Вам также может понравиться
- PRD Training Manual Rev.0 PDFДокумент63 страницыPRD Training Manual Rev.0 PDFLEOG85Оценок пока нет
- Determining The Empirical Formula of A Compound Lab ReportДокумент7 страницDetermining The Empirical Formula of A Compound Lab ReportSunmi Jin100% (1)
- Lab Practical No 1 Synthesis of Magnesium Oxide 2017Документ9 страницLab Practical No 1 Synthesis of Magnesium Oxide 2017Juan Antonio Limo DulantoОценок пока нет
- Milk of Magnesia FinalДокумент21 страницаMilk of Magnesia FinalKen Laguiab100% (1)
- 2004 Submerged Motor LNG Pumps in Send-Out System Service - S. Rush - Pumps & SystemsДокумент6 страниц2004 Submerged Motor LNG Pumps in Send-Out System Service - S. Rush - Pumps & SystemscsОценок пока нет
- 6.13 Heating System Design Philosophy PDFДокумент17 страниц6.13 Heating System Design Philosophy PDFDonald.KОценок пока нет
- SPEC. FOR ELECTRIC HEATER SYSTEM rg6s911388003 - 001Документ11 страницSPEC. FOR ELECTRIC HEATER SYSTEM rg6s911388003 - 001Muthiah MuruganОценок пока нет
- Double Pipe Heat Exchanger Design - ChE GuideДокумент6 страницDouble Pipe Heat Exchanger Design - ChE GuideNastaran BagheriОценок пока нет
- Plate Heat ExchangerДокумент12 страницPlate Heat ExchangerEngSafwanQadous100% (1)
- CryogenicДокумент23 страницыCryogenicmgskumar100% (1)
- Cryogenic Heatexchanger Unit LNG PlantДокумент6 страницCryogenic Heatexchanger Unit LNG Plantrissa100% (1)
- BPCL CGD Booster Compressor SpecsДокумент82 страницыBPCL CGD Booster Compressor SpecsVMОценок пока нет
- Liquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessДокумент8 страницLiquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessHaru MasaОценок пока нет
- Hazira PlantДокумент7 страницHazira PlantRahul BhandurgeОценок пока нет
- Air Cooler 1Документ23 страницыAir Cooler 1Vipin SreekumarОценок пока нет
- LNG Coil Wound Heat Exchangers Mid Sized LNG PlantsДокумент5 страницLNG Coil Wound Heat Exchangers Mid Sized LNG Plantschemsac2Оценок пока нет
- OrvДокумент8 страницOrviqtorresОценок пока нет
- PSV Sizing2Документ3 страницыPSV Sizing2pavanОценок пока нет
- LNG Operations Manual Final Draft - 010515 - Web PDFДокумент34 страницыLNG Operations Manual Final Draft - 010515 - Web PDFSushilОценок пока нет
- M004 & E004 Basic Safety in Process DesignДокумент66 страницM004 & E004 Basic Safety in Process DesignebsmsartОценок пока нет
- All Heat Exchangers Are Not EqualДокумент5 страницAll Heat Exchangers Are Not EqualGesar GesarОценок пока нет
- LNGДокумент6 страницLNGFahd HatemОценок пока нет
- PP Aaa PP1 147Документ9 страницPP Aaa PP1 147Rabah AmidiОценок пока нет
- PP Aaa PP1 122Документ19 страницPP Aaa PP1 122Rabah AmidiОценок пока нет
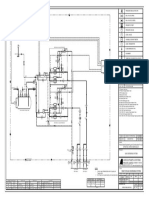
- Varicon Pumps & Systems Private Limited: P&Id For Gas Odorizing SystemДокумент1 страницаVaricon Pumps & Systems Private Limited: P&Id For Gas Odorizing SystemDeva NaiduОценок пока нет
- LNG Vaporizer For LNG Re-Gasifcation TerminalДокумент6 страницLNG Vaporizer For LNG Re-Gasifcation TerminalihllhmОценок пока нет
- Technical Challenges & Design Features LNG TankДокумент8 страницTechnical Challenges & Design Features LNG TankIrhamОценок пока нет
- Mep Multi Effect Plate Evaporator DatasheetДокумент4 страницыMep Multi Effect Plate Evaporator DatasheetKarim Sowley DelgadoОценок пока нет
- Slug Catchers in Natural Gas ProductionДокумент64 страницыSlug Catchers in Natural Gas ProductionjmpandolfiОценок пока нет
- Above Ground Full Containment LNG Storage TankДокумент7 страницAbove Ground Full Containment LNG Storage TankMelvin MagbanuaОценок пока нет
- Datasheet Selenoid ValveДокумент31 страницаDatasheet Selenoid ValveIccank NdutОценок пока нет
- API Data SheetsДокумент7 страницAPI Data SheetsalfruizpОценок пока нет
- In Engi Nstrum Ineerin Ment G NG Spe Genera Ecifica Al AtionДокумент51 страницаIn Engi Nstrum Ineerin Ment G NG Spe Genera Ecifica Al AtionWОценок пока нет
- Liquefaction Process EvaluationДокумент15 страницLiquefaction Process Evaluationapi-3715370100% (1)
- Korf Tutorial PDFДокумент17 страницKorf Tutorial PDFAadi Khan100% (1)
- Air Liquide MRPL Overview and Air Liquide Geismar Utility ServicesДокумент15 страницAir Liquide MRPL Overview and Air Liquide Geismar Utility ServicesPland SpringОценок пока нет
- LNG Technology PortofolioДокумент75 страницLNG Technology PortofolioMoch FaridОценок пока нет
- 052KP 01 New 24" Gas Transmission Pipeline To Alkhalij Power Generation Station Control /ESD and Operating Philosophy 052KP 01 PHL IN 001, Rev.01Документ26 страниц052KP 01 New 24" Gas Transmission Pipeline To Alkhalij Power Generation Station Control /ESD and Operating Philosophy 052KP 01 PHL IN 001, Rev.01Jabel Oil Services Technical DPTОценок пока нет
- Control Valve Data Sheet Form S20 50 PDFДокумент4 страницыControl Valve Data Sheet Form S20 50 PDFPanner2009Оценок пока нет
- SPE-173598-MS A Simplified Approach To Sizing 2 and 3 Phase Separators PDFДокумент21 страницаSPE-173598-MS A Simplified Approach To Sizing 2 and 3 Phase Separators PDFRicardo VargasОценок пока нет
- Watt Density & Heater SelectionДокумент2 страницыWatt Density & Heater Selectionferperez90Оценок пока нет
- Estimate BOR in LNG Type C TankДокумент14 страницEstimate BOR in LNG Type C TankNgoVietCuongОценок пока нет
- CNG Cylinder and LNG Tank Technology: Number 62 April 2012Документ36 страницCNG Cylinder and LNG Tank Technology: Number 62 April 2012mihailspiridonОценок пока нет
- Pressure Relief Valves Transcritical Co2Документ2 страницыPressure Relief Valves Transcritical Co2Edita SzuketiováОценок пока нет
- Open Rack Vaporizer Mass and Energy BalanceДокумент12 страницOpen Rack Vaporizer Mass and Energy BalanceMuhammad Nanda100% (1)
- Datasheet For RTD and ThermowellДокумент1 страницаDatasheet For RTD and ThermowellJeshinОценок пока нет
- Edo-cal-me-gnr-Int-xxx-014-216-244-Rev.a-heating Coil and Suction Heater Calculatin Report For Crude Oil Storage TankДокумент13 страницEdo-cal-me-gnr-Int-xxx-014-216-244-Rev.a-heating Coil and Suction Heater Calculatin Report For Crude Oil Storage TankErol DAĞОценок пока нет
- A03 Hydrocarbon Dew Point Control Rev 07-10Документ2 страницыA03 Hydrocarbon Dew Point Control Rev 07-10Arif MokhtarОценок пока нет
- Filter CalculationДокумент4 страницыFilter CalculationRashmi RanjanОценок пока нет
- Ejector Vapour Recovery UnitДокумент4 страницыEjector Vapour Recovery UnitMuhammad ImranОценок пока нет
- LNG Loading Lines Surge AnalysisДокумент6 страницLNG Loading Lines Surge AnalysisNasrulSyahruddinОценок пока нет
- ENGINEERING DESIGN GUIDELINES Instrumentation Selection Sizing Rev4.3webДокумент20 страницENGINEERING DESIGN GUIDELINES Instrumentation Selection Sizing Rev4.3webantonioherediaОценок пока нет
- Aspen HTFS PDFДокумент4 страницыAspen HTFS PDFQamar AbbasОценок пока нет
- R3 Shell Tube HEДокумент5 страницR3 Shell Tube HEDalber VazquezОценок пока нет
- Liquefication of GasДокумент22 страницыLiquefication of Gaskoushik94Оценок пока нет
- Technip Using CFD and Dynamic Simulation Tools For The Design and Optimization of LNG Plants (2010.1)Документ19 страницTechnip Using CFD and Dynamic Simulation Tools For The Design and Optimization of LNG Plants (2010.1)Yang Gul LeeОценок пока нет
- Natural Gas Processing from Midstream to DownstreamОт EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirОценок пока нет
- Chapter 7 Thermal DesignДокумент28 страницChapter 7 Thermal DesignettypasewangОценок пока нет
- Plate and Frame Heat ExchangersДокумент6 страницPlate and Frame Heat ExchangersAndrés Ramón Linares100% (1)
- Heat Pipe SelectionДокумент6 страницHeat Pipe SelectionSridhar RaoОценок пока нет
- Cooling System of Haenam-Jeju HVDC SystemДокумент6 страницCooling System of Haenam-Jeju HVDC SystemMohit Kumar ChowdaryОценок пока нет
- Microsoft Word - HT LAB MANUAL - Doc 2013-14 PDFДокумент74 страницыMicrosoft Word - HT LAB MANUAL - Doc 2013-14 PDFbhulakshmideviОценок пока нет
- Evaluation and Selection of Heat Exchangers: ControlДокумент11 страницEvaluation and Selection of Heat Exchangers: Controlkinjalpatel12345Оценок пока нет
- 8voorhis PDFДокумент99 страниц8voorhis PDFAmir AmkaОценок пока нет
- Golfing Rate at Amverton Cove (2019)Документ1 страницаGolfing Rate at Amverton Cove (2019)Amir AmkaОценок пока нет
- Gas Pipe Sizing: Information HandoutДокумент2 страницыGas Pipe Sizing: Information HandoutAmir AmkaОценок пока нет
- Two-Days Course On "Optimizing Compressed Air System Energy Efficiency"Документ2 страницыTwo-Days Course On "Optimizing Compressed Air System Energy Efficiency"Amir AmkaОценок пока нет
- D - Internet - Myiemorgmy - Intranet - Assets - Doc - Alldoc - Document - 17198 - Half Day Course of Introduction To Marine EngineeringДокумент2 страницыD - Internet - Myiemorgmy - Intranet - Assets - Doc - Alldoc - Document - 17198 - Half Day Course of Introduction To Marine EngineeringAmir AmkaОценок пока нет
- D - Internet - Myiemorgmy - Intranet - Assets - Doc - Alldoc - Document - 17195 - Visit To Sungai Perting 4MWДокумент1 страницаD - Internet - Myiemorgmy - Intranet - Assets - Doc - Alldoc - Document - 17195 - Visit To Sungai Perting 4MWAmir AmkaОценок пока нет
- D Internet Myiemorgmy Intranet Assets Doc Alldoc Document 17141 270619V PDFДокумент2 страницыD Internet Myiemorgmy Intranet Assets Doc Alldoc Document 17141 270619V PDFAmir AmkaОценок пока нет
- Civil 3d TrainingДокумент77 страницCivil 3d TrainingAmir Amka100% (1)
- Registration Form One-Day Course On Safety Integrity Levels (Sil) Training For Workshop ParticipantsДокумент2 страницыRegistration Form One-Day Course On Safety Integrity Levels (Sil) Training For Workshop ParticipantsAmir AmkaОценок пока нет
- The Institution of Engineers, MalaysiaДокумент1 страницаThe Institution of Engineers, MalaysiaAmir AmkaОценок пока нет
- Product: A Quick Guide To Products For Steam and Related Industrial FluidsДокумент24 страницыProduct: A Quick Guide To Products For Steam and Related Industrial FluidsAmir AmkaОценок пока нет
- ArcGIS For AutoCADДокумент43 страницыArcGIS For AutoCADAmir Amka100% (1)
- ISO Bulletin 90007-D Filtration RecommendationsДокумент4 страницыISO Bulletin 90007-D Filtration RecommendationsAmir AmkaОценок пока нет
- ZuntCatalog Monolithic Insulating JointДокумент10 страницZuntCatalog Monolithic Insulating JointAmir AmkaОценок пока нет
- IsometricDotPap PDFДокумент1 страницаIsometricDotPap PDFAmir AmkaОценок пока нет
- Comparative Studies of Model Reference Adaptive Control SystemsДокумент10 страницComparative Studies of Model Reference Adaptive Control SystemsAmir AmkaОценок пока нет
- Pressure Vessel CosterДокумент204 страницыPressure Vessel CosterAmir Amka100% (1)
- Flangeolet TablesДокумент8 страницFlangeolet TablesAmir AmkaОценок пока нет
- Flos Low ResДокумент8 страницFlos Low ResAmir AmkaОценок пока нет
- The Manufacturing Process: Grinding, Sizing, and Combining Raw MaterialsДокумент5 страницThe Manufacturing Process: Grinding, Sizing, and Combining Raw MaterialsIlham FeryantoОценок пока нет
- Group IndustriesДокумент43 страницыGroup IndustriesDevanathan ChinnasamyОценок пока нет
- En Iso 10081-2-2005 PDFДокумент10 страницEn Iso 10081-2-2005 PDFdong ganОценок пока нет
- Report On Valagro Biosciences PVT LTD: Submitted by Adarsh KR Tiwari Under The Supervision of Sandeep Gurjar Submitted ToДокумент23 страницыReport On Valagro Biosciences PVT LTD: Submitted by Adarsh KR Tiwari Under The Supervision of Sandeep Gurjar Submitted ToadarshОценок пока нет
- 2brick Properties and ManufacturingДокумент37 страниц2brick Properties and ManufacturingGaurav KandelОценок пока нет
- Apatite and Rock PhosphateДокумент16 страницApatite and Rock PhosphategatewayglobalОценок пока нет
- Multiple-Kilowatt-Class Graphite Heater For Large Hollow Cathode IgnitionДокумент12 страницMultiple-Kilowatt-Class Graphite Heater For Large Hollow Cathode IgnitionMADDI MADHAV.Оценок пока нет
- Ecoblast - MSDSДокумент4 страницыEcoblast - MSDSMohamed MahadeerОценок пока нет
- Calculation ChemistryДокумент13 страницCalculation ChemistryRemi EyonganyohОценок пока нет
- Foundry Technology: Reference BooksДокумент34 страницыFoundry Technology: Reference BooksGowtham VishvakarmaОценок пока нет
- Use of Synthetic Slags To Control The Level of Inclusions in SteelsДокумент12 страницUse of Synthetic Slags To Control The Level of Inclusions in SteelsJJОценок пока нет
- Composite RefractoriesДокумент35 страницComposite RefractoriesAjay SolankiОценок пока нет
- Dissolution of Magnesite and Dolomite in Simulated EAF SlagsДокумент14 страницDissolution of Magnesite and Dolomite in Simulated EAF SlagsAgustine SetiawanОценок пока нет
- Notes On CeramicsДокумент11 страницNotes On Ceramicsleebrown21082003Оценок пока нет
- Monolith Structures, Materials, Properties and Uses: Jimmie L. WilliamsДокумент34 страницыMonolith Structures, Materials, Properties and Uses: Jimmie L. WilliamsCuriousОценок пока нет
- 22 Little Known Dangers of Magnesium DeficiencyДокумент7 страниц22 Little Known Dangers of Magnesium DeficiencyDianne100% (4)
- Refractories PDFДокумент22 страницыRefractories PDFRinku Singroha (JSHL-QUALITY)Оценок пока нет
- Asian Journal of ChemistryДокумент5 страницAsian Journal of ChemistryDr. Yedhu Krishnan RОценок пока нет
- Elements, Compounds and Mixtures WorksheetДокумент4 страницыElements, Compounds and Mixtures WorksheetKaren Orlanski100% (1)
- Aderibigbe Et Al. (2019)Документ22 страницыAderibigbe Et Al. (2019)Alhassan I MohammedОценок пока нет
- Type K ThermocoupleДокумент4 страницыType K ThermocoupleMohan BabuОценок пока нет
- A Case Study On Performance of Self-Compacting Concrete in Highly Congested Reinforcement of Cast in Situ StructureДокумент11 страницA Case Study On Performance of Self-Compacting Concrete in Highly Congested Reinforcement of Cast in Situ StructureEASHANОценок пока нет
- Art PDFДокумент37 страницArt PDFLuminita AndronicОценок пока нет
- Ceramicrete Mehanical PropertiesДокумент7 страницCeramicrete Mehanical PropertiesrpazhanimalaОценок пока нет
- Infracem - WK-19Документ1 страницаInfracem - WK-19Sirajul IslamОценок пока нет
- Empirical and Molecular Formala Practice With Answer - 1Документ3 страницыEmpirical and Molecular Formala Practice With Answer - 1711635Оценок пока нет