Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Fire Watch Training PDFДокумент41 страницаFire Watch Training PDFHamdi Rafiek83% (23)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Astm D1287Документ4 страницыAstm D1287Eduardo CarlovichОценок пока нет
- ShaimaaДокумент5 страницShaimaaDouda SamihОценок пока нет
- ملخص مشروع تحضير نانوسيليلوزДокумент3 страницыملخص مشروع تحضير نانوسيليلوزDouda SamihОценок пока нет
- Getting Started in Steady State 1Документ20 страницGetting Started in Steady State 1Douda SamihОценок пока нет
- Technical Report Writing Course at Alexandria UniversityДокумент2 страницыTechnical Report Writing Course at Alexandria UniversityDouda SamihОценок пока нет
- Association Between Caffeine Consumption and Self-Rated Health in Young and Older AdultsДокумент23 страницыAssociation Between Caffeine Consumption and Self-Rated Health in Young and Older AdultsDouda SamihОценок пока нет
- Introduction To Mat Lab: Third Year Chemical Engineering DepartmentДокумент43 страницыIntroduction To Mat Lab: Third Year Chemical Engineering DepartmentDouda SamihОценок пока нет
- 2018-2019 Mid-Term - V2Документ3 страницы2018-2019 Mid-Term - V2Douda SamihОценок пока нет
- Droos KitmanДокумент34 страницыDroos KitmanDouda SamihОценок пока нет
- Course Objective:: A U C E D Instructor: Dr. Moustapha Salem Mansour Spring 2017 Mansourms@alexu - Edu.egДокумент1 страницаCourse Objective:: A U C E D Instructor: Dr. Moustapha Salem Mansour Spring 2017 Mansourms@alexu - Edu.egDouda SamihОценок пока нет
- Introduction To Mat Lab: First Year Chemical Engineering DepartmentДокумент43 страницыIntroduction To Mat Lab: First Year Chemical Engineering DepartmentDouda SamihОценок пока нет
- Exercises Matlab ExtraДокумент2 страницыExercises Matlab ExtraDouda SamihОценок пока нет
- Introduction To Mat Lab: Third Year Chemical Engineering DepartmentДокумент23 страницыIntroduction To Mat Lab: Third Year Chemical Engineering DepartmentDouda SamihОценок пока нет
- Alexandria University Faculty of Engineering Chemical Engineering Depertment First Year November 2016 CH 111 Time Allowed: 60 MinutesДокумент2 страницыAlexandria University Faculty of Engineering Chemical Engineering Depertment First Year November 2016 CH 111 Time Allowed: 60 MinutesDouda SamihОценок пока нет
- Introduction To Mat Lab: Third Year Chemical Engineering DepartmentДокумент43 страницыIntroduction To Mat Lab: Third Year Chemical Engineering DepartmentDouda SamihОценок пока нет
- Introduction To Mat Lab: Third Year Chemical Engineering DepartmentДокумент23 страницыIntroduction To Mat Lab: Third Year Chemical Engineering DepartmentDouda SamihОценок пока нет
- Introduction To Mat Lab: First Year Chemical Engineering DepartmentДокумент43 страницыIntroduction To Mat Lab: First Year Chemical Engineering DepartmentDouda SamihОценок пока нет
- Modelling With Linear ProgДокумент22 страницыModelling With Linear ProgvijaydhОценок пока нет
- Pushover Analyses of TwoДокумент6 страницPushover Analyses of TwogazmirОценок пока нет
- The Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticДокумент3 страницыThe Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticKimi Annika VillarealОценок пока нет
- Chapter 14 Electric Current and Its Effects Class 7 Extra Questions ScienceДокумент6 страницChapter 14 Electric Current and Its Effects Class 7 Extra Questions ScienceShaurya Maniktala50% (2)
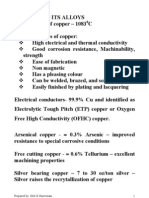
- Copper and It's AlloysДокумент5 страницCopper and It's AlloysReza MortazaviОценок пока нет
- MasterCast 141MДокумент5 страницMasterCast 141Mrobin rezkОценок пока нет
- Neutrophiles and ElectrophilesДокумент2 страницыNeutrophiles and Electrophileswhydaspam joeОценок пока нет
- Contractor GuidelinesДокумент3 страницыContractor GuidelinesRichardson VelascoОценок пока нет
- Defects / Imperfections in Crystalline MaterialsДокумент41 страницаDefects / Imperfections in Crystalline Materialsjayant thakareОценок пока нет
- Hazardous Substance Assessment Checklist Rev 3-1Документ5 страницHazardous Substance Assessment Checklist Rev 3-1Santo WardanaОценок пока нет
- ME206 Lecture 3 - Key concepts in metal casting flowДокумент28 страницME206 Lecture 3 - Key concepts in metal casting flowHarsh ShahОценок пока нет
- Bayer Process Diagram ExplainedДокумент6 страницBayer Process Diagram ExplainednatsmdОценок пока нет
- Dyeing Process of Cotton Fabric With Reactive DyesДокумент6 страницDyeing Process of Cotton Fabric With Reactive DyesMianAbrarAnjumОценок пока нет
- An Alternative To Additional SO3 Injection For Fly Ash ConditioningДокумент7 страницAn Alternative To Additional SO3 Injection For Fly Ash ConditioningmsoyoralОценок пока нет
- Non-Classical Reactor SystemsДокумент22 страницыNon-Classical Reactor SystemsManuelОценок пока нет
- April Home Assignment Assignment # - 2Документ11 страницApril Home Assignment Assignment # - 2Nawaz KhanОценок пока нет
- CH 1 Construction Materials Notes.Документ7 страницCH 1 Construction Materials Notes.Naif AbdulfetahОценок пока нет
- Evalene LF20185Документ2 страницыEvalene LF20185Oscar Tan IIIОценок пока нет
- CH 4034 Comprehensive Design Project II Interim Report 1: Production of Ammonia From NaphthaДокумент21 страницаCH 4034 Comprehensive Design Project II Interim Report 1: Production of Ammonia From NaphthaAlfonso BlancoОценок пока нет
- STMicroelectronics PCN NFME TO247Документ9 страницSTMicroelectronics PCN NFME TO247wilson sanchezОценок пока нет
- ACI 215R - Consideration For Design of Concrete Structures Subjected To Fatigue LoadingДокумент24 страницыACI 215R - Consideration For Design of Concrete Structures Subjected To Fatigue LoadingAlbertoОценок пока нет
- Slon Magnetic Separators Applied in TheДокумент8 страницSlon Magnetic Separators Applied in TheMulti DELLОценок пока нет
- U-5 - 2022 - Tecnologías de Tratamientos - BДокумент39 страницU-5 - 2022 - Tecnologías de Tratamientos - BSimón OsésОценок пока нет
- Lab Report EnviroДокумент19 страницLab Report EnviroThinesh BoltОценок пока нет
- Quality Tests RequirementДокумент6 страницQuality Tests RequirementSandip PaulОценок пока нет
- Pds Tial m80Документ2 страницыPds Tial m80Yan FerizalОценок пока нет
- MEB Nptel Week 5 Assignment AnswersДокумент4 страницыMEB Nptel Week 5 Assignment AnswersMeethiPotterОценок пока нет
- ZOLLERN-Broschuere ZGF Legierungen ENGДокумент16 страницZOLLERN-Broschuere ZGF Legierungen ENGPablo PadillaОценок пока нет
- Designer Brick Brochure WEBДокумент28 страницDesigner Brick Brochure WEBdirtapatroОценок пока нет