel?Документ7 страницWhat Is Flywheel?Ronnie Macharia MwangiОценок пока нет
- TimeSheet Calculator TrumpExcelRevised 2017 v1Документ50 страницTimeSheet Calculator TrumpExcelRevised 2017 v1RAJОценок пока нет
- Nzcs tr32Документ145 страницNzcs tr32Jianhua WuОценок пока нет
- CAE Report 20180577Документ12 страницCAE Report 20180577Kamlesh SharmaОценок пока нет
- 4r70w 1-2 Accumulator Spring ChartДокумент3 страницы4r70w 1-2 Accumulator Spring ChartDarrinОценок пока нет
- BAH Series 6000 Manguard - 113534-91Документ40 страницBAH Series 6000 Manguard - 113534-91AhmedОценок пока нет
- Cinova-CI Flexo PressДокумент20 страницCinova-CI Flexo PressMahmoud FathiОценок пока нет
- Design of Steel-Plate Concrete Composite Wall PiersДокумент12 страницDesign of Steel-Plate Concrete Composite Wall PiersangelomarinilliОценок пока нет
- Lubrication Types and GradesДокумент6 страницLubrication Types and Gradesroopa mОценок пока нет
- Porosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering AДокумент7 страницPorosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering AgiokniessОценок пока нет
- PSF 250 PSF 510wДокумент24 страницыPSF 250 PSF 510wthindmanmohanОценок пока нет
- M-4-2 Diesel Generator Engine Type 5DC-17Документ410 страницM-4-2 Diesel Generator Engine Type 5DC-17Sharadkumar R ChavanОценок пока нет
- Ndtl:Bhel: Tiruchirappalli-620 014: P91 PipingДокумент25 страницNdtl:Bhel: Tiruchirappalli-620 014: P91 PipingRupam BaruahОценок пока нет
- Interceptor Specifications FinalДокумент7 страницInterceptor Specifications FinalAchint VermaОценок пока нет
- Apgenco (Mechanical) 2017-QpДокумент16 страницApgenco (Mechanical) 2017-QpSamresh GarnaikОценок пока нет
- Fluid Phase EquilibriaДокумент19 страницFluid Phase EquilibriaYli S'cОценок пока нет
- Centrifugal Roof Exhausters Catalog - DX PDFДокумент32 страницыCentrifugal Roof Exhausters Catalog - DX PDFAbdelhameed Tarig AlemairyОценок пока нет