Вам также может понравиться
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОт EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОценок пока нет
- Cut60 3PH380VДокумент14 страницCut60 3PH380VAfifОценок пока нет
- Pinnacle - Welder - Super160manualДокумент13 страницPinnacle - Welder - Super160manualhdquanОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Cut60 3PH380VДокумент13 страницCut60 3PH380VGame ChangerОценок пока нет
- User'S Manual: NBC - 250 Mig/Mma/Tig Welding MachineДокумент5 страницUser'S Manual: NBC - 250 Mig/Mma/Tig Welding MachineTheodore Reader0% (1)
- Cut 40 Air Plasma Cutter ManualДокумент8 страницCut 40 Air Plasma Cutter ManualAymeric Theyse100% (1)
- Cebora Bravo MIG2235 ManualДокумент5 страницCebora Bravo MIG2235 Manualradu_3g6573100% (1)
- Ct312 Welder ManualДокумент11 страницCt312 Welder ManualMarino CAОценок пока нет
- Lotos CT520D ManualДокумент12 страницLotos CT520D Manualgsmith21100% (1)
- Owner'S Manual: ModelДокумент10 страницOwner'S Manual: Modelramesh sahukhalОценок пока нет
- 200acdc TigДокумент14 страниц200acdc TigAngelo GrausoОценок пока нет
- User'S Manual: MODEL: MMA160/200Документ9 страницUser'S Manual: MODEL: MMA160/200Vlaovic GoranОценок пока нет
- Owner'S Manual: Inverter Plasma CutterДокумент8 страницOwner'S Manual: Inverter Plasma CutterReggie100% (1)
- Manual em Ingles e Bem Explicado Tig 200 AcdcДокумент16 страницManual em Ingles e Bem Explicado Tig 200 AcdcMarcelo CarnicelliОценок пока нет
- Welder MachineДокумент10 страницWelder MachineIsaiah JohnОценок пока нет
- Alphatig 200X Manual 03-20-14 Ver2Документ14 страницAlphatig 200X Manual 03-20-14 Ver2mikeОценок пока нет
- Transformer Galley 10kva 440V/233V: Installation InstructionДокумент5 страницTransformer Galley 10kva 440V/233V: Installation InstructionstargaxxxxОценок пока нет
- Manual Con Tablas OMISAДокумент44 страницыManual Con Tablas OMISAbakuhypnoОценок пока нет
- Arc Tig131Документ29 страницArc Tig131booboostОценок пока нет
- Ac DC 206i ManualДокумент4 страницыAc DC 206i Manualstef1463Оценок пока нет
- GYS Gysmi 180 Ac/dcДокумент4 страницыGYS Gysmi 180 Ac/dcAnonymous iYKTkmhpZОценок пока нет
- CT312Документ15 страницCT312Kevin BlanerОценок пока нет
- Inst Manual Outdoor252 450CДокумент12 страницInst Manual Outdoor252 450CAgustin CesanОценок пока нет
- UWI 150 TP Owners ManualДокумент20 страницUWI 150 TP Owners Manualajshsu5682Оценок пока нет
- Buttfusion OperationДокумент8 страницButtfusion OperationIan lawrenz LeeОценок пока нет
- Wap 50Документ13 страницWap 50prisilliawongОценок пока нет
- TIG200A User ManualДокумент14 страницTIG200A User Manualjeffradford9138Оценок пока нет
- Water Cooled Package Service NewДокумент23 страницыWater Cooled Package Service NewDiêm Công ViệtОценок пока нет
- JS CUT 200 Use ManualДокумент19 страницJS CUT 200 Use Manualardiansyah.tegalОценок пока нет
- Hot-Air Generator: Operation ManualДокумент13 страницHot-Air Generator: Operation ManualNur HidayatОценок пока нет
- Gordak 952Документ7 страницGordak 952karimirad karimirad100% (1)
- Sr80 Manual - PSLДокумент8 страницSr80 Manual - PSLChitranjan AgrawalОценок пока нет
- Wse 200Документ22 страницыWse 200Goran Terzija75% (4)
- Manual Cebora PDFДокумент7 страницManual Cebora PDFjdrsant0% (1)
- Everlast Products Owner'S Manual Everlast Super164/205/256P AC/DC/TIG/MMA Pulsed Welder With Plasma Cutter Everlast TIG 160/200 AC/DC WelderДокумент21 страницаEverlast Products Owner'S Manual Everlast Super164/205/256P AC/DC/TIG/MMA Pulsed Welder With Plasma Cutter Everlast TIG 160/200 AC/DC WelderJayakrishnaОценок пока нет
- InverterДокумент13 страницInverterBrinzeiMarianОценок пока нет
- Dry Transformer ManualДокумент7 страницDry Transformer Manualbacuoc.nguyen356100% (1)
- Service Manual MIH Series Condensing Units Heat Pump: 1.5 Tons To 5 TonsДокумент30 страницService Manual MIH Series Condensing Units Heat Pump: 1.5 Tons To 5 TonsHenry Javier RíosОценок пока нет
- Operating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesДокумент40 страницOperating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesTran Anh LeОценок пока нет
- Ta I-Series PDFДокумент30 страницTa I-Series PDFAwanОценок пока нет
- Transductor FLOWSERVE NT3000Документ20 страницTransductor FLOWSERVE NT3000Xavier EspinozaОценок пока нет
- WTCPT Oi PLДокумент4 страницыWTCPT Oi PLomglol2kОценок пока нет
- Andeli MCT-520DPLДокумент16 страницAndeli MCT-520DPLdarlanbeckerОценок пока нет
- Andeli Mig-270tplДокумент27 страницAndeli Mig-270tpltao jogОценок пока нет
- Instruction Manual For Arc Welding MachineДокумент9 страницInstruction Manual For Arc Welding MachineChockalingam ChidambaramОценок пока нет
- Ball mill -electric control 球磨机控制柜说明书Документ4 страницыBall mill -electric control 球磨机控制柜说明书carlosva13561Оценок пока нет
- ATOM User Manual AWE-16AДокумент12 страницATOM User Manual AWE-16ARafaSОценок пока нет
- Instruction Manual of EDM MachineДокумент18 страницInstruction Manual of EDM MachineJanak ValakiОценок пока нет
- Manual Fan VerticeДокумент20 страницManual Fan VerticeDoaa MetwallyОценок пока нет
- Dixell: XV105D Fan Speed ControllerДокумент2 страницыDixell: XV105D Fan Speed ControllerdbricchiОценок пока нет
- KX Eng PDFДокумент4 страницыKX Eng PDFlinhpic99Оценок пока нет
- Extractor Helicocentrifugo TT Pro 150 Vents ManualДокумент20 страницExtractor Helicocentrifugo TT Pro 150 Vents ManualHumberto LamusОценок пока нет
- Operating Manual Aupal CNC Cutting Machine PDFДокумент9 страницOperating Manual Aupal CNC Cutting Machine PDFuripssОценок пока нет
- Widmann Mig Tig Mma-160 ManualДокумент24 страницыWidmann Mig Tig Mma-160 ManualCleive Santos100% (1)
- GX30R 100RДокумент53 страницыGX30R 100RSergio Garcia100% (1)
- Designing Inherently Short-Circuit-Proof, Potted Safety Transformers Up To 10VA With Rale Design System, in Accordance With IEC 61558Документ15 страницDesigning Inherently Short-Circuit-Proof, Potted Safety Transformers Up To 10VA With Rale Design System, in Accordance With IEC 61558PredragPeđaMarkovićОценок пока нет
- Drying Machine ManualДокумент8 страницDrying Machine ManualCretulescu Camelia0% (1)
- Supplemental Guide: Pressure Switch ProductsДокумент12 страницSupplemental Guide: Pressure Switch Productsing_vic1Оценок пока нет
- User's Guide: Smartpack2 Basic ControllerДокумент16 страницUser's Guide: Smartpack2 Basic ControllerIsac ClaroОценок пока нет
- Instruments For Electrochemical ResearchДокумент12 страницInstruments For Electrochemical ResearchAgus JatmikoОценок пока нет
- AVIC-Z830DAB Quickstart Manual SVДокумент16 страницAVIC-Z830DAB Quickstart Manual SVYlle UntОценок пока нет
- Pages From PEZA Form ECE CCTV 17th FloorДокумент2 страницыPages From PEZA Form ECE CCTV 17th FloorCode JonОценок пока нет
- CD4020BC - CD4040BC - CD4060BC 14-Stage Ripple Carry Binary Counters - 12-Stage Ripple Carry Binary Counters - 14-Stage Ripple Carry Binary CountersДокумент9 страницCD4020BC - CD4040BC - CD4060BC 14-Stage Ripple Carry Binary Counters - 12-Stage Ripple Carry Binary Counters - 14-Stage Ripple Carry Binary CountersNitish KumarОценок пока нет
- Whirlpool Awt 5088 4Документ14 страницWhirlpool Awt 5088 4Gabriel BogasieruОценок пока нет
- Temperature Controls K57 Series: Features and BenefitsДокумент2 страницыTemperature Controls K57 Series: Features and BenefitsmaresliviuОценок пока нет
- Mcd388 98 Pss AenДокумент3 страницыMcd388 98 Pss AenmallipudyОценок пока нет
- TL-MR3020 V1 Datasheet 1Документ2 страницыTL-MR3020 V1 Datasheet 1hman3636Оценок пока нет
- Paper Real Time Multimedia Transcoding WP Final - RADISYSДокумент11 страницPaper Real Time Multimedia Transcoding WP Final - RADISYSlouie mabiniОценок пока нет
- Silo Weight & Volume CalculationДокумент18 страницSilo Weight & Volume CalculationYogesh PatilОценок пока нет
- BMW-i8-SEH-PT PDF Resource 1403270283210Документ4 страницыBMW-i8-SEH-PT PDF Resource 1403270283210CarlosОценок пока нет
- ProblemsДокумент2 страницыProblemsRitesh SharmaОценок пока нет
- Blu-Ray Disc™/ DVD Home Theatre System: Operating InstructionsДокумент68 страницBlu-Ray Disc™/ DVD Home Theatre System: Operating InstructionsKamal FaridОценок пока нет
- Fire and Gas Detection Systems Product Catalogue Morley-IAS V2.1Документ230 страницFire and Gas Detection Systems Product Catalogue Morley-IAS V2.1mgkvprОценок пока нет
- 3000 GroundingДокумент36 страниц3000 GroundingHenwi Adi CahyoОценок пока нет
- Asl Flexus Brochure 2016 09Документ5 страницAsl Flexus Brochure 2016 09Gustavo MoriceОценок пока нет
- As 60204.1-2005 Safety of Machinery - Electrical Equipment of Machines General Requirements (IEC60204-1 Ed. 5Документ12 страницAs 60204.1-2005 Safety of Machinery - Electrical Equipment of Machines General Requirements (IEC60204-1 Ed. 5SAI Global - APAC0% (1)
- Coupled Mode Theory of WaveguidesДокумент18 страницCoupled Mode Theory of WaveguidesKartikay5Оценок пока нет
- LCD TV: Service ManualДокумент14 страницLCD TV: Service ManualPrabir Kumar SurОценок пока нет
- KSW-230 (Water Flow Switch)Документ2 страницыKSW-230 (Water Flow Switch)Anonymous XYAPaxjbYОценок пока нет
- Wcs1800 - CB Do Dong DCДокумент5 страницWcs1800 - CB Do Dong DCvuong49vtuОценок пока нет
- Overcurrent Protective Device Coordination StudyДокумент3 страницыOvercurrent Protective Device Coordination StudySankalp TiwariОценок пока нет
- Pizzato - Elettrica FS2996D024 F3 Datasheet PDFДокумент35 страницPizzato - Elettrica FS2996D024 F3 Datasheet PDFEwerton SoaresОценок пока нет
- Railway Bridge Monitoring During Construction and Sliding: IMAC - Stress Analysis LaboratoryДокумент7 страницRailway Bridge Monitoring During Construction and Sliding: IMAC - Stress Analysis LaboratoryMariusHazaparuОценок пока нет
- Product Instruction Manual Linea DH-360, DH-460 and DH-650Документ10 страницProduct Instruction Manual Linea DH-360, DH-460 and DH-650Richmond DarkoОценок пока нет
- Blues30Nv: User ManualДокумент36 страницBlues30Nv: User Manualrsojos19544Оценок пока нет
- AD9910Документ64 страницыAD9910Vladimir RolbinОценок пока нет
- MFL Compendium 002Документ59 страницMFL Compendium 002kingston67% (3)
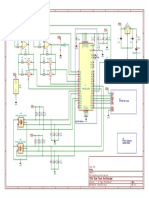
- Title: Dual Trace Oscilloscope: U5 ST7735s TFT ScreenДокумент1 страницаTitle: Dual Trace Oscilloscope: U5 ST7735s TFT ScreenAbdelkader Mechernene100% (2)