Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Industry GeneralДокумент24 страницыIndustry GeneralilieoniciucОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- INDUSTRIAL PHD POSITION - Sensor Fusion Enabled Indoor PositioningДокумент8 страницINDUSTRIAL PHD POSITION - Sensor Fusion Enabled Indoor Positioningzeeshan ahmedОценок пока нет
- State Common Entrance Test Cell: 3001 Jamnalal Bajaj Institute of Management Studies, MumbaiДокумент9 страницState Common Entrance Test Cell: 3001 Jamnalal Bajaj Institute of Management Studies, MumbaiSalman AnwarОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Quality Assurance Plan - CivilДокумент11 страницQuality Assurance Plan - CivilDeviPrasadNathОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- IRJ November 2021Документ44 страницыIRJ November 2021sigma gaya100% (1)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- KPJ Healthcare Berhad (NUS ANalyst)Документ11 страницKPJ Healthcare Berhad (NUS ANalyst)noniemoklasОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Language EducationДокумент33 страницыLanguage EducationLaarni Airalyn CabreraОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Finance 2021 23Документ16 страницFinance 2021 23GAURAV UPADHYAYОценок пока нет
- Marketing Plan Nokia - Advanced MarketingДокумент8 страницMarketing Plan Nokia - Advanced MarketingAnoop KeshariОценок пока нет
- Passive Income System 2Документ2 страницыPassive Income System 2Antonio SyamsuriОценок пока нет
- EIL 6-51-0051-Rev 06 - 1.1kv-Xlpe - Dimension Cat - B Armour-BbpДокумент2 страницыEIL 6-51-0051-Rev 06 - 1.1kv-Xlpe - Dimension Cat - B Armour-BbpShubham BaderiyaОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- New Regular and Irregular Verb List and Adjectives 1-Ix-2021Документ11 страницNew Regular and Irregular Verb List and Adjectives 1-Ix-2021MEDALITH ANEL HUACRE SICHAОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Evaluating Websites A Checklist - JOHN CARLO G. GAERLANДокумент3 страницыEvaluating Websites A Checklist - JOHN CARLO G. GAERLANMarvin CincoОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Quality Assurance Plan-75FДокумент3 страницыQuality Assurance Plan-75Fmohamad chaudhariОценок пока нет
- Madam Shazia PaperДокумент14 страницMadam Shazia PaperpervaizhejОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- GSM Based Prepaid Electricity System With Theft Detection Using Arduino For The Domestic UserДокумент13 страницGSM Based Prepaid Electricity System With Theft Detection Using Arduino For The Domestic UserSanatana RoutОценок пока нет
- Malaybalay CityДокумент28 страницMalaybalay CityCalvin Wong, Jr.Оценок пока нет
- Paper:Introduction To Economics and Finance: Functions of Economic SystemДокумент10 страницPaper:Introduction To Economics and Finance: Functions of Economic SystemQadirОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- COACHING TOOLS Mod4 TGOROWДокумент6 страницCOACHING TOOLS Mod4 TGOROWZoltan GZoltanОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Know Your TcsДокумент8 страницKnow Your TcsRocky SinghОценок пока нет
- Excel Lesson 5 QuizДокумент5 страницExcel Lesson 5 Quizdeep72Оценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- 2015 Grade 4 English HL Test MemoДокумент5 страниц2015 Grade 4 English HL Test MemorosinaОценок пока нет
- BQ - Structural Works - CompressedДокумент163 страницыBQ - Structural Works - CompressedLee YuxuanОценок пока нет
- New KitДокумент195 страницNew KitRamu BhandariОценок пока нет
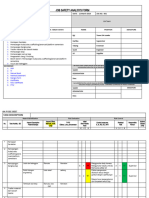
- JSA FormДокумент4 страницыJSA Formfinjho839Оценок пока нет
- Preboard Practice PDFДокумент25 страницPreboard Practice PDFGracielle NebresОценок пока нет
- Tushnet - An Essay On RightsДокумент43 страницыTushnet - An Essay On RightslarisamannОценок пока нет
- Millennium Development GoalsДокумент6 страницMillennium Development GoalsSasha Perera100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Aits 2122 PT I Jeea 2022 TD Paper 2 SolДокумент14 страницAits 2122 PT I Jeea 2022 TD Paper 2 SolSoumodeep NayakОценок пока нет
- Detailed Lesson Plan in Mathematics (Pythagorean Theorem)Документ6 страницDetailed Lesson Plan in Mathematics (Pythagorean Theorem)Carlo DascoОценок пока нет