Вам также может понравиться
- Where do I start? 10 Health and Safety Solutions: A Workbook for Busy Managers, Supervisors & Business OwnersОт EverandWhere do I start? 10 Health and Safety Solutions: A Workbook for Busy Managers, Supervisors & Business OwnersОценок пока нет
- Use of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsОт EverandUse of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsОценок пока нет
- Safety Manual: National Thermal Power Corporation LTDДокумент287 страницSafety Manual: National Thermal Power Corporation LTDHari Krishna.M100% (2)
- Mis 022Документ36 страницMis 022Shahab AlamОценок пока нет
- Health Safety and Environment 2020Документ24 страницыHealth Safety and Environment 2020aloysius akpanОценок пока нет
- NTPC Safety PolicyДокумент15 страницNTPC Safety PolicySamОценок пока нет
- Health, Safety, and Environmental (Hse) RequirementsДокумент33 страницыHealth, Safety, and Environmental (Hse) RequirementsHery BartolomeoОценок пока нет
- Health, Safety and Environmental (HSE) RequirementsДокумент8 страницHealth, Safety and Environmental (HSE) Requirementshasnol_othmanОценок пока нет
- 14 Elements of PSM - Industry ResourcesДокумент5 страниц14 Elements of PSM - Industry ResourcesSaad Ghouri100% (2)
- 3chemical and Process Safety Management 23111Документ137 страниц3chemical and Process Safety Management 23111DaОценок пока нет
- Safety Management System For The Chemical IndustryДокумент36 страницSafety Management System For The Chemical Industrymarsulex33% (3)
- CP SMS Chemical IndustryДокумент36 страницCP SMS Chemical IndustryJeffrey GeorgeОценок пока нет
- Hse - PlanДокумент6 страницHse - PlanIbrahim EsmatОценок пока нет
- 14 Points of PSMДокумент13 страниц14 Points of PSMAmeerHamzaОценок пока нет
- Process Safety ManagementДокумент19 страницProcess Safety ManagementKladees WorldОценок пока нет
- Safety PlanДокумент18 страницSafety PlanSAFETY SHREEJI100% (4)
- Safety Magement 2014 IsrsДокумент47 страницSafety Magement 2014 Isrsvaidish1100% (1)
- HSE PlanДокумент49 страницHSE Plankadarmukkam100% (9)
- HSE Training HSE ProcedureДокумент10 страницHSE Training HSE Procedurelooking99Оценок пока нет
- Safety Manual 2015 HPGCLДокумент164 страницыSafety Manual 2015 HPGCLஉம்முமுத,100% (1)
- EHS ManualДокумент15 страницEHS ManualM Zohaib Mudabber KhanОценок пока нет
- Safety Code of SMSДокумент36 страницSafety Code of SMSPrasetyo Adhi PratamaОценок пока нет
- General SafetyprocedureДокумент26 страницGeneral Safetyproceduresuryo saputroОценок пока нет
- (Insert Company Here) Preventative Maintenance ProgramДокумент6 страниц(Insert Company Here) Preventative Maintenance ProgramPaula Madeleine100% (1)
- Panasonic Ohsas 18001 Manual 2014Документ11 страницPanasonic Ohsas 18001 Manual 2014asimnaqvi2003Оценок пока нет
- Contractor's Construction Safety and Health Program (CEBU NORTH) Sept.4Документ17 страницContractor's Construction Safety and Health Program (CEBU NORTH) Sept.4novelochaalan100% (7)
- Incident Action PlanДокумент5 страницIncident Action PlanFrancis Enriquez TanОценок пока нет
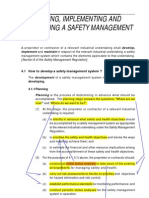
- Developing, Implementing and Maintaining A Safety Management SystemДокумент12 страницDeveloping, Implementing and Maintaining A Safety Management SystemyeomanshanОценок пока нет
- Job Description: Position: Departmental Head Designation: D.G.M. (E.H.S.) Reporting To: Head - (Opr)Документ3 страницыJob Description: Position: Departmental Head Designation: D.G.M. (E.H.S.) Reporting To: Head - (Opr)vishal9patel-63Оценок пока нет
- THE 14 ELEMENTS of Process SafetyДокумент3 страницыTHE 14 ELEMENTS of Process SafetyAlabi GodfavourОценок пока нет
- ComissioningДокумент254 страницыComissioningsyedahmedsabir100% (2)
- Manual For Policy and ProcedeuresДокумент6 страницManual For Policy and ProcedeuresLaksh RameshОценок пока нет
- Jepg ... SJEC - Jan 2023 Module On PROCESS SAFETYДокумент20 страницJepg ... SJEC - Jan 2023 Module On PROCESS SAFETYL JayanthiОценок пока нет
- Implement The Safety, Health and Work EnvironmentДокумент10 страницImplement The Safety, Health and Work EnvironmentRidwan An-nawawiОценок пока нет
- Process Safety Management (PSM) Is A Regulation Issued by The U.SДокумент5 страницProcess Safety Management (PSM) Is A Regulation Issued by The U.Sbahaa mostafaОценок пока нет
- 14 Elements PSMДокумент4 страницы14 Elements PSMLenaldy Nuari Garnoko100% (1)
- Inherently Safer and More UserДокумент8 страницInherently Safer and More UseralijadoonОценок пока нет
- c2 Safety PlanДокумент66 страницc2 Safety PlanMark Joseph MariposqueОценок пока нет
- PDFДокумент17 страницPDFJohnОценок пока нет
- Maintenance ProcduresДокумент12 страницMaintenance ProcduresashutoshОценок пока нет
- Element 5, Ohs Edited, Elament 14, Injurtymmgement ND Return To Woerk Snadsme Ioof Element 6Документ122 страницыElement 5, Ohs Edited, Elament 14, Injurtymmgement ND Return To Woerk Snadsme Ioof Element 6Watch It nowОценок пока нет
- Health & Safety Handouts ComДокумент52 страницыHealth & Safety Handouts ComTyra GeorgesОценок пока нет
- Health and Safety ProcedureДокумент3 страницыHealth and Safety Proceduresuryo saputroОценок пока нет
- Presentation On Industrial Safety ProgrammeДокумент10 страницPresentation On Industrial Safety ProgrammeSUHAAS SINGHОценок пока нет
- Health Safety PolicyДокумент14 страницHealth Safety PolicyAIRTHERM ENG LTDОценок пока нет
- 2019 Safety Program UpdateДокумент13 страниц2019 Safety Program Updatejasper mariano100% (1)
- Company Safety and Health PolicyДокумент9 страницCompany Safety and Health PolicyBlitz XyrusОценок пока нет
- Skid Steer Loader AmendedДокумент99 страницSkid Steer Loader AmendedJason Connell100% (1)
- Health Safety Policy OnДокумент13 страницHealth Safety Policy OnalexfrizОценок пока нет
- Site Safety PlanДокумент39 страницSite Safety PlanSundeep Kumar Mehta100% (2)
- Ak-Safety (Engine Law)Документ29 страницAk-Safety (Engine Law)KenОценок пока нет
- Assignment 1 SafetyДокумент7 страницAssignment 1 SafetytuansyafiqОценок пока нет
- Sample HSE Plan XXДокумент37 страницSample HSE Plan XXBojie Abogadie100% (1)
- OSH & Fundamental of OSHДокумент22 страницыOSH & Fundamental of OSHIbnu SulaimnОценок пока нет
- 03 ContentsДокумент32 страницы03 ContentsSam SonОценок пока нет
- 1 4Документ4 страницы1 4HealthyCut FarmsОценок пока нет
- Lifting Equipment Inspection (Accessories) PowerPointДокумент254 страницыLifting Equipment Inspection (Accessories) PowerPointChiheb Kaaniche100% (2)
- Chemical Process Safety ManagementДокумент27 страницChemical Process Safety ManagementMohamed Abdullah KhojaliОценок пока нет
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingОт EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingОценок пока нет
- Cosmos 290615Документ6 страницCosmos 290615AhmedОценок пока нет
- The Impact of Unemployment of Economic Growth in Calamba City, LagunaДокумент16 страницThe Impact of Unemployment of Economic Growth in Calamba City, LagunaKurt RaferОценок пока нет
- Deep Venous Thrombosis Harrison'sДокумент3 страницыDeep Venous Thrombosis Harrison'sMaria Agustina Sulistyo WulandariОценок пока нет
- DM & KomplikasiДокумент98 страницDM & Komplikasisuho exoОценок пока нет
- Anthroposophy Autoimmune - Diseases PDFДокумент30 страницAnthroposophy Autoimmune - Diseases PDFpenfo100% (1)
- Signs of Vitamin b12 DeficiencyДокумент9 страницSigns of Vitamin b12 DeficiencyMark JonesОценок пока нет
- Early Detection and Intervention of Autism Spectrum DisorderДокумент7 страницEarly Detection and Intervention of Autism Spectrum DisorderIgnacio WettlingОценок пока нет
- Levine Nursing Theory PresentationДокумент39 страницLevine Nursing Theory PresentationMadzni LoquiasОценок пока нет
- The BioCassava Plus Program Biofortification of CaДокумент24 страницыThe BioCassava Plus Program Biofortification of CaNodir PazОценок пока нет
- Disability ManagementДокумент346 страницDisability Managementsollu786_889163149Оценок пока нет
- Jayanthi Gabbettetal 2021 Developmentaltrainingmodelforyouthathletes SportsHealthДокумент13 страницJayanthi Gabbettetal 2021 Developmentaltrainingmodelforyouthathletes SportsHealthKenny Omoya AriasОценок пока нет
- T3 and The Modern AthleteДокумент4 страницыT3 and The Modern AthleteEmanuele MeazzoОценок пока нет
- Stress Management For Law Enforcement FinalДокумент24 страницыStress Management For Law Enforcement FinalAceAsabuОценок пока нет
- Growth of World PopulationДокумент6 страницGrowth of World Populationsally hakutangwiОценок пока нет
- OSH 310 Readings Enviromental HealthДокумент134 страницыOSH 310 Readings Enviromental Healthizzyklin23Оценок пока нет
- Adolescent ResilienceДокумент39 страницAdolescent ResilienceRobin MarkОценок пока нет
- Strategic Reading 3 PhoneticsДокумент134 страницыStrategic Reading 3 Phoneticsİrem İnceОценок пока нет
- Reflective LogДокумент8 страницReflective LogsidraОценок пока нет
- ECTДокумент11 страницECTmanu sethi75% (4)
- Nursing Process in CommunityДокумент8 страницNursing Process in CommunityFahim Ahmed100% (1)
- 2017 - Guideline Hearth Failure PDFДокумент129 страниц2017 - Guideline Hearth Failure PDFMarvin M. Vargas AlayoОценок пока нет
- Golf Exercise For BasicДокумент3 страницыGolf Exercise For BasicDaniel AndreanОценок пока нет
- PG Ent Final Result11 68Документ7 страницPG Ent Final Result11 68Dave KasperОценок пока нет
- Hepatic Hemangioma: CausesДокумент2 страницыHepatic Hemangioma: CausesEliza StanescuОценок пока нет
- Medical Symptoms A Visual Guide 2nd Edition The Easy Way To Identify Medical Problems DORLING KINDERSLEY LTDДокумент258 страницMedical Symptoms A Visual Guide 2nd Edition The Easy Way To Identify Medical Problems DORLING KINDERSLEY LTDShekinah WilcoxОценок пока нет
- Literature Review Template DownloadДокумент4 страницыLiterature Review Template Downloadaflsigfek100% (1)
- Rohan Borde - 21BSPJP01C166 - Final ReportДокумент58 страницRohan Borde - 21BSPJP01C166 - Final ReportNitin KarnkaleОценок пока нет
- Gabriel - Shaibi@asu - Edu: Abriel Haibi HДокумент22 страницыGabriel - Shaibi@asu - Edu: Abriel Haibi Hapi-306659854Оценок пока нет
- DR Saeed Mustafa LatestДокумент3 страницыDR Saeed Mustafa LatestFaizullah AnwarОценок пока нет
- PJP 2023 - Volume 4 (1-2)Документ64 страницыPJP 2023 - Volume 4 (1-2)Sedric Factor100% (1)