Вам также может понравиться
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsОт EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsРейтинг: 4 из 5 звезд4/5 (1)
- Kingsbury BearingДокумент28 страницKingsbury Bearingkalam2k2100% (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!От EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Рейтинг: 5 из 5 звезд5/5 (2)
- Hydrodynamic Bearing-Kingsbury PDFДокумент27 страницHydrodynamic Bearing-Kingsbury PDFMachineryengОценок пока нет
- The Modern Chassis: A Practical Manual of Automotive Chassis and Suspension DesignОт EverandThe Modern Chassis: A Practical Manual of Automotive Chassis and Suspension DesignРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Hydrodynamic Bearings: A General Guide To The Principles, O P E R Ation and Troubleshooting ofДокумент27 страницHydrodynamic Bearings: A General Guide To The Principles, O P E R Ation and Troubleshooting ofFrancisco Daniel Urbano100% (1)
- Hydrodynamics BearingsДокумент28 страницHydrodynamics BearingsManuel CañadasОценок пока нет
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesОт EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesРейтинг: 5 из 5 звезд5/5 (1)
- Universe BrochureДокумент28 страницUniverse Brochurerafay0saeedОценок пока нет
- Fluid Film Bearings TroubleshootingДокумент30 страницFluid Film Bearings TroubleshootingsurawutwijarnОценок пока нет
- Subsea Valves and Actuators for the Oil and Gas IndustryОт EverandSubsea Valves and Actuators for the Oil and Gas IndustryРейтинг: 5 из 5 звезд5/5 (1)
- GE Hydro Thrust BearingsДокумент3 страницыGE Hydro Thrust BearingsJesusMaldonado0% (1)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОт EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОценок пока нет
- Semi Independent SuspensionДокумент7 страницSemi Independent SuspensionAditya TanwarОценок пока нет
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsОт EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsОценок пока нет
- A.K. Molyneaux 1996 Externally Pressurised and Hybrid Bearings Lubricated With R134a For Oil-Free CompressorsДокумент7 страницA.K. Molyneaux 1996 Externally Pressurised and Hybrid Bearings Lubricated With R134a For Oil-Free CompressorsChoon Seng WongОценок пока нет
- 32 - 1985 - LEG Recent DevelopmentsДокумент8 страниц32 - 1985 - LEG Recent DevelopmentsHatem AbdelrahmanОценок пока нет
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingОт EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingРейтинг: 5 из 5 звезд5/5 (3)
- Sleeve Vs Antifriction Bearings Selection of The Optimal BearingДокумент13 страницSleeve Vs Antifriction Bearings Selection of The Optimal BearingKamal Arab0% (1)
- Hydrostatic Journal BearingДокумент14 страницHydrostatic Journal Bearingapi-19775783100% (4)
- 174-Nowicki Thrust Bearing Monitoring of Vertical HTG 170613 0Документ15 страниц174-Nowicki Thrust Bearing Monitoring of Vertical HTG 170613 0Wahyudi Wahdani XsatuОценок пока нет
- Pump Lecture 6 - FACTORS AFFECTING OIL RING AND SLINGER LUBRICANT DELIVERY & STABILITYДокумент14 страницPump Lecture 6 - FACTORS AFFECTING OIL RING AND SLINGER LUBRICANT DELIVERY & STABILITYabsahkahОценок пока нет
- Rocker Arm-Final ReportДокумент48 страницRocker Arm-Final ReportKarthi Keyan0% (1)
- Lubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsДокумент17 страницLubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsIrfan OmercausevicОценок пока нет
- Lecture 13 & 14Документ26 страницLecture 13 & 14farah nazОценок пока нет
- Hydrostatic Bearings PadДокумент19 страницHydrostatic Bearings Padsandy_m39Оценок пока нет
- Cam ViceДокумент50 страницCam ViceAakash Dindigul100% (1)
- Disc Brake System ReportДокумент22 страницыDisc Brake System Reportkashuprakash83% (35)
- Understanding Journal BearingsДокумент26 страницUnderstanding Journal BearingsΡαφαηλ Καμ.100% (1)
- Dme Unit - 5 Produce by Assistant Professor G.Ganapathy (9629027354)Документ13 страницDme Unit - 5 Produce by Assistant Professor G.Ganapathy (9629027354)Anonymous tZfJJPRKsОценок пока нет
- Sleeve Bearing Specification For MotorДокумент45 страницSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- Waukesha Bearings - Modular TPT Bearings - MS - A4Документ32 страницыWaukesha Bearings - Modular TPT Bearings - MS - A4rafay0saeedОценок пока нет
- Volume-2. Design and Manufacturing of Hydraulic CylindersДокумент53 страницыVolume-2. Design and Manufacturing of Hydraulic CylindersQ.S. Khan96% (49)
- Failure of Cooling Fan Shaft BearingsДокумент7 страницFailure of Cooling Fan Shaft BearingsGuru Raja Ragavendran NagarajanОценок пока нет
- Project Shock ObsorberДокумент43 страницыProject Shock ObsorberKiran KumarОценок пока нет
- PropellerДокумент15 страницPropellerNavin Dipali100% (2)
- A Shock AbsorberДокумент5 страницA Shock Absorberriz2010Оценок пока нет
- Shafts and Associated Parts: Prof. Dr. Özgen Ümit ÇolakДокумент14 страницShafts and Associated Parts: Prof. Dr. Özgen Ümit ÇolakMücahit EzelОценок пока нет
- CH-6 ProДокумент18 страницCH-6 ProShahin RA0% (1)
- Journal BearingДокумент8 страницJournal Bearingدنيا قيس كاظم100% (1)
- BearingДокумент15 страницBearingHafwan AffiqОценок пока нет
- In Pursuit of Better Bearings - . .: Inadequate Pressurization Can Exacerbate Fluid InstabilityДокумент10 страницIn Pursuit of Better Bearings - . .: Inadequate Pressurization Can Exacerbate Fluid InstabilityHatem AbdelrahmanОценок пока нет
- AbriefhistoryofFPTPJB16 02 21Документ11 страницAbriefhistoryofFPTPJB16 02 21Boudoukhana AbdelazizОценок пока нет
- End Term Report PS-1 Copy 2 PDFДокумент24 страницыEnd Term Report PS-1 Copy 2 PDFPranjal WadhwaОценок пока нет
- Journal Bearing LubricationДокумент5 страницJournal Bearing LubricationYorman Hernandez100% (1)
- 200 OralДокумент295 страниц200 OralSamarendu Tiwari100% (7)
- Class 4 Frequent Asked Qs Shashwat000Документ168 страницClass 4 Frequent Asked Qs Shashwat000Lovy Singh100% (1)
- Tilting Pad Journal Bearings High Speed High LoadДокумент11 страницTilting Pad Journal Bearings High Speed High LoadHatem AliОценок пока нет
- Overall Arrangement: Description of The Salient PartsДокумент6 страницOverall Arrangement: Description of The Salient PartsJitendra KumarОценок пока нет
- Failure of CamshaftДокумент3 страницыFailure of Camshaftsultanu89Оценок пока нет
- Venky LSДокумент33 страницыVenky LSSyed NadeemОценок пока нет
- Report On Renerative Shock AbsorberДокумент17 страницReport On Renerative Shock AbsorberAnuj SinghОценок пока нет
- Thrust Bearing Design GuideДокумент56 страницThrust Bearing Design Guidemjscar100% (1)
- LDG Gear s300Документ12 страницLDG Gear s300rizaviator6097Оценок пока нет
- Hydraulic TappetДокумент4 страницыHydraulic TappetAboSuliemanОценок пока нет
- E04 Using Kalsi Seals in Washpipe AssembliesДокумент17 страницE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliОценок пока нет
- Screw Pump ManualДокумент24 страницыScrew Pump Manualsumantabal_uceОценок пока нет
- Z-008 Criticality Analysis For Maintenance PurposesДокумент34 страницыZ-008 Criticality Analysis For Maintenance PurposesGustavo Farelo SuarezОценок пока нет
- API Plan 53-Accumulator Bladder ChargingДокумент11 страницAPI Plan 53-Accumulator Bladder Chargingsumantabal_uceОценок пока нет
- Screw Pump ManualДокумент24 страницыScrew Pump Manualsumantabal_uceОценок пока нет
- 03 Hydraulic Unit of Step Less Capacity Control of Reciprocating Compressors.Документ5 страниц03 Hydraulic Unit of Step Less Capacity Control of Reciprocating Compressors.sumantabal_uceОценок пока нет
- 04 Actuator EnglДокумент14 страниц04 Actuator Englsumantabal_uceОценок пока нет
- Balancing of RotorsДокумент20 страницBalancing of RotorsChetan Mistry100% (1)
- Fans & Blowers-Calculation of PowerДокумент20 страницFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- 01 Genera Lover View of Step Less Capacity Control of Reciprocating CompressorДокумент15 страниц01 Genera Lover View of Step Less Capacity Control of Reciprocating Compressorsumantabal_uceОценок пока нет
- Fans & Blowers-Calculation of PowerДокумент20 страницFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Hydrocom - For RecipcompressorДокумент18 страницHydrocom - For Recipcompressorsumantabal_uce50% (2)
- Coppus Product GuideДокумент6 страницCoppus Product GuideSayed KassarОценок пока нет
- Cat 602-1 032510Документ58 страницCat 602-1 032510sumantabal_uceОценок пока нет
- Vol 1 of 3Документ12 страницVol 1 of 3sumantabal_uceОценок пока нет
- Fmea PumpДокумент8 страницFmea Pumpsumantabal_uceОценок пока нет
- 112 Kiln Brick Installation ProceduresДокумент7 страниц112 Kiln Brick Installation ProceduresojbastardoОценок пока нет
- Nova ABS Plastic Formwork by Sandeep NaikwadeДокумент11 страницNova ABS Plastic Formwork by Sandeep NaikwadeNovaFormworkОценок пока нет
- Materials Used In: HospitalДокумент52 страницыMaterials Used In: Hospitalsanika shindeОценок пока нет
- Component Parts of Flexible and Rigid Road Pavements Structure and Their FunctionДокумент4 страницыComponent Parts of Flexible and Rigid Road Pavements Structure and Their FunctionRajesh KhadkaОценок пока нет
- Nfpa 24Документ16 страницNfpa 24Sreenath S KallaaraОценок пока нет
- NEMA FG 1-1993 - Fiberglass Cable Tray Systems PDFДокумент23 страницыNEMA FG 1-1993 - Fiberglass Cable Tray Systems PDFadenoi100% (2)
- Ficha Tecnica - Microseal - DSДокумент2 страницыFicha Tecnica - Microseal - DSedocducОценок пока нет
- Ch3 Fittinglist 05044 02 FДокумент3 страницыCh3 Fittinglist 05044 02 FZipronОценок пока нет
- FB 16-EДокумент48 страницFB 16-EserialamineОценок пока нет
- Wind LoadДокумент6 страницWind LoadRajasekar Meghanadh0% (1)
- Reinforced Concrete IДокумент188 страницReinforced Concrete ICesar Andres Peralta Vidal100% (1)
- Setting Time of ConcreteДокумент1 страницаSetting Time of ConcretemiyaeunchaeОценок пока нет
- Problem Set 2 V2Документ3 страницыProblem Set 2 V2RalphОценок пока нет
- Structural Analysis - IДокумент5 страницStructural Analysis - IKrishnam RajuОценок пока нет
- Full Public Roads Act - 2002Документ52 страницыFull Public Roads Act - 2002Jonas Kañombi MukwatuОценок пока нет
- New COAДокумент15 страницNew COAAhadNurParagОценок пока нет
- Casagrand Grandio BrochureДокумент53 страницыCasagrand Grandio BrochureJoshikha MОценок пока нет
- Muhammad Atif KhanДокумент6 страницMuhammad Atif KhanKQ House of DesignОценок пока нет
- Metode Kerja Umum PDA Test - 2021Документ23 страницыMetode Kerja Umum PDA Test - 2021WannОценок пока нет
- G 962 1188 - BomДокумент8 страницG 962 1188 - BomDibyendu ChakrabortyОценок пока нет
- IRC Clauses For Retaining WallsДокумент2 страницыIRC Clauses For Retaining WallsAvnish raiОценок пока нет
- Case Study 2Документ24 страницыCase Study 2VeereshОценок пока нет
- Asphalt Mix ProductionДокумент26 страницAsphalt Mix ProductionRatih D Shima100% (1)
- Analise de VálvulaДокумент10 страницAnalise de VálvulaCristiano ScheuerОценок пока нет
- KS Series: Shadowline: Allowable Span TableДокумент1 страницаKS Series: Shadowline: Allowable Span TableAngelica OrnelasОценок пока нет
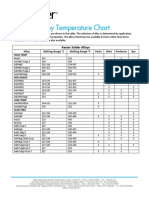
- Alloy Temperature ChartДокумент2 страницыAlloy Temperature ChartDaymer AularОценок пока нет
- GI 298 010 Administration of Contractor Parks - 01022011Документ44 страницыGI 298 010 Administration of Contractor Parks - 01022011Kaif KhanОценок пока нет
- Design Steps of One Way Slab RCCДокумент7 страницDesign Steps of One Way Slab RCCKosygin LeishangthemОценок пока нет
- Quantity Surveying and Contract Management NotesДокумент83 страницыQuantity Surveying and Contract Management NotesMohammad AliОценок пока нет
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsОт EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsОценок пока нет
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (137)
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresОт EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresРейтинг: 1 из 5 звезд1/5 (2)
- Structural Cross Sections: Analysis and DesignОт EverandStructural Cross Sections: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsОт EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsОценок пока нет
- Pile Design and Construction Rules of ThumbОт EverandPile Design and Construction Rules of ThumbРейтинг: 4.5 из 5 звезд4.5/5 (15)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingОт EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingОценок пока нет
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesОт EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraРейтинг: 4.5 из 5 звезд4.5/5 (4)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsОт EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsРейтинг: 4 из 5 звезд4/5 (16)
- Engineering for Kids: Building and Construction Fun | Children's Engineering BooksОт EverandEngineering for Kids: Building and Construction Fun | Children's Engineering BooksРейтинг: 3 из 5 звезд3/5 (2)
- Transmission Pipeline Calculations and Simulations ManualОт EverandTransmission Pipeline Calculations and Simulations ManualРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Advanced Design Examples of Seismic Retrofit of StructuresОт EverandAdvanced Design Examples of Seismic Retrofit of StructuresРейтинг: 1 из 5 звезд1/5 (1)