Вам также может понравиться
- Moog ServovalvesДокумент8 страницMoog Servovalvesdylan_dearing@hotmail.com100% (1)
- General IntroductionДокумент21 страницаGeneral Introductionragdapattice75% (4)
- Eaton Hydraulics Training ManualДокумент3 страницыEaton Hydraulics Training Manualrsraja43513% (16)
- Hydraulic Trainings For Axial Piston UnitsДокумент29 страницHydraulic Trainings For Axial Piston UnitsNBRellos100% (27)
- The Hydraulic Trainer Volume 1 (Basic Principles & Components of Fluid Technology)Документ327 страницThe Hydraulic Trainer Volume 1 (Basic Principles & Components of Fluid Technology)Guido Dorigoni100% (32)
- Fluid Power CircuitsДокумент176 страницFluid Power CircuitsMike Fredskilde97% (29)
- Troubleshooting HYDRAULICSДокумент62 страницыTroubleshooting HYDRAULICSamguna4056100% (3)
- Sizing of Servo ValveДокумент19 страницSizing of Servo Valveragdapattice100% (3)
- Hydraulic Schematic ReadingДокумент18 страницHydraulic Schematic ReadingArup Das95% (20)
- Electro Hydraulics: Control Technology ConceptsДокумент98 страницElectro Hydraulics: Control Technology Concepts@nshu_theachiever88% (8)
- Proportional Valve TroubleshootingДокумент48 страницProportional Valve Troubleshootingbrunosamaeian100% (1)
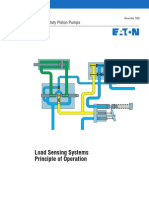
- Load Sensing Syst. Princ Oper. EatonДокумент28 страницLoad Sensing Syst. Princ Oper. EatonPedro Blanco92% (12)
- Control Components in Hydraulic SystemsДокумент20 страницControl Components in Hydraulic SystemsfazliОценок пока нет
- Moog AnimationДокумент14 страницMoog AnimationBouazzaОценок пока нет
- Hydraulics and PneumaticsДокумент20 страницHydraulics and Pneumaticsharishme028100% (2)
- H Electro Hydraulic Controls YukenДокумент142 страницыH Electro Hydraulic Controls Yukenchidambaram kasi100% (1)
- Industrial hydraulics-MANUAL PDFДокумент337 страницIndustrial hydraulics-MANUAL PDFcastro216088% (16)
- 1.3 Basic Hydraulic Symbols and Major ComponentsДокумент31 страница1.3 Basic Hydraulic Symbols and Major ComponentsMahmoud Mohamed100% (1)
- Rexroth Hydraulic FormulaeДокумент43 страницыRexroth Hydraulic FormulaePremangshu SahaОценок пока нет
- Overcenter ValvesДокумент4 страницыOvercenter ValvesAnonymous jSTkQVC27b100% (1)
- The Hydraulic Trainer Volume 2 (Proportional & Servo Valve Technology)Документ289 страницThe Hydraulic Trainer Volume 2 (Proportional & Servo Valve Technology)Felipe Doria Ribeiro100% (14)
- 3 Handout Pilot-Controls enДокумент14 страниц3 Handout Pilot-Controls enluisОценок пока нет
- Basis Hydraulics Hand BookДокумент184 страницыBasis Hydraulics Hand Booksharma.hansraj100% (12)
- Hydro Static DriveДокумент73 страницыHydro Static Drivebeau04293% (14)
- Vickers General Hydraulic BookДокумент29 страницVickers General Hydraulic BookKarthik Sarang100% (15)
- 62 SeriesДокумент8 страниц62 SeriesDevendra BangarОценок пока нет
- Amca Mev A e 06 07 PDFДокумент32 страницыAmca Mev A e 06 07 PDFthijssilderhuisОценок пока нет
- Proportional Control Valves D631 Series ISO 4401 Size 05Документ8 страницProportional Control Valves D631 Series ISO 4401 Size 05Devendra BangarОценок пока нет
- Chapter 9 ChangДокумент37 страницChapter 9 Changsatya sagarОценок пока нет
- Valvulas Moog Hoja de DatosДокумент24 страницыValvulas Moog Hoja de DatosLuis Alberto RamosОценок пока нет
- G761 SeriesДокумент8 страницG761 SeriesDipti BhanjaОценок пока нет
- D 631 Series ValvesДокумент12 страницD 631 Series ValvesJosé OlaveОценок пока нет
- MFB TrainingДокумент19 страницMFB Trainingragdapattice100% (6)
- Bul 36115 Servo Valve OperationДокумент12 страницBul 36115 Servo Valve Operationrikkitech100% (1)
- Pump CharacteristicsДокумент8 страницPump CharacteristicsgeocaustasОценок пока нет
- Control SystemДокумент48 страницControl SystemOlawale John AdeotiОценок пока нет
- Re29564 2007-011Документ12 страницRe29564 2007-011engineer86Оценок пока нет
- Moog D633Документ16 страницMoog D633Balu M100% (1)
- Pumps and Compressors: Week 7Документ20 страницPumps and Compressors: Week 7ednsmnОценок пока нет
- Dynex RP A SpecsДокумент4 страницыDynex RP A SpecsAnthony DennisОценок пока нет
- Variable Speed Drives: Presented By: Nguyen Huu LoiДокумент66 страницVariable Speed Drives: Presented By: Nguyen Huu LoiLe Hoai Nhat PhuongОценок пока нет
- TDV 100Документ6 страницTDV 100林育豪Оценок пока нет
- MHV Proportional Directional Control Valve Series MHV... K: FeaturesДокумент28 страницMHV Proportional Directional Control Valve Series MHV... K: FeaturesthijssilderhuisОценок пока нет
- Hydraulic Servo ValveДокумент36 страницHydraulic Servo ValvesayproОценок пока нет
- D 633 Series Valves eДокумент16 страницD 633 Series Valves ehaggОценок пока нет
- SPRSДокумент51 страницаSPRSHimanshu BoliaОценок пока нет
- Motor Load MonitorДокумент4 страницыMotor Load MonitorRenghat RumahorboОценок пока нет
- Eaton Hydraulic SystemДокумент16 страницEaton Hydraulic SystemMuthu Kumar100% (4)
- Torque ControlДокумент6 страницTorque Controlochenapothik2012Оценок пока нет
- Mcv110 Valve PilotДокумент8 страницMcv110 Valve PilotJose Manuel Bautista Martinez100% (1)
- Variable Vane Pump VDCДокумент14 страницVariable Vane Pump VDCDian PramadiОценок пока нет
- Exp 3 Pump and Motor EfficiencyДокумент10 страницExp 3 Pump and Motor EfficiencyDinesh KumbharwarОценок пока нет
- AccumulatorДокумент30 страницAccumulatorYusuf Sukma IndrianaОценок пока нет
- Re 29564Документ12 страницRe 29564Ibrahim MoamenОценок пока нет
- Aeolos-H 20KW Test ReportДокумент8 страницAeolos-H 20KW Test ReportZacharias MalliarakisОценок пока нет
- Ec 2404 - Electronic System Design LabДокумент66 страницEc 2404 - Electronic System Design LabjebadanielОценок пока нет
- Rexroth FDДокумент116 страницRexroth FDIvan GudeljОценок пока нет
- Auto Transformer Energy Conversion 6Документ38 страницAuto Transformer Energy Conversion 6Katari Sreenu100% (1)
- Evaluation of Yogurt Production Line Simulation Using Arena SoftwareДокумент8 страницEvaluation of Yogurt Production Line Simulation Using Arena Softwareg defОценок пока нет
- IP03 Loops-4slides PDFДокумент10 страницIP03 Loops-4slides PDFRamesh GОценок пока нет
- Summative Test in Grade 10 Science PDF FreeДокумент2 страницыSummative Test in Grade 10 Science PDF FreeMalyn ReyesОценок пока нет
- DAPS2015 AbstractsДокумент220 страницDAPS2015 AbstractsAnonymous atZc0NCОценок пока нет
- Mha Mca Cet SyllabusДокумент20 страницMha Mca Cet Syllabusm kumarОценок пока нет
- Forces Revision Questions 1. Resistive Force.: Island School 1Документ13 страницForces Revision Questions 1. Resistive Force.: Island School 1Deepal PrasankaОценок пока нет
- Back To Basics in Optical Communications TechnologyДокумент178 страницBack To Basics in Optical Communications TechnologyAyanОценок пока нет
- Career Indecision and Career Anxiety in High SchooolДокумент19 страницCareer Indecision and Career Anxiety in High SchooolP.CОценок пока нет
- Lec.5 (Prameters of OHTL Pt.2)Документ10 страницLec.5 (Prameters of OHTL Pt.2)AbdullahОценок пока нет
- Ubd Planning Template With QuestionsДокумент3 страницыUbd Planning Template With Questionsapi-217297849Оценок пока нет
- HCS2000Документ6 страницHCS2000Nermin PalićОценок пока нет
- NDT VTL-3-3Документ2 страницыNDT VTL-3-3Priyesh MauryaОценок пока нет
- Maths Shortcuts by DayTodayGKДокумент20 страницMaths Shortcuts by DayTodayGKAnand KesarkarОценок пока нет
- 3questions Measurements and UncertaintyДокумент2 страницы3questions Measurements and UncertaintyLeanne DerigeОценок пока нет
- C 13Документ33 страницыC 13rgerwwaaОценок пока нет
- Faber, De-Ontologizing GodДокумент15 страницFaber, De-Ontologizing GodcalfrancescoОценок пока нет
- Electric Power Applications, Engine & Generator SizingДокумент120 страницElectric Power Applications, Engine & Generator SizingDIPPOSОценок пока нет
- Full Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter ChapterДокумент36 страницFull Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter Chapterexequycheluract6oi100% (9)
- DefaultДокумент49 страницDefaultmaruka33100% (1)
- The Effect of Axial Flow Velocity On Annular Gap Windage Power LossДокумент12 страницThe Effect of Axial Flow Velocity On Annular Gap Windage Power Losskien nguyenОценок пока нет
- WDH-SL3 Iom M01M40N13-07 - 1542713324932Документ72 страницыWDH-SL3 Iom M01M40N13-07 - 1542713324932irwantino susilo100% (1)
- Nylon Bag BisДокумент13 страницNylon Bag Bisbsnl.corp.pbОценок пока нет
- Mac On FigДокумент449 страницMac On Figvuk_vucko_vukovicОценок пока нет
- Band Gaps and Electronics Structure of PerovskitesДокумент12 страницBand Gaps and Electronics Structure of PerovskitesThanh Long TaОценок пока нет
- 04 Extended Graphics DesignДокумент34 страницы04 Extended Graphics DesignEngenheiro AmoedoОценок пока нет
- FCE 331 Strength of Materials IIA CAT, January 2022Документ2 страницыFCE 331 Strength of Materials IIA CAT, January 2022devОценок пока нет
- CoolebrookДокумент31 страницаCoolebrookloganatahnОценок пока нет
- Whinner y 1990Документ5 страницWhinner y 1990LGОценок пока нет
- 2016 FSAE Electric Vehicle Pedal Assembly DesignДокумент40 страниц2016 FSAE Electric Vehicle Pedal Assembly Designshubham rastogiОценок пока нет
- VI. HelicoptersДокумент147 страницVI. HelicopterssreekanthОценок пока нет