Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- GAS - by BASF - 1 PDFДокумент12 страницGAS - by BASF - 1 PDFD K SОценок пока нет
- Limitations and Quality Upgrading Techniques For Utilization of MSW Incineration Bottom Ash in Engineering Applications - A ReviewДокумент12 страницLimitations and Quality Upgrading Techniques For Utilization of MSW Incineration Bottom Ash in Engineering Applications - A Reviewvitor_alberto_7Оценок пока нет
- P 07Документ1 страницаP 07Kamarul NizamОценок пока нет
- Cantilever PriceДокумент3 страницыCantilever Pricelangit biruОценок пока нет
- 10 Important Questions and Answers About Temperature Sensing Using Thermocouple SensorsДокумент3 страницы10 Important Questions and Answers About Temperature Sensing Using Thermocouple SensorsVignesh RajanОценок пока нет
- Ibnu Sulthon Wibisono: DrafterДокумент3 страницыIbnu Sulthon Wibisono: DrafterIbnu SulthonОценок пока нет
- Notes On Sprockets and ChainsДокумент6 страницNotes On Sprockets and Chainsjjoohhnn90Оценок пока нет
- Novolac Vinyl Ester Resin: Asecorr 970Документ2 страницыNovolac Vinyl Ester Resin: Asecorr 970Mohammed SafwanОценок пока нет
- Maraging Steel Data SheetДокумент2 страницыMaraging Steel Data SheetdavideОценок пока нет
- Welding Store Audit Check ListДокумент4 страницыWelding Store Audit Check ListShaun HolderОценок пока нет
- Structural Analysis and Design Report: Reinforced Concrete Water Retaining StructureДокумент11 страницStructural Analysis and Design Report: Reinforced Concrete Water Retaining StructurerickОценок пока нет
- Technical Specification Scooptram ST7 BatteryДокумент10 страницTechnical Specification Scooptram ST7 BatteryMISBAHUL MUAFFANОценок пока нет
- DEVISE - Industrial HIGH-RATE - Brochure - r1Документ2 страницыDEVISE - Industrial HIGH-RATE - Brochure - r1mesratiОценок пока нет
- Hazard Identification and Risk Assessment Form: AreaДокумент12 страницHazard Identification and Risk Assessment Form: AreaSalman Alfarisi100% (3)
- Indian Standard: Specification For - ' Flush Bolts (Документ13 страницIndian Standard: Specification For - ' Flush Bolts (amitkap00rОценок пока нет
- Bullet Como PDFДокумент50 страницBullet Como PDFSurya Karanam NaiduОценок пока нет
- Hotpoint Hv7l 1451 ManualДокумент16 страницHotpoint Hv7l 1451 ManualValeriu GinghinaОценок пока нет
- Solved SAILMT Exam Paper For Mechanical EngineerДокумент12 страницSolved SAILMT Exam Paper For Mechanical EngineerSudeesh BabuОценок пока нет
- Solvay's Ammonia Distillation ProcessДокумент18 страницSolvay's Ammonia Distillation ProcessWaleed KhanОценок пока нет
- Trusses II Queenpost TrussesДокумент11 страницTrusses II Queenpost TrussesCristian Morar-BolbaОценок пока нет
- Michael Faraday - On The Liquefaction of GasesДокумент111 страницMichael Faraday - On The Liquefaction of GasesSubhojit AdhikaryОценок пока нет
- Productivity Improvement Through Lean ManufacturingДокумент30 страницProductivity Improvement Through Lean ManufacturingmanikandaprabuОценок пока нет
- Tender Specification Trimdec - Coastel (Ultra)Документ1 страницаTender Specification Trimdec - Coastel (Ultra)Dushan Lalithya Gamaethige100% (1)
- Schärer-Elektronik AG CH - 5614 Sarmenstorf: Trip Circuit Supervision Relay TSG 910Документ2 страницыSchärer-Elektronik AG CH - 5614 Sarmenstorf: Trip Circuit Supervision Relay TSG 910electrical tecОценок пока нет
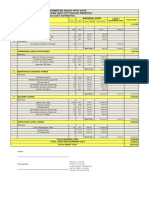
- EstimateДокумент1 страницаEstimateAlemar Soriano MalintadОценок пока нет
- HighNote4 U6E Vocabulary Quiz BДокумент1 страницаHighNote4 U6E Vocabulary Quiz BZuza StarońОценок пока нет
- Help CarlosДокумент141 страницаHelp Carloszarzosa rabanalОценок пока нет
- Scrap MGT - Optimization SolutionsДокумент25 страницScrap MGT - Optimization SolutionsRodolfoMarínОценок пока нет
- American Woodworker - 129 (July 2007)Документ68 страницAmerican Woodworker - 129 (July 2007)Emilian Baluta100% (3)
- Plumbing Works (Plumbing & Sanitary Works) : Inspection and Test PlanДокумент3 страницыPlumbing Works (Plumbing & Sanitary Works) : Inspection and Test PlanAyi67% (3)