Вам также может понравиться
- Otr GoodyearДокумент170 страницOtr GoodyearSaiful AhmadОценок пока нет
- Design and Analysis of Disc Plough For Agricultural IndustryДокумент12 страницDesign and Analysis of Disc Plough For Agricultural Industryሐይማኖቴ ህያዉ ናትОценок пока нет
- Ash and Slag Handling SystemsДокумент3 страницыAsh and Slag Handling Systemsrmm99rmm99Оценок пока нет
- 3QGB Screw PumpДокумент7 страниц3QGB Screw PumpWily WayerОценок пока нет
- A Report On The Winter Internship at Apollo Tyre1Документ17 страницA Report On The Winter Internship at Apollo Tyre1Krishnakumar ErattemparambilОценок пока нет
- PROTEKTOR 600 - Self Propelled High Clearance Boom SprayerДокумент2 страницыPROTEKTOR 600 - Self Propelled High Clearance Boom SprayerKetul ShahОценок пока нет
- P.P. Sack Thesis - EeДокумент55 страницP.P. Sack Thesis - EeAl AminОценок пока нет
- Mechanical Engineering Internship ReportДокумент61 страницаMechanical Engineering Internship ReportIbrahim ErdachewОценок пока нет
- Polyester Fibre ManufacturingДокумент16 страницPolyester Fibre ManufacturinghaishpithadiyaОценок пока нет
- Wollo University internship report on tire curing sectionДокумент10 страницWollo University internship report on tire curing sectionKirubelОценок пока нет
- Hi-Tech Projects: (An Industrial Monthly Magazine On New Project Opportunities and Industrial Technologies)Документ17 страницHi-Tech Projects: (An Industrial Monthly Magazine On New Project Opportunities and Industrial Technologies)Shridhar L MallapurОценок пока нет
- Cement Mill Process ControlДокумент6 страницCement Mill Process ControlZegera MgendiОценок пока нет
- 1000Kg Foldable Engine Crane Crane: Owner'S Manual Product Code: 1001Документ14 страниц1000Kg Foldable Engine Crane Crane: Owner'S Manual Product Code: 1001CARLOS ANDRES CAICEDO PEREZОценок пока нет
- Lab 2 PDFДокумент31 страницаLab 2 PDFThangaGiri Baskaran100% (1)
- Tire Design and Development Application of HyperWorks CapabilitiesДокумент7 страницTire Design and Development Application of HyperWorks Capabilitiesmikael bezerra cotias dos santosОценок пока нет
- Corporate BrochureДокумент5 страницCorporate BrochuremersiumОценок пока нет
- Product Level Planning of Kohat Cement CompanyДокумент19 страницProduct Level Planning of Kohat Cement CompanyQaiser Abbas100% (1)
- Tyre Retreadingppt 1Документ17 страницTyre Retreadingppt 1Avijeet KhaitanОценок пока нет
- MOENCO Logistic and Supply Chain ProjectДокумент12 страницMOENCO Logistic and Supply Chain ProjectBABI KMOMОценок пока нет
- Manufacture of Rubber ProductsДокумент20 страницManufacture of Rubber Productsortizan8Оценок пока нет
- Eli TwistДокумент4 страницыEli TwistparthrajОценок пока нет
- The Process of Making Tire Before RevisiДокумент18 страницThe Process of Making Tire Before RevisizaraluthfiОценок пока нет
- Jowar FlakesДокумент8 страницJowar FlakesAmit JainОценок пока нет
- 2 - Tyre Manufacturing ProcessДокумент11 страниц2 - Tyre Manufacturing ProcessNidhi Jain100% (1)
- Brake System: 3rd Class Automobile Technology Chapter 8Документ11 страницBrake System: 3rd Class Automobile Technology Chapter 8abasОценок пока нет
- 500kg TOILET SOAP PRODUCTION LINE PRICE 2017 11 26Документ17 страниц500kg TOILET SOAP PRODUCTION LINE PRICE 2017 11 26Deivis PardoОценок пока нет
- Industrial Training Presentation NBCДокумент31 страницаIndustrial Training Presentation NBCSuraj Singh Mehta100% (2)
- SKD Tractor Assembly ProcessДокумент3 страницыSKD Tractor Assembly ProcessAreeb AbbasОценок пока нет
- Project Profile On Tyre RetreadingДокумент5 страницProject Profile On Tyre RetreadingBinu Balakrishnan100% (2)
- 2018 AniketДокумент60 страниц2018 Aniketaniket chakiОценок пока нет
- Keshav Enterprise MailДокумент11 страницKeshav Enterprise MailSaurabh GuptaОценок пока нет
- Cement Block Making Machine For SaleДокумент4 страницыCement Block Making Machine For Saleanand_shrivastavОценок пока нет
- Claudius Peters Gypsum Brochure enДокумент12 страницClaudius Peters Gypsum Brochure enIwan TirtaОценок пока нет
- OKS Katalog 84 en 1712 ViewДокумент84 страницыOKS Katalog 84 en 1712 ViewmadhanacdcОценок пока нет
- STD Line: Product DescriptionДокумент16 страницSTD Line: Product DescriptionrpmОценок пока нет
- R SeriesComperision PDFДокумент1 страницаR SeriesComperision PDFSarojini VeeraraghavanОценок пока нет
- Project Profile On Metal CastingДокумент11 страницProject Profile On Metal Castingchaggan AggarwalОценок пока нет
- Information Service: Cylinder Reconditioning On Aluminium Cylinder BlocksДокумент0 страницInformation Service: Cylinder Reconditioning On Aluminium Cylinder BlocksMoaed KanbarОценок пока нет
- FIBC Performance StandardsДокумент4 страницыFIBC Performance StandardsEd Jo100% (1)
- Split Plummer Block Housings SNV: Tougher, Smarter & EfficientДокумент16 страницSplit Plummer Block Housings SNV: Tougher, Smarter & EfficientEnker enkerОценок пока нет
- Types of Packaging Machines and There FunctionsДокумент5 страницTypes of Packaging Machines and There Functionsbottlingplant indiaОценок пока нет
- CPP (Cast Polypropylene)Документ22 страницыCPP (Cast Polypropylene)donisback2010Оценок пока нет
- Tyres SpecificationsДокумент2 страницыTyres Specificationskhot2000Оценок пока нет
- Production of Conveyor BeltsДокумент2 страницыProduction of Conveyor Beltssuraia100% (1)
- Public Bus Business Model Canvas Testing MethodsДокумент11 страницPublic Bus Business Model Canvas Testing MethodsRaniag PwdОценок пока нет
- Design ProjectДокумент66 страницDesign ProjectAmanuel100% (1)
- CentrifugeДокумент2 страницыCentrifugerachma tiaОценок пока нет
- Heavy Duty Construction Equipment GuideДокумент84 страницыHeavy Duty Construction Equipment GuideBîñïåm ËñdàlåmàwОценок пока нет
- Tyre Flap Specification AS35083SEP2016Документ5 страницTyre Flap Specification AS35083SEP2016Purchase and Stores Officer Contract Cell-IIОценок пока нет
- Exit Exam Model For Mechanical Engineering Department, Mattu UniversityДокумент33 страницыExit Exam Model For Mechanical Engineering Department, Mattu Universityxyonie100% (1)
- Pneumatic Tyres: CMR Engineering CollegeДокумент17 страницPneumatic Tyres: CMR Engineering CollegeHemanth Rama Krishna YernagulaОценок пока нет
- HM 35-300 enДокумент24 страницыHM 35-300 enairshow19Оценок пока нет
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFДокумент9 страницFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresОценок пока нет
- Bearing Failure Modes GuideДокумент4 страницыBearing Failure Modes Guideaaa2175Оценок пока нет
- A Project Study Report On Training UndertakenДокумент14 страницA Project Study Report On Training Undertakengt04Оценок пока нет
- ProfilДокумент18 страницProfilAnonymous 6EW2MsFbkОценок пока нет
- Extrusion Equipment: Tire and Rubber IndustryДокумент36 страницExtrusion Equipment: Tire and Rubber Industrythiagorep17Оценок пока нет
- 4e HydraulischePressenДокумент28 страниц4e HydraulischePressenTirtheshwar Singh100% (1)
- Sai Extrumech Alias Sai EngineeringДокумент18 страницSai Extrumech Alias Sai EngineeringsaiextrumechОценок пока нет
- Role of Rheology in ExtrusionДокумент25 страницRole of Rheology in Extrusionmshussein2009Оценок пока нет
- Osd (Mis)Документ19 страницOsd (Mis)birju84286Оценок пока нет
- ReportДокумент4 страницыReportbirju84286Оценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Lecture Material Six Sigma ImpДокумент12 страницLecture Material Six Sigma ImpBlake AdamsОценок пока нет
- Petrel ShaleДокумент4 страницыPetrel ShaleAnderson Portilla BenavidesОценок пока нет
- How to Make a Bootable Windows 7 USB DriveДокумент8 страницHow to Make a Bootable Windows 7 USB DriveBG GopalОценок пока нет
- Three-Phase Electric Power - Wikipedia, The Free EncyclopediaДокумент12 страницThree-Phase Electric Power - Wikipedia, The Free EncyclopediaMohamed RafihОценок пока нет
- Ahmad RaqibДокумент3 страницыAhmad RaqibMohamad IkhwanОценок пока нет
- SV-Is5 User Manual - 100224Документ205 страницSV-Is5 User Manual - 100224Kỹ Sư Tđh100% (1)
- 0A BusbarprotectionДокумент44 страницы0A Busbarprotectionabu sayedОценок пока нет
- Rayos X Odont Cranex - S - M PDFДокумент206 страницRayos X Odont Cranex - S - M PDFDaniel Parada VanegasОценок пока нет
- Apc7900 PDFДокумент186 страницApc7900 PDFhalasz_evaОценок пока нет
- Ooad4 5Документ91 страницаOoad4 5B happyОценок пока нет
- TMEIC Crane Control IndustryДокумент32 страницыTMEIC Crane Control IndustryBoy AlfredoОценок пока нет
- D ch07Документ50 страницD ch07mullai03Оценок пока нет
- Erp KPL Jul16Документ192 страницыErp KPL Jul16sriiyer85Оценок пока нет
- Axon ResumeДокумент2 страницыAxon Resumeapi-650278911Оценок пока нет
- mtp855Документ4 страницыmtp855Alondra GallegosОценок пока нет
- Central Finance enables real-time financial view across systemsДокумент3 страницыCentral Finance enables real-time financial view across systemsJyotiraditya BanerjeeОценок пока нет
- Modelling and Simulation PV Station VRTДокумент4 страницыModelling and Simulation PV Station VRTDaniel ManjarresОценок пока нет
- Hirakud-Odisha: S.No Equipment Specification Qty (Nos) SpecificationДокумент2 страницыHirakud-Odisha: S.No Equipment Specification Qty (Nos) SpecificationHytech Pvt. Ltd.Оценок пока нет
- HCIA Routing&Switching: Huawei H12-211 Dumps Available Here atДокумент4 страницыHCIA Routing&Switching: Huawei H12-211 Dumps Available Here atlandry kouadioОценок пока нет
- Thesis Power System SecurityДокумент8 страницThesis Power System Securitytsfublhld100% (2)
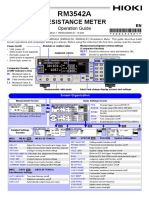
- Resistance Meter: Operation GuideДокумент2 страницыResistance Meter: Operation GuideEko SutjiptoОценок пока нет
- Conventional Software Testing Using White Box Method: KINETIK, Vol. 3, No. 1, February 2018, Pp. 65-72Документ8 страницConventional Software Testing Using White Box Method: KINETIK, Vol. 3, No. 1, February 2018, Pp. 65-72Achmad YuszrilОценок пока нет
- Ti Sns50-Hba0-S01 1034097Документ8 страницTi Sns50-Hba0-S01 1034097zaleksОценок пока нет
- JS - Solar Energy - 1Документ15 страницJS - Solar Energy - 1Venkat GamingОценок пока нет
- YYA-M-RFQ-1116 RFQ For Fire Water Pump Rev.0Документ43 страницыYYA-M-RFQ-1116 RFQ For Fire Water Pump Rev.0Aditya Pranoto100% (2)
- The Unified Kill ChainДокумент19 страницThe Unified Kill ChainManuОценок пока нет
- Multi-Function Steering Wheel: Wiring DiagramДокумент6 страницMulti-Function Steering Wheel: Wiring DiagramHaji RashidОценок пока нет
- C GraphicsДокумент31 страницаC GraphicsArnav DasОценок пока нет
- TLE Grade 10Документ13 страницTLE Grade 10Althea Bonggal100% (1)
- Syngistix 2.2 For ICP MS Software GuideДокумент411 страницSyngistix 2.2 For ICP MS Software GuideSaswataОценок пока нет