Вам также может понравиться
- MMAWДокумент21 страницаMMAWAkash PandeyОценок пока нет
- Assignment 1 WeldingДокумент4 страницыAssignment 1 WeldingHazim HamdanОценок пока нет
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Документ2 страницыTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanОценок пока нет
- WeldingДокумент23 страницыWeldingBilal TayyabОценок пока нет
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingДокумент60 страницInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanОценок пока нет
- Duplex Stainless Steel - Part 2 - TWIДокумент6 страницDuplex Stainless Steel - Part 2 - TWItuanОценок пока нет
- 1 - MMAW Process - PPT (Compatibility Mode)Документ44 страницы1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Welding Procedure Specification (WPS) : JointsДокумент2 страницыWelding Procedure Specification (WPS) : JointsNielОценок пока нет
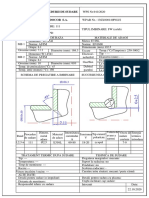
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsДокумент7 страницCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONОценок пока нет
- WPS - 006Документ13 страницWPS - 006MAT-LIONОценок пока нет
- Unit II - mt1Документ24 страницыUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- API Welding ProcedureДокумент2 страницыAPI Welding ProcedureSamarakoon BandaОценок пока нет
- Non-Arc Welding ProcessesДокумент30 страницNon-Arc Welding ProcessesKhalid El MasryОценок пока нет
- GMAWДокумент12 страницGMAWsushant47Оценок пока нет
- PWHTДокумент3 страницыPWHTharishcsharmaОценок пока нет
- Hydro Aluminium - AlSi7Mg0.6Документ2 страницыHydro Aluminium - AlSi7Mg0.6Raj PrasanthОценок пока нет
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFДокумент102 страницыWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuОценок пока нет
- WRIДокумент51 страницаWRIHarsha Vardhan Meduri100% (1)
- How To Write A Welding Procedure SpecificationДокумент10 страницHow To Write A Welding Procedure SpecificationHoang LamОценок пока нет
- Continental Institute of Engineering & Technology: Welding ShopДокумент8 страницContinental Institute of Engineering & Technology: Welding ShopAjay RanaОценок пока нет
- SMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFДокумент11 страницSMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFbiancogallazziОценок пока нет
- TGN-M-02 Voltage Reducing DevicesДокумент11 страницTGN-M-02 Voltage Reducing Devicessalekojic5332Оценок пока нет
- Submerged Arc WeldingДокумент4 страницыSubmerged Arc WeldingshifaОценок пока нет
- Welding & Cutting ProcessДокумент16 страницWelding & Cutting ProcesscvОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- WPS Racord Intepat 2335Документ1 страницаWPS Racord Intepat 2335Andrei UrsacheОценок пока нет
- CSWIP Module Re-ExamДокумент2 страницыCSWIP Module Re-ExamAhmad Khalimi Ilmawan100% (1)
- Electrode Converted Into TextДокумент14 страницElectrode Converted Into TextNeha NimbarkОценок пока нет
- WpsДокумент1 страницаWpssathi_mechОценок пока нет
- Floor Oven Fe50 Fe1000msss NewДокумент1 страницаFloor Oven Fe50 Fe1000msss Newtekstep7Оценок пока нет
- Submerged Arc Welding (Saw)Документ5 страницSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamОценок пока нет
- A General Review of Geometric Shape ImperfectionsДокумент12 страницA General Review of Geometric Shape Imperfectionsbipete69Оценок пока нет
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramДокумент7 страницElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITОценок пока нет
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelДокумент8 страницStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERОценок пока нет
- GMAW FundamentalsДокумент18 страницGMAW FundamentalsYusup MulyanaОценок пока нет
- What Is The Difference Between A Weldolet and A SockoletДокумент3 страницыWhat Is The Difference Between A Weldolet and A SockoletWaqas Waqas100% (3)
- Welding InspectionДокумент15 страницWelding InspectionSreedhar Patnaik.MОценок пока нет
- Minimizing Weld Defects in SAWДокумент3 страницыMinimizing Weld Defects in SAWNalla Gane100% (1)
- Arc-Air Gouging (Air - Carbon Arc Gouging) PDFДокумент1 страницаArc-Air Gouging (Air - Carbon Arc Gouging) PDFcarlosОценок пока нет
- Soudokay Strip Cladding - PrincipesДокумент31 страницаSoudokay Strip Cladding - PrincipesRenny DevassyОценок пока нет
- Welding Power Source CharacteristicsДокумент5 страницWelding Power Source CharacteristicsEmad A.AhmadОценок пока нет
- 1.2 Resistance and Special WeldingДокумент14 страниц1.2 Resistance and Special WeldingnikhilbathamОценок пока нет
- How To Select Welding ElectrodesДокумент6 страницHow To Select Welding ElectrodesRobert DelafosseОценок пока нет
- Template BUTTДокумент1 страницаTemplate BUTTDylan TriggОценок пока нет
- 171 Gtaw&Smaw Zug Asme (Ade S 5g) WPQДокумент4 страницы171 Gtaw&Smaw Zug Asme (Ade S 5g) WPQMuhammad Fitransyah Syamsuar PutraОценок пока нет
- MIG Welding ProcessДокумент12 страницMIG Welding ProcessHimanshu RaoОценок пока нет
- Ir 5073 Ppa 005Документ6 страницIr 5073 Ppa 005ValiОценок пока нет
- Transformer-WPS OfficeДокумент19 страницTransformer-WPS OfficeVinaya kumar BGОценок пока нет
- Wel 13 HДокумент8 страницWel 13 HWilly Uio100% (1)
- Arc Welding ProceduresДокумент4 страницыArc Welding ProceduresatayxjsОценок пока нет
- Lincoln Welding MachineДокумент4 страницыLincoln Welding MachinemevansmetreelОценок пока нет
- 16 Welding ConsumablesДокумент63 страницы16 Welding ConsumablesJawed AkhterОценок пока нет
- Welding SAF2205 Tubes To CS TubesheetДокумент2 страницыWelding SAF2205 Tubes To CS Tubesheetmasterdol1983Оценок пока нет
- Notes On Welding & Metal CuttingДокумент69 страницNotes On Welding & Metal CuttingSaptarshi PalОценок пока нет
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Документ4 страницыWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Оценок пока нет
- Chapter 4 - Ohm's Law, Power and Energy: Introductory Circuit Analysis Robert L. BoylestadДокумент19 страницChapter 4 - Ohm's Law, Power and Energy: Introductory Circuit Analysis Robert L. Boylestadareej.fatima1298Оценок пока нет
- Voltage Drop Describes How The SuppliedДокумент4 страницыVoltage Drop Describes How The SuppliedrngwenaОценок пока нет
- AimeyДокумент5 страницAimeyZie ResetОценок пока нет
- Ohm's Law, Power and EnergyДокумент19 страницOhm's Law, Power and Energymark saludaresОценок пока нет
- Chapter 4 - Ohm's Law, Power and Energy: Introductory Circuit Analysis Robert L. BoylestadДокумент19 страницChapter 4 - Ohm's Law, Power and Energy: Introductory Circuit Analysis Robert L. Boylestadmichael majadasОценок пока нет
- 6GRДокумент1 страница6GRPeter ThomasОценок пока нет
- Spot The Hazards: Learning OutcomeДокумент8 страницSpot The Hazards: Learning OutcomePeter ThomasОценок пока нет
- Basic Standard Handrail MeasurementsДокумент2 страницыBasic Standard Handrail MeasurementsPeter ThomasОценок пока нет
- Both Dogs Are Ways of Forcing Plates Into AlignmentДокумент2 страницыBoth Dogs Are Ways of Forcing Plates Into AlignmentPeter ThomasОценок пока нет
- INDG308 - The Safe Use of Gas CylindersДокумент20 страницINDG308 - The Safe Use of Gas CylindersCostas JacovidesОценок пока нет
- Asme Welding PositionsДокумент1 страницаAsme Welding PositionsPeter ThomasОценок пока нет
- Drilling Reaming Tapping PDFДокумент17 страницDrilling Reaming Tapping PDFPeter ThomasОценок пока нет
- 210A Handouts PDFДокумент6 страниц210A Handouts PDFPeter ThomasОценок пока нет
- Drilling Reaming TappingДокумент1 страницаDrilling Reaming TappingPeter ThomasОценок пока нет
- What Is CoshhДокумент2 страницыWhat Is CoshhPeter ThomasОценок пока нет
- Worcester Greenstar Junior Instruction GuideДокумент65 страницWorcester Greenstar Junior Instruction GuidePeter ThomasОценок пока нет
- Welding GaugeДокумент11 страницWelding GaugeDevesh ChauhanОценок пока нет
- FormulasДокумент16 страницFormulasPeter ThomasОценок пока нет
- Hotel California - EaglesДокумент7 страницHotel California - EaglesPeter ThomasОценок пока нет
- Drilling Is The Operation of Producing Circular Hole in TheДокумент14 страницDrilling Is The Operation of Producing Circular Hole in TheSarah Dillard100% (1)
- Safety Regulations in The Engineering WorkshopДокумент3 страницыSafety Regulations in The Engineering WorkshopPeter ThomasОценок пока нет
- Flowering: Tennessee Bulbs ForДокумент24 страницыFlowering: Tennessee Bulbs ForPeter ThomasОценок пока нет
- Sheetmetal FabricationДокумент18 страницSheetmetal FabricationSumeet Saini100% (1)
- CLP Hazard Symbols For ResourceДокумент0 страницCLP Hazard Symbols For ResourcePeter ThomasОценок пока нет
- Log SplitterДокумент24 страницыLog SplitterPeter ThomasОценок пока нет
- ch5 FCAWДокумент34 страницыch5 FCAWPeter ThomasОценок пока нет
- ch5 FCAWДокумент34 страницыch5 FCAWPeter ThomasОценок пока нет
- 04 Weld Micro Structure 01Документ33 страницы04 Weld Micro Structure 01Japneet GhaiОценок пока нет
- Leaf PatternДокумент1 страницаLeaf PatternPeter ThomasОценок пока нет
- Flux CoredДокумент38 страницFlux CoredNikola SambrailoОценок пока нет
- Oven Storage ChartДокумент1 страницаOven Storage ChartPeter ThomasОценок пока нет
- Safety, Health and Welfare On Construction SiteДокумент134 страницыSafety, Health and Welfare On Construction Sitepraveenhansraj100% (2)
- SupraДокумент2 страницыSupraPeter ThomasОценок пока нет
- Other TestingДокумент21 страницаOther TestingPeter ThomasОценок пока нет
- Medium Voltage: Joints & TerminationsДокумент20 страницMedium Voltage: Joints & TerminationsMhd Ismail PanutОценок пока нет
- Single N-Channel Trench MOSFET 30V, 24A, 10.1m : Features General DescriptionДокумент7 страницSingle N-Channel Trench MOSFET 30V, 24A, 10.1m : Features General DescriptionabrkОценок пока нет
- Ask An ExpertДокумент3 страницыAsk An ExpertTahir RafiОценок пока нет
- CT CALC-093-GS-11kV SWGRДокумент323 страницыCT CALC-093-GS-11kV SWGRmadhavanОценок пока нет
- Tutorial 04 (07022019)Документ9 страницTutorial 04 (07022019)Devansh GuptaОценок пока нет
- 21 - Automatic Battery ChargersДокумент6 страниц21 - Automatic Battery ChargersMustafa AbdullahОценок пока нет
- Load CellsДокумент24 страницыLoad CellsKevinAngeloMaОценок пока нет
- Universiti Teknologi MaraДокумент34 страницыUniversiti Teknologi MaraNalan SubramaniamОценок пока нет
- CJ-E - Practical HV Cable Jointing and Terminations For Engineers and TechniciansДокумент10 страницCJ-E - Practical HV Cable Jointing and Terminations For Engineers and TechniciansNii AshiiiОценок пока нет
- Laser Tripwire AlarmДокумент8 страницLaser Tripwire AlarmCarlos Castañeda GordonОценок пока нет
- WEG Regulador de Tensao Automatico Ea05a WG Manual Portugues BR DCДокумент16 страницWEG Regulador de Tensao Automatico Ea05a WG Manual Portugues BR DCAsdrubal AraujoОценок пока нет
- TIP 224AEn113 PDFДокумент6 страницTIP 224AEn113 PDFJoseph BoshehОценок пока нет
- Essar Vizag Terminal Limited: (If Redish, Change It)Документ3 страницыEssar Vizag Terminal Limited: (If Redish, Change It)Aditya RajaОценок пока нет
- Quint - PS - 100 - 240ac24 DC40Документ15 страницQuint - PS - 100 - 240ac24 DC40AndyОценок пока нет
- Fas 115dgДокумент5 страницFas 115dgpan RoyОценок пока нет
- DSE4510 MKII DSE4520 MKII Installation InstructionsДокумент2 страницыDSE4510 MKII DSE4520 MKII Installation InstructionsManuel Estrela Brito Junior67% (3)
- Brochure SummaryДокумент8 страницBrochure Summaryaleloc2000Оценок пока нет
- TALKING ELECTRONICS 555 Page1Документ11 страницTALKING ELECTRONICS 555 Page1Eugene FlexОценок пока нет
- Lightning Strike and Surge CounterДокумент2 страницыLightning Strike and Surge Countersampath muthunayakeОценок пока нет
- DatasheetДокумент12 страницDatasheetLuis Caballero MejíasОценок пока нет
- Notes For The TSE-II BOM: 1N5388BRLGДокумент2 страницыNotes For The TSE-II BOM: 1N5388BRLGsekhar203512Оценок пока нет
- Advantages of Using A Core Type Design Rather A Shell TypeДокумент3 страницыAdvantages of Using A Core Type Design Rather A Shell TypeaocalayОценок пока нет
- Ingress Protection Chart PDFДокумент4 страницыIngress Protection Chart PDFshashankОценок пока нет
- Inovance-MD320 User Manual V2.3Документ202 страницыInovance-MD320 User Manual V2.3Xuân Khu VũОценок пока нет
- Assembly Features: Removable Terminals BlueДокумент3 страницыAssembly Features: Removable Terminals BluePhamHoaОценок пока нет
- ELectrician 4 Thsem NSQFДокумент38 страницELectrician 4 Thsem NSQFAbhimanyu Kilania100% (3)
- 801 Voltage DoublerДокумент7 страниц801 Voltage DoublergrizhagenОценок пока нет
- (TOPIC 3) Solar Systems AccessoriesДокумент9 страниц(TOPIC 3) Solar Systems AccessoriesIan MutugiОценок пока нет
- 00 GEN-IMAN EXC HMG 6KW 10KW Manual PDFДокумент24 страницы00 GEN-IMAN EXC HMG 6KW 10KW Manual PDFjrincon26Оценок пока нет
- Physics Investigatory ProjectДокумент9 страницPhysics Investigatory ProjectBhagavadhОценок пока нет