Вам также может понравиться
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsОт EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsОценок пока нет
- 880 Series Inverted Bucket Steam TrapsДокумент2 страницы880 Series Inverted Bucket Steam TrapsCherbee FerrerОценок пока нет
- اليوم الثالثДокумент31 страницаاليوم الثالثعاشق الصمتОценок пока нет
- CFD SimulationДокумент39 страницCFD SimulationSambhav JainОценок пока нет
- Pumping 6Документ2 страницыPumping 6Foulen FouleniОценок пока нет
- De Super HeaterДокумент2 страницыDe Super HeatergateauxboyОценок пока нет
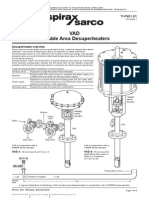
- VAD Variable Area Desuperheaters: Desuperheater OverviewДокумент6 страницVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaОценок пока нет
- 01 Kernsmethod 150909121926 Lva1 App6892 PDFДокумент45 страниц01 Kernsmethod 150909121926 Lva1 App6892 PDFPenjual AirОценок пока нет
- Heat PinchДокумент6 страницHeat PinchYeeXuan TenОценок пока нет
- Furnaces classification and efficiency measuresДокумент31 страницаFurnaces classification and efficiency measuresVignesh NayakОценок пока нет
- ME-216E Lab Manual for Energy ConversionДокумент40 страницME-216E Lab Manual for Energy ConversionmechgokulОценок пока нет
- Introduction To Boundary LayerДокумент14 страницIntroduction To Boundary LayerAyman KeirОценок пока нет
- Steam Table For Saturated Steam: (Continued)Документ1 страницаSteam Table For Saturated Steam: (Continued)ChristianGuerreroОценок пока нет
- Pump & FanДокумент14 страницPump & FanBalraj PadmashaliОценок пока нет
- Thermal power plant economiser guideДокумент7 страницThermal power plant economiser guideSteve M D'souzaОценок пока нет
- Autoflame Emissions CalculatorДокумент9 страницAutoflame Emissions CalculatorLuilio Esparza100% (1)
- Khan 2000Документ18 страницKhan 2000HIMANSHU YADAVОценок пока нет
- Level Gauges Definition Types Measuring Range Ordering InformationДокумент3 страницыLevel Gauges Definition Types Measuring Range Ordering Informationkamala 123Оценок пока нет
- Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmДокумент21 страницаProf Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmakusuperОценок пока нет
- Thermal Power Plants: Assignment No 1 Boilers 17-MS-PT-PE (T) - 20 Muneeb Ur Rehman KhanДокумент8 страницThermal Power Plants: Assignment No 1 Boilers 17-MS-PT-PE (T) - 20 Muneeb Ur Rehman KhanSuper SiangohanОценок пока нет
- SMST-Tubes Product Range en 2010 WebДокумент16 страницSMST-Tubes Product Range en 2010 Webalbejo_r9Оценок пока нет
- Energy Efficiency Planning, Funding and Improvements For New Hampshire's Drinking Water and Wastewater SystemsДокумент24 страницыEnergy Efficiency Planning, Funding and Improvements For New Hampshire's Drinking Water and Wastewater Systemsmmihai_popa2006Оценок пока нет
- P&idДокумент10 страницP&idraphael damanikОценок пока нет
- CARTRIDGE FILTER TECHNICAL MANUALДокумент30 страницCARTRIDGE FILTER TECHNICAL MANUALabessiОценок пока нет
- Catalogo PQS PDFДокумент234 страницыCatalogo PQS PDFpaito2363100% (1)
- Packed Towers: 12.1 Device TypeДокумент10 страницPacked Towers: 12.1 Device TypeSagar BhavsarОценок пока нет
- VI Rotary CompressorДокумент16 страницVI Rotary CompressorJayОценок пока нет
- 2019-12-20 Reboiler - Spec. SheetДокумент1 страница2019-12-20 Reboiler - Spec. SheetVasiljka Đordan JelacaОценок пока нет
- Waste Heat RecoveryДокумент37 страницWaste Heat Recoveryommech2020Оценок пока нет
- M 377 ContentДокумент33 страницыM 377 Contenttamilradha821Оценок пока нет
- Thermal System Analysis Document TitleДокумент4 страницыThermal System Analysis Document TitleAisyah NandanitaОценок пока нет
- PRO 810124 12 A1-Steam-Traps enДокумент30 страницPRO 810124 12 A1-Steam-Traps enZulfadli RaniОценок пока нет
- P&ID Process Cooling Symbols and Their Usage PDFДокумент4 страницыP&ID Process Cooling Symbols and Their Usage PDFHV UioОценок пока нет
- Heat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)Документ14 страницHeat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)nadir adel100% (1)
- ASME PTC 4.2 Coal Sampling System: ComponentsДокумент2 страницыASME PTC 4.2 Coal Sampling System: ComponentsArunkumar ChandaranОценок пока нет
- From Wikipedia, The Free Encyclopedia: Process Duct WorkДокумент17 страницFrom Wikipedia, The Free Encyclopedia: Process Duct WorkB DASОценок пока нет
- Heat Recovery Systems Using Ceramic Heat PipesДокумент11 страницHeat Recovery Systems Using Ceramic Heat PipesChander Prakash KamraОценок пока нет
- Design of Air IДокумент5 страницDesign of Air IInvedeОценок пока нет
- Energy Performance Assessment of Heat ExchangersДокумент22 страницыEnergy Performance Assessment of Heat ExchangersShailesh PatelОценок пока нет
- TN 010-Drip Traps Rev AДокумент6 страницTN 010-Drip Traps Rev AMariusCapraОценок пока нет
- Gas AnalyzerДокумент5 страницGas Analyzerengine5Оценок пока нет
- Quench Towers Monroe EnvironmentalДокумент2 страницыQuench Towers Monroe EnvironmentalmalikaОценок пока нет
- Venturi Scrubber Design Project for Air Pollution ControlДокумент1 страницаVenturi Scrubber Design Project for Air Pollution ControlChristopher LloydОценок пока нет
- DuctДокумент3 страницыDuctRamalingam PrabhakaranОценок пока нет
- Furnace Internal PressureДокумент3 страницыFurnace Internal PressureskluxОценок пока нет
- Lec 3 BoilerДокумент20 страницLec 3 BoilerRajiv SharmaОценок пока нет
- Process Flow Diags Study - Ver2Документ9 страницProcess Flow Diags Study - Ver2Sergey KorenevskiyОценок пока нет
- Chimedza W: Boiler Blowdown Heat Recovery ProjectДокумент34 страницыChimedza W: Boiler Blowdown Heat Recovery ProjectBlessed ZiyambeОценок пока нет
- 03 Dew Point Measurements Andy Benton Michell EngezerДокумент64 страницы03 Dew Point Measurements Andy Benton Michell EngezerccdumitraОценок пока нет
- QuemadoresДокумент4 страницыQuemadoresjoseОценок пока нет
- eArt-Performance Analysis of Spiral Tube Heat ExchangerДокумент4 страницыeArt-Performance Analysis of Spiral Tube Heat ExchangerMoly69xОценок пока нет
- Troubleshooting A Plate Heat Exchanger - CPE Systems IncДокумент7 страницTroubleshooting A Plate Heat Exchanger - CPE Systems Incrajmohan_kОценок пока нет
- Steam Trap Sizing Best Practice PDFДокумент5 страницSteam Trap Sizing Best Practice PDFthawdarОценок пока нет
- Best Practices - No.29 Steam TracingДокумент4 страницыBest Practices - No.29 Steam Tracingpedromarques10Оценок пока нет
- CONDUCTION VS JACKETINGДокумент5 страницCONDUCTION VS JACKETINGDavid FonsecaОценок пока нет
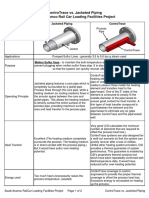
- ControTrace vs Jacketed Piping for Molten Sulfur LinesДокумент2 страницыControTrace vs Jacketed Piping for Molten Sulfur LinesYoung-seok Hwang100% (1)
- Baxi Solo 2 40rs Gcno.41-077-77Документ42 страницыBaxi Solo 2 40rs Gcno.41-077-77sjallandОценок пока нет
- Installation in Process Systems: 6.1. Design Considerations With Respect To Other System ComponentsДокумент8 страницInstallation in Process Systems: 6.1. Design Considerations With Respect To Other System ComponentsJosé LuísОценок пока нет
- Heating pump sizing guideДокумент161 страницаHeating pump sizing guideAminu IbrahimОценок пока нет
- Best Practices For Steam Control Valve InstallationДокумент4 страницыBest Practices For Steam Control Valve InstallationBen MusimaneОценок пока нет
- Anchor Bolt SizeДокумент1 страницаAnchor Bolt SizeaimangamalОценок пока нет
- Long Weld Neck FlangesДокумент8 страницLong Weld Neck FlangesaimangamalОценок пока нет
- 1SD0PДокумент1 страница1SD0PaimangamalОценок пока нет
- Wade Bartlett's Errata Sheet For John H. Bickford's Introduction To The Design and Behavior of Bolted Joints, 4 EditionДокумент5 страницWade Bartlett's Errata Sheet For John H. Bickford's Introduction To The Design and Behavior of Bolted Joints, 4 EditionaimangamalОценок пока нет
- Guide To Design Criteria For Bolts and Riveted JointsДокумент352 страницыGuide To Design Criteria For Bolts and Riveted JointsHomero Silva96% (24)
- 2715 Top BracingДокумент41 страница2715 Top BracingValentin-Madalin Voica100% (2)
- The Ultimate Guide To Waterproofing SolutionsДокумент9 страницThe Ultimate Guide To Waterproofing SolutionsNippon Paint Total Coating and Construction SolutionsОценок пока нет
- S He E G B: 4.5 Water Hammer Phenomenon in PipelinesДокумент9 страницS He E G B: 4.5 Water Hammer Phenomenon in PipelinesWalter Velásquez100% (1)
- Piping Layout - Piping Guide - 1Документ10 страницPiping Layout - Piping Guide - 1s_baishya100% (1)
- Sika Solutions For Waste Water Treatment Plants - Low PDFДокумент48 страницSika Solutions For Waste Water Treatment Plants - Low PDFsaber66Оценок пока нет
- GEZE Installation Instructions en 742566Документ120 страницGEZE Installation Instructions en 742566PiotrОценок пока нет
- CONTRACT OF SERVICEДокумент4 страницыCONTRACT OF SERVICER13 PENRO Surigao Del NorteОценок пока нет
- 13 1611Документ8 страниц13 1611teguh andriantoОценок пока нет
- Hydraulic Calculation For Fire PumpДокумент9 страницHydraulic Calculation For Fire PumpShaifful NizamОценок пока нет
- Breuer - Sun & Shadow (Inglés) PDFДокумент18 страницBreuer - Sun & Shadow (Inglés) PDFccorrea74100% (1)
- AlamilloДокумент21 страницаAlamilloAbishaTeslinОценок пока нет
- Aironix Hidden Linear Slot DiffusersДокумент9 страницAironix Hidden Linear Slot DiffusersNayif MuhammedОценок пока нет
- Vectus PPRC Pipes and FittingsДокумент13 страницVectus PPRC Pipes and FittingsVeera CompressorОценок пока нет
- Abraham MitikuДокумент58 страницAbraham MitikubeleteОценок пока нет
- PNSMV024Документ36 страницPNSMV024Philippe AlexandreОценок пока нет
- Hex Head Bolt Din 933: Aa Az MXL Weight Kg/PieceДокумент11 страницHex Head Bolt Din 933: Aa Az MXL Weight Kg/PieceszystОценок пока нет
- Boq FormatДокумент9 страницBoq FormatRoshan KaluarachchiОценок пока нет
- Design of FRC Tunnel Segments Considering The Ductility Requirements of The Model Code 2010Документ23 страницыDesign of FRC Tunnel Segments Considering The Ductility Requirements of The Model Code 2010Freddie KooОценок пока нет
- Bored Pile - FS 2.0 PDFДокумент2 страницыBored Pile - FS 2.0 PDFDương TrầnОценок пока нет
- Bachelor of Engineering in Civil EngineeringДокумент19 страницBachelor of Engineering in Civil EngineeringMritunjay kumarОценок пока нет
- Valve List For Filter Skid Ref. No. Mak-3010/3020/3030/3040Документ1 страницаValve List For Filter Skid Ref. No. Mak-3010/3020/3030/3040Akhil JoseОценок пока нет
- Site Mobilization Plan Riyadh (SEVEN) Rev 01Документ26 страницSite Mobilization Plan Riyadh (SEVEN) Rev 01RABIE EL MAGHWRY ABDELKHALEK ELGHAMRYОценок пока нет
- House - Contract AgreementДокумент5 страницHouse - Contract Agreementshashikiran divateОценок пока нет
- KREBS Technequip Knife Gate Valves BrochureДокумент9 страницKREBS Technequip Knife Gate Valves BrochureneshaОценок пока нет
- Steel Pile Application For MaritimeДокумент57 страницSteel Pile Application For MaritimenguyenvanduyetОценок пока нет
- UtoДокумент3 страницыUtoChou NguyenОценок пока нет
- Sakuragawa - U Series - High Head PumpДокумент2 страницыSakuragawa - U Series - High Head PumpDave WallaceОценок пока нет
- ASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-15-17Документ3 страницыASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-15-17Andres SilveyraОценок пока нет
- 106 - Sika Waterproofing MortarДокумент2 страницы106 - Sika Waterproofing MortarZack de la RezaОценок пока нет
- Lecture Note About Project Life CycleДокумент4 страницыLecture Note About Project Life CycleSaid Abdi MohamudОценок пока нет