Вам также может понравиться
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsДокумент12 страниц02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- PED 5 Heat ExchangersДокумент74 страницыPED 5 Heat ExchangersoperationmanagerОценок пока нет
- Seawater Flue Gas DesulphurisationДокумент2 страницыSeawater Flue Gas DesulphurisationNestramiОценок пока нет
- P-91 Power Piping and Pressure VesselsДокумент10 страницP-91 Power Piping and Pressure VesselsOliver ArauzОценок пока нет
- Reformer Furnace 02Документ8 страницReformer Furnace 02Cesar Armando LanzОценок пока нет
- Flue Gas DesulphurizationДокумент12 страницFlue Gas DesulphurizationFernanda Garrido SotoОценок пока нет
- Sulfuric Acid Dew Point Corrosion in Waste Heat Boiler Tube For Coppe PDFДокумент8 страницSulfuric Acid Dew Point Corrosion in Waste Heat Boiler Tube For Coppe PDFFaiz AgungОценок пока нет
- 2.5 Vol-I, Part-Ii, SCC PDFДокумент63 страницы2.5 Vol-I, Part-Ii, SCC PDFKoushik DeyОценок пока нет
- High Emissivity CoatingДокумент12 страницHigh Emissivity CoatingĐoàn TrangОценок пока нет
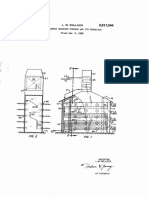
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Документ6 страницDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaОценок пока нет
- Six-Causes-Of-Heat-Exchanger-Tube FailureДокумент7 страницSix-Causes-Of-Heat-Exchanger-Tube Failuresaverr100% (1)
- Topsoe High Flux Steam ReformДокумент6 страницTopsoe High Flux Steam ReformAnissa Nurul BadriyahОценок пока нет
- Welding of Ferritic Creep-Resistant SteelsДокумент3 страницыWelding of Ferritic Creep-Resistant Steelssn200709Оценок пока нет
- Selecting Tubing Materials For Power Generation Heat ExchangersДокумент20 страницSelecting Tubing Materials For Power Generation Heat ExchangersPing Apiwat100% (1)
- 12c-Inspection Refractory UOPДокумент7 страниц12c-Inspection Refractory UOPFranco Angelo RegenciaОценок пока нет
- Instrumentation For Fired Heaters IP 15-1-1: ScopeДокумент14 страницInstrumentation For Fired Heaters IP 15-1-1: ScopeLuis Alonso Aguirre LopezОценок пока нет
- Predicting EmissivitiesДокумент4 страницыPredicting EmissivitiesFranny CasasolaОценок пока нет
- IncinerationДокумент40 страницIncinerationrivrsideОценок пока нет
- HRSG Final InspectionДокумент8 страницHRSG Final Inspectionmkarahan100% (1)
- Advances in Thermal Spray TechnologyДокумент3 страницыAdvances in Thermal Spray Technologyinterpon07Оценок пока нет
- What Is Carry Over and Carry Under at The Boiler DrumДокумент12 страницWhat Is Carry Over and Carry Under at The Boiler Drumabdulyunus_amirОценок пока нет
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFДокумент4 страницыPretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiОценок пока нет
- REFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0Документ8 страницREFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0David PierreОценок пока нет
- Dai SeminarДокумент36 страницDai SeminardocrafiОценок пока нет
- 06-Klitzke Sidwell Jensen Presentation Part 123Документ89 страниц06-Klitzke Sidwell Jensen Presentation Part 123Nguyễn Thanh TùngОценок пока нет
- Sulphuric AcidДокумент2 страницыSulphuric Acidapi-239546340Оценок пока нет
- Feed Water Pipe FailureДокумент9 страницFeed Water Pipe Failuredafteri11Оценок пока нет
- Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesДокумент21 страницаFailure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesOwais MalikОценок пока нет
- 17 - Residue Upgradation 1Документ22 страницы17 - Residue Upgradation 1SHREEОценок пока нет
- Reformer TubesДокумент3 страницыReformer TubesTarun ChandraОценок пока нет
- 1584Документ6 страниц1584malsttarОценок пока нет
- P103e Gas Scrubbing PlantsДокумент12 страницP103e Gas Scrubbing PlantsAswad Ali100% (1)
- Controlling Flow Accelerated Corrosion PDFДокумент36 страницControlling Flow Accelerated Corrosion PDFzerocool86Оценок пока нет
- HT Heat ExchangerДокумент17 страницHT Heat Exchangerpatel jatinОценок пока нет
- Technological Challenges in Manufacturing of Heavy Reactors Using New Generation 2.25Cr-1Mo-0.25V SteelДокумент10 страницTechnological Challenges in Manufacturing of Heavy Reactors Using New Generation 2.25Cr-1Mo-0.25V Steelgovimano100% (1)
- FW Utility Boiler PDFДокумент12 страницFW Utility Boiler PDFChandan AulakhОценок пока нет
- Waste Heat Boiler Part 1Документ56 страницWaste Heat Boiler Part 1mulldoctor1100% (2)
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantДокумент18 страницPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Оценок пока нет
- Explosion of Methanol DistillationДокумент12 страницExplosion of Methanol DistillationSimEnzОценок пока нет
- 13 New MaterialsДокумент92 страницы13 New MaterialsShankar JhaОценок пока нет
- HP40 NBДокумент13 страницHP40 NBTarun ChandraОценок пока нет
- 07 Thermal StressДокумент13 страниц07 Thermal StressSundaravathanan ChellappanОценок пока нет
- Flow Accelerated CorrosionДокумент9 страницFlow Accelerated Corrosioncoolguy12345Оценок пока нет
- SA253MA DetailДокумент16 страницSA253MA Detailksquare2001100% (1)
- Nickel Alloys For Sulfuric Acid ProductionДокумент5 страницNickel Alloys For Sulfuric Acid ProductionHeanjiaAlloysОценок пока нет
- Boiler Heat FluxДокумент8 страницBoiler Heat FluxMubarik Ali100% (1)
- Circulation of BoilerДокумент5 страницCirculation of BoilerMuralikrishna ArigondaОценок пока нет
- 2014 Suphur Mag Article S-354-WasteHeatBoilers PMIДокумент4 страницы2014 Suphur Mag Article S-354-WasteHeatBoilers PMIEjaj SiddiquiОценок пока нет
- Chap 34 PDFДокумент16 страницChap 34 PDFnelson escuderoОценок пока нет
- Flow Accelerated Corrosion FormsДокумент13 страницFlow Accelerated Corrosion FormsRagerishcire KanaalaqОценок пока нет
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988От EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockОценок пока нет
- Steam Reformer HeatersДокумент17 страницSteam Reformer HeatersHassan HaiderОценок пока нет
- Fired Heater Optimization ISA ADДокумент12 страницFired Heater Optimization ISA ADNagaphani Kumar RavuriОценок пока нет
- Boilers, Superheaters and Reheaters - Babcock & Wilcox CompanyДокумент0 страницBoilers, Superheaters and Reheaters - Babcock & Wilcox Companyhozipek0% (1)
- Process Heaters Furnaces and Fired Heaters PDFДокумент12 страницProcess Heaters Furnaces and Fired Heaters PDFHaris Nu'man Aulia100% (1)
- Boiler EfficiencyДокумент2 страницыBoiler EfficiencycyruskuleiОценок пока нет
- Understand Boiler Performance CharacteristicsДокумент5 страницUnderstand Boiler Performance CharacteristicsdeerajksОценок пока нет
- O 040894100Документ7 страницO 040894100IJERDОценок пока нет
- Salim Yilmaz Paper PDFДокумент7 страницSalim Yilmaz Paper PDFSalim YilmazОценок пока нет
- Get More LifeДокумент4 страницыGet More LifeSalim YilmazОценок пока нет
- Salim Yilmaz Paper PDFДокумент7 страницSalim Yilmaz Paper PDFSalim YilmazОценок пока нет
- How To Design Piping For Reboiling SystemsДокумент7 страницHow To Design Piping For Reboiling SystemsSalim YilmazОценок пока нет
- Nptel Lecture Notes 2Документ21 страницаNptel Lecture Notes 2balusappsОценок пока нет
- Wehmer ThesisДокумент64 страницыWehmer ThesisSalim YilmazОценок пока нет
- 2009-03 CleanDieselHydroPTQ MustangДокумент7 страниц2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- A New Approach in Tube Count For Tubular Heat Ex ChangersДокумент5 страницA New Approach in Tube Count For Tubular Heat Ex ChangersSalim YilmazОценок пока нет