Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Voice and Accent Training MaterialДокумент30 страницVoice and Accent Training MaterialAnwar GaffОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Marine Internal Combustion Diesel Egine I-SbrДокумент232 страницыMarine Internal Combustion Diesel Egine I-SbrRENGANATHAN P100% (1)
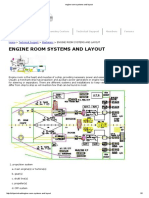
- Engine Room Systems and Layout PDFДокумент3 страницыEngine Room Systems and Layout PDFRENGANATHAN P33% (3)
- Welder Qualification (ALL CODES)Документ3 страницыWelder Qualification (ALL CODES)narutothunderjet216Оценок пока нет
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Документ36 страниц'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Vinoth KannanОценок пока нет
- A340 SRM Ata 51-43Документ674 страницыA340 SRM Ata 51-43L1049A100% (6)
- Objective Questions - Bolted and Welded ConnectionsДокумент8 страницObjective Questions - Bolted and Welded ConnectionsVarun ShastryОценок пока нет
- 23 AuxiliaryMarineMachinery 000 PDFДокумент55 страниц23 AuxiliaryMarineMachinery 000 PDFLionel Richi100% (1)
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 2.6 ExerciseДокумент1 страницаCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 2.6 ExerciseElwathig BakhietОценок пока нет
- SWOT Analysis of AmulДокумент7 страницSWOT Analysis of AmulRENGANATHAN PОценок пока нет
- The Caliphate FilesДокумент7 страницThe Caliphate FilesRENGANATHAN PОценок пока нет
- 6b Engine Rooms and Machinery Space Intertanko K Koo PDFДокумент4 страницы6b Engine Rooms and Machinery Space Intertanko K Koo PDFRENGANATHAN PОценок пока нет
- Engine Room Arrangement PDFДокумент1 страницаEngine Room Arrangement PDFRENGANATHAN PОценок пока нет
- The Mahabharata of 2019Документ7 страницThe Mahabharata of 2019RENGANATHAN PОценок пока нет
- What Hindus Must Do Series 3 Whmd-IiiДокумент5 страницWhat Hindus Must Do Series 3 Whmd-IiiNaliniОценок пока нет
- Fire-Fighting Guidance Notes - E-Feb15Документ161 страницаFire-Fighting Guidance Notes - E-Feb15Moe LattОценок пока нет
- Machinery EquipmentДокумент2 страницыMachinery EquipmentFrano BokoОценок пока нет
- ARM Microprocessor PracticeДокумент1 страницаARM Microprocessor PracticeRENGANATHAN PОценок пока нет
- Academic Brochure 2016-17 PDFДокумент52 страницыAcademic Brochure 2016-17 PDFRENGANATHAN P0% (1)
- Chanakya's Management Lessons From Ancient India - Sanskriti - Indian CultureДокумент4 страницыChanakya's Management Lessons From Ancient India - Sanskriti - Indian CultureRENGANATHAN PОценок пока нет
- Physics - I PDFДокумент179 страницPhysics - I PDFRENGANATHAN PОценок пока нет
- Optimum Nutrition For Vigour and Vitality: Your Food Shall Be Your Medicine. - HippocratesДокумент22 страницыOptimum Nutrition For Vigour and Vitality: Your Food Shall Be Your Medicine. - HippocratesRENGANATHAN PОценок пока нет
- Cet June 2016 Results Ug 8jun16 PDFДокумент436 страницCet June 2016 Results Ug 8jun16 PDFRENGANATHAN PОценок пока нет
- What Hindus Must Do Series 2 WHMD IIДокумент22 страницыWhat Hindus Must Do Series 2 WHMD IIRENGANATHAN PОценок пока нет
- Basel III For Global Banks: Third Time's The Charm?Документ9 страницBasel III For Global Banks: Third Time's The Charm?RENGANATHAN PОценок пока нет
- What Hindus Must DoДокумент9 страницWhat Hindus Must DoNaliniОценок пока нет
- Basel III-AДокумент12 страницBasel III-ARENGANATHAN PОценок пока нет
- Intact Stability Code msc-267-85 08Документ94 страницыIntact Stability Code msc-267-85 08sugram100% (1)
- Kerala Government Holidays 2014Документ5 страницKerala Government Holidays 2014RENGANATHAN PОценок пока нет
- Lesson 1 - Master MindДокумент0 страницLesson 1 - Master MindRENGANATHAN P100% (1)
- Chip Formation and Tool LifeДокумент37 страницChip Formation and Tool LifeSquakx BescilОценок пока нет
- Draft Regulations On Tech and Prof EduДокумент28 страницDraft Regulations On Tech and Prof EduRENGANATHAN PОценок пока нет
- BASEL2Документ7 страницBASEL2RENGANATHAN PОценок пока нет
- White Paper Shipbuilding - EnglДокумент19 страницWhite Paper Shipbuilding - EnglRENGANATHAN PОценок пока нет
- Basel I Is The Round of Deliberations by Central Bankers From Around TheДокумент2 страницыBasel I Is The Round of Deliberations by Central Bankers From Around TheRENGANATHAN PОценок пока нет
- Lesson 3 - Covered Electrodes For Welding Mild Steels PDFДокумент1 страницаLesson 3 - Covered Electrodes For Welding Mild Steels PDFMelissa MurrayОценок пока нет
- CTS Welder (Pipe) NSQFДокумент33 страницыCTS Welder (Pipe) NSQFzaki amОценок пока нет
- Api 1104 1999-8Документ1 страницаApi 1104 1999-8Rohit KambleОценок пока нет
- Din2632 PN10 PDFДокумент2 страницыDin2632 PN10 PDFPablo TututiОценок пока нет
- HSE KIK Monitoring Hot Work Ceilling Dan OfficeДокумент13 страницHSE KIK Monitoring Hot Work Ceilling Dan Officeandri setiawanОценок пока нет
- DIN-6912-Socket Head Screw Low Head With Pilot Recess Mfa CatalogueДокумент4 страницыDIN-6912-Socket Head Screw Low Head With Pilot Recess Mfa CataloguevinodmysoreОценок пока нет
- BS en 287-6-2010Документ26 страницBS en 287-6-2010CocaCodaОценок пока нет
- GMAW CG With BUDGET PLAN SY. 2021-2022Документ1 страницаGMAW CG With BUDGET PLAN SY. 2021-2022Lyn VallesОценок пока нет
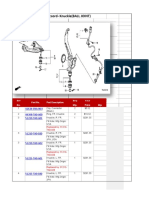
- 2008 Honda Accord-Knuckle (BALL JOINT) : 42524-SNA-003 44348-TA0-A00 51210-TA0-A01Документ2 страницы2008 Honda Accord-Knuckle (BALL JOINT) : 42524-SNA-003 44348-TA0-A00 51210-TA0-A01BrumeОценок пока нет
- Eversendai Offshore RMC Fze: Request For TestingДокумент1 страницаEversendai Offshore RMC Fze: Request For Testingbharani dharanОценок пока нет
- Lock Nut WasherДокумент3 страницыLock Nut WasherParmasamy SubramaniОценок пока нет
- Bolt TableДокумент1 страницаBolt TableErebert C. CaracasОценок пока нет
- Gas Metal Arc WeldingДокумент26 страницGas Metal Arc WeldingnansusanОценок пока нет
- Unit-Ii QBДокумент16 страницUnit-Ii QBAnonymous ZB6qyhD6Оценок пока нет
- Desarme y Despiece Wa17r3Документ8 страницDesarme y Despiece Wa17r3Christian DiazОценок пока нет
- SGP UpdДокумент1 585 страницSGP UpdBaraka MotorОценок пока нет
- BS en 1708-1-2010Документ76 страницBS en 1708-1-2010SERDARОценок пока нет
- Standar Undercut PorosДокумент5 страницStandar Undercut PorosRiska DamayantiОценок пока нет
- Benzi Sigil Ant Is I Membrane Ro 21Документ339 страницBenzi Sigil Ant Is I Membrane Ro 21Viziteu ValentinОценок пока нет
- Assumption College Welding Qualification TranscriptДокумент1 страницаAssumption College Welding Qualification TranscriptVillamor NiezОценок пока нет
- Portland Cement Clinker: The Bogue Calculation: Alite: C Belite: C Aluminate Phase: C Ferrite Phase: CДокумент3 страницыPortland Cement Clinker: The Bogue Calculation: Alite: C Belite: C Aluminate Phase: C Ferrite Phase: Cv1963Оценок пока нет
- Catalogo de Partes Ak 3w200 2014Документ44 страницыCatalogo de Partes Ak 3w200 2014Fredy Giovanny Parra Talero100% (1)
- Visual Weld InspectionДокумент53 страницыVisual Weld InspectionThiru RajaОценок пока нет
- MI L"STD-1595A 26 February 1982 Superseding MIL-STD-1 595 26 July 1977Документ72 страницыMI L"STD-1595A 26 February 1982 Superseding MIL-STD-1 595 26 July 1977Jay MillerОценок пока нет
- Din en 439 Iso 4035Документ5 страницDin en 439 Iso 4035ezequieltoniОценок пока нет