Вам также может понравиться
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- API Vs Non-API PumpsДокумент4 страницыAPI Vs Non-API Pumpssyedahmedmasood100% (4)
- API Vs ANSI PumpsДокумент6 страницAPI Vs ANSI PumpsRS100% (2)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesОт EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesРейтинг: 5 из 5 звезд5/5 (1)
- Mechanical Seal Course PDHДокумент40 страницMechanical Seal Course PDHnatee8632100% (1)
- Pump Engineer August 2015 Technical Article Flowserve PDFДокумент4 страницыPump Engineer August 2015 Technical Article Flowserve PDFToan NguyenОценок пока нет
- Centrifugal PumpsДокумент33 страницыCentrifugal PumpsArun Babu100% (2)
- RUHRPUMPEN Pump - VTP - B - EN PDFДокумент8 страницRUHRPUMPEN Pump - VTP - B - EN PDFhenryОценок пока нет
- What's New in API 610 11th EditionДокумент4 страницыWhat's New in API 610 11th Editionshyam_anupОценок пока нет
- Centrifugal Pump Axial ThrustДокумент4 страницыCentrifugal Pump Axial Thrustfawmer61100% (1)
- API Chembroch JonhcraneДокумент8 страницAPI Chembroch JonhcraneEduardo PitaОценок пока нет
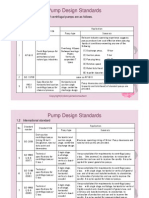
- Pump Standards ComparisonДокумент4 страницыPump Standards ComparisonAnish Dani50% (2)
- Pit Ot Tube Pump TechnologyДокумент12 страницPit Ot Tube Pump TechnologymariasofiarossiОценок пока нет
- The Magic of Magnetic Drive Pumps - July03!13!15Документ3 страницыThe Magic of Magnetic Drive Pumps - July03!13!15ho-faОценок пока нет
- API Piping - Plan - Pocket - Flowserve PDFДокумент66 страницAPI Piping - Plan - Pocket - Flowserve PDFYuvaraj NithyanandamОценок пока нет
- Hermetic Pumpen Canned Motor Pumps Catalogue For Model CN - CNF - CNKДокумент16 страницHermetic Pumpen Canned Motor Pumps Catalogue For Model CN - CNF - CNKADITYA_PATHAKОценок пока нет
- Pumping System Design For Petroleum Industry PDFДокумент78 страницPumping System Design For Petroleum Industry PDFChetan ChavanОценок пока нет
- CraneEngineering - Centrifugal Pumps HandbookДокумент24 страницыCraneEngineering - Centrifugal Pumps Handbookjosegabrielrosas100% (1)
- Pump TrainingДокумент15 страницPump TrainingdalayeliОценок пока нет
- Api 617 CameronДокумент31 страницаApi 617 CameronMachineryengОценок пока нет
- Positive Displacement PumpsДокумент1 страницаPositive Displacement PumpsAnonymous 1zdRSWskhg100% (1)
- Goulds Egpm9 CD - FinalДокумент1 249 страницGoulds Egpm9 CD - Finalalejandrogrande100% (8)
- 27 Ways To Kill Your PD PumpДокумент12 страниц27 Ways To Kill Your PD PumpArsalan QadirОценок пока нет
- Effects of Liquid ViscosityДокумент44 страницыEffects of Liquid ViscosityVicky GautamОценок пока нет
- SIHI Side Channel PumpsДокумент7 страницSIHI Side Channel PumpsChristian VargasОценок пока нет
- Ansi-Hi 9 6 3-1997 Centrifugal and Vertical PumpsДокумент15 страницAnsi-Hi 9 6 3-1997 Centrifugal and Vertical Pumpssalgora100% (1)
- NPSH Pump OperatingДокумент4 страницыNPSH Pump OperatingJanneth Herrera FloresОценок пока нет
- Pump & System - April 2015Документ124 страницыPump & System - April 2015anjangandak2932Оценок пока нет
- Abnormal Vertical Pump Suction Recirculation Problems Due To Pump-System InteractionДокумент30 страницAbnormal Vertical Pump Suction Recirculation Problems Due To Pump-System InteractionYong-soo Kwon100% (1)
- OHH OHHL E00697 (Pump Zulzer)Документ6 страницOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojОценок пока нет
- API Pump TheoryДокумент31 страницаAPI Pump TheoryFidezuri Yemen80% (5)
- A Study On Failure of Mechanical PumpДокумент34 страницыA Study On Failure of Mechanical PumpAzif Ali MoothantevileyilОценок пока нет
- Mechanical Seal Plan - Pocket Guide (John Crane)Документ62 страницыMechanical Seal Plan - Pocket Guide (John Crane)Tarun Chandra100% (5)
- Double Mechanical Seal For PumpsДокумент7 страницDouble Mechanical Seal For PumpsNikeshОценок пока нет
- Pip Resp73h-97 (1991)Документ31 страницаPip Resp73h-97 (1991)Darren KamОценок пока нет
- Mechanical SealsДокумент3 страницыMechanical Sealsapi-3848429100% (2)
- API682 PresentationДокумент54 страницыAPI682 Presentationdesaipt200392400% (1)
- 3620 10th Lores 2Документ8 страниц3620 10th Lores 2Dinh Quang NhamОценок пока нет
- Golden Gear Pump 102 Lesson 1Документ13 страницGolden Gear Pump 102 Lesson 1simonОценок пока нет
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreОт EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreОценок пока нет
- Ansi Api?: Which Process Pump Is Right For Your Application?Документ6 страницAnsi Api?: Which Process Pump Is Right For Your Application?Anonymous u2FhhHVpmОценок пока нет
- The ANSI PumpДокумент4 страницыThe ANSI Pumpruhul43Оценок пока нет
- API Vs Non APIДокумент5 страницAPI Vs Non APIaqhammamОценок пока нет
- Ansi Vs API PumpsДокумент4 страницыAnsi Vs API PumpsarcanicrahulОценок пока нет
- Centrifugal PumpДокумент13 страницCentrifugal PumpRicardo SanzanaОценок пока нет
- Pump Piping Layout PDFДокумент58 страницPump Piping Layout PDFSkr9143 Shiv100% (1)
- Pump Operating RangeДокумент2 страницыPump Operating RangeNikesh100% (1)
- Axial Flow PumpsДокумент3 страницыAxial Flow PumpsahadОценок пока нет
- Understanding Pump Curves #5 - Minimum Flow - Part One - Pump Industry MagazineДокумент6 страницUnderstanding Pump Curves #5 - Minimum Flow - Part One - Pump Industry MagazineAntonio SanchezОценок пока нет
- API Vs Ansi PumpsДокумент6 страницAPI Vs Ansi PumpsMarcos Martínez SánchezОценок пока нет
- How The Quest For Better Pumps Came To (Almost) Nothing - Part 1 - Reliabilityweb - A Culture of ReliabilityДокумент7 страницHow The Quest For Better Pumps Came To (Almost) Nothing - Part 1 - Reliabilityweb - A Culture of Reliabilityatorresh090675Оценок пока нет
- Comparación Entre Bombas API y ASMEДокумент2 страницыComparación Entre Bombas API y ASMEFranklin Santiago Suclla Podesta100% (1)
- Tips For Layout1Документ3 страницыTips For Layout1amitrai86Оценок пока нет
- Pump Zone ArticleДокумент13 страницPump Zone Articlesameerc12Оценок пока нет
- Optimizing Pumping Systems P-IДокумент4 страницыOptimizing Pumping Systems P-Imatrix69Оценок пока нет
- 006 API610 PumpsДокумент110 страниц006 API610 Pumpskaveh fadaeiОценок пока нет
- Tib 23 Stationary Fire Pumps Peerless PumpДокумент6 страницTib 23 Stationary Fire Pumps Peerless PumphanloveОценок пока нет
- Pump Piping ManualДокумент16 страницPump Piping ManualJOBIN YOHANNAN100% (1)
- AdtДокумент2 страницыAdtEddy LinОценок пока нет
- H 250/M9 H 250/M7: Installation and Operating InstructionsДокумент68 страницH 250/M9 H 250/M7: Installation and Operating InstructionsPadam tanker Singh funny videosОценок пока нет
- X Braced Frame Analysis Using Finite Element Method: Input Data & SummaryДокумент259 страницX Braced Frame Analysis Using Finite Element Method: Input Data & SummaryFranklyn GenoveОценок пока нет
- Sinumerik 840dДокумент2 страницыSinumerik 840dmubs73Оценок пока нет
- Rethinking Barometric LegsДокумент25 страницRethinking Barometric LegsLeomar Pcheco100% (1)
- P011-0004, Symbols & General NotesДокумент1 страницаP011-0004, Symbols & General NotesMubashir fareedОценок пока нет
- Senarai Harga Barang Ganti Proton Waja IIДокумент6 страницSenarai Harga Barang Ganti Proton Waja IIzul kiflieОценок пока нет
- Catalogo Equipos de Camiones 1Документ124 страницыCatalogo Equipos de Camiones 1Guillermo GutierrezОценок пока нет
- Design of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateДокумент7 страницDesign of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateneelОценок пока нет
- Valve List TemplateДокумент10 страницValve List Templateeke230% (1)
- Chemical CompositionДокумент6 страницChemical CompositionAkbar DarmawansyahОценок пока нет
- Brake SystemДокумент200 страницBrake SystemLacatusu MirceaОценок пока нет
- Sl20 Cg20 Parts Manual Ph7 Opl Pn-450222 (Rev-2) 042803Документ29 страницSl20 Cg20 Parts Manual Ph7 Opl Pn-450222 (Rev-2) 042803naokito AkemiОценок пока нет
- Stress Concentration ReportДокумент22 страницыStress Concentration Reporthossam gamalОценок пока нет
- Design, Construction and Testing of A Poultry Feed Pellet MachineДокумент6 страницDesign, Construction and Testing of A Poultry Feed Pellet MachineNascimento AlvesОценок пока нет
- CAT Engine Specifications 2.0% O Rating: G3304 Gas Petroleum EngineДокумент4 страницыCAT Engine Specifications 2.0% O Rating: G3304 Gas Petroleum EngineDiogo Purizaca PeñaОценок пока нет
- Stirling Engine ApplicationsДокумент20 страницStirling Engine ApplicationsChaitanya Raghav SharmaОценок пока нет
- Ball Valve DurcoДокумент48 страницBall Valve DurcoAlex VarHerОценок пока нет
- CF250 CF250 A: Owner S ManualДокумент119 страницCF250 CF250 A: Owner S Manualjoan sebastianОценок пока нет
- A-30 Magnetic Base Drilling Machine OEM ManualДокумент1 страницаA-30 Magnetic Base Drilling Machine OEM ManualD Ian RobinsonОценок пока нет
- Fundamentals of Water System Design - SIДокумент281 страницаFundamentals of Water System Design - SItran duy100% (2)
- Executive SummaryДокумент11 страницExecutive SummaryNitish Kumar SinghОценок пока нет
- Project: Engineering, Procurement & Construction For Upgrade Uthmaniyah-Abqaiq Pipelines Systems Bi# 10-01196 CONTRACT# 6600049184Документ14 страницProject: Engineering, Procurement & Construction For Upgrade Uthmaniyah-Abqaiq Pipelines Systems Bi# 10-01196 CONTRACT# 6600049184Mohamed Wasim ShaikhОценок пока нет
- Pages From Two - Stage - Booster PDFДокумент16 страницPages From Two - Stage - Booster PDFVRV.RELATORIO.AVARIA RELATORIO.AVARIA100% (1)
- Bss2 Practical EscalatorДокумент7 страницBss2 Practical EscalatorJanet100% (1)
- A Technique To Determine Lift and Drag Polars in FlightДокумент7 страницA Technique To Determine Lift and Drag Polars in Flightmykingboody2156Оценок пока нет
- Shut-Down Maintenance and Pending Job List: (For Raw Mil Section-Month: April-2017)Документ5 страницShut-Down Maintenance and Pending Job List: (For Raw Mil Section-Month: April-2017)vinodsnОценок пока нет
- CH7 1Документ25 страницCH7 1Nikola TrnavacОценок пока нет
- Parkercatalog MotorsMasterДокумент39 страницParkercatalog MotorsMasterAgus YulfizarОценок пока нет