Вам также может понравиться
- Infografico Helton N Uchoa-V17-17dez2015Документ1 страницаInfografico Helton N Uchoa-V17-17dez2015Willian Richelle FreitasОценок пока нет
- Curriculo Willian FreitasДокумент3 страницыCurriculo Willian FreitasWillian Richelle FreitasОценок пока нет
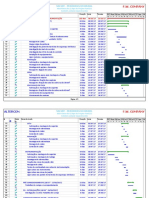
- Cronograma EIA Mini Planta 12ktpa - Revisão 01Документ3 страницыCronograma EIA Mini Planta 12ktpa - Revisão 01Willian Richelle FreitasОценок пока нет
- 89 - Pmbbok Cap9 RHДокумент21 страница89 - Pmbbok Cap9 RHFabio BorgattoОценок пока нет
- 81 - PMBOK Cap01Документ73 страницы81 - PMBOK Cap01Tiego SantosОценок пока нет
- 86 - PMBOK Cap6 Tempo PDFДокумент36 страниц86 - PMBOK Cap6 Tempo PDFWillian Richelle FreitasОценок пока нет
- 83 - PMBOK Cap03Документ69 страниц83 - PMBOK Cap03Tiego SantosОценок пока нет
- 810 - PMBOK Cap10 ComunicasДокумент66 страниц810 - PMBOK Cap10 ComunicasWillian Richelle FreitasОценок пока нет
- Introducao Controle AutomacaoДокумент67 страницIntroducao Controle AutomacaoWillian Richelle FreitasОценок пока нет
- 812 - PMBOK Cap12 AquisicoesДокумент15 страниц812 - PMBOK Cap12 AquisicoesFerfasofi FerfasofiОценок пока нет
- 08 - PMBOK Cap08 QualidadeДокумент33 страницы08 - PMBOK Cap08 QualidadeleonildolpoОценок пока нет
- 85 - PMBOK Cap5 EscopoДокумент26 страниц85 - PMBOK Cap5 EscopoKleber Galvão FilhoОценок пока нет
- 87 - PMBOK Cap7 CustoДокумент22 страницы87 - PMBOK Cap7 CustoWillian Richelle FreitasОценок пока нет
- 84 - PMBOK Cap4 IntegracaoДокумент59 страниц84 - PMBOK Cap4 IntegracaoTiego SantosОценок пока нет
- 84 - PMBOK Cap4 IntegracaoДокумент59 страниц84 - PMBOK Cap4 IntegracaoTiego SantosОценок пока нет
- Ricardo Vargas (Ricardo-Vargas - Com) - PMBoK Flow 5ed - 47 Processos de Gerenciamento de Projetos PDFДокумент1 страницаRicardo Vargas (Ricardo-Vargas - Com) - PMBoK Flow 5ed - 47 Processos de Gerenciamento de Projetos PDFtiagoarsОценок пока нет
- Ebook Gratuito Scrum Pmbok PDFДокумент52 страницыEbook Gratuito Scrum Pmbok PDFFabio Schneider100% (1)
- Simbologia - IsO 1219-1Документ32 страницыSimbologia - IsO 1219-1Nayuki HaraОценок пока нет
- Ebook Gratuito Scrum Pmbok PDFДокумент52 страницыEbook Gratuito Scrum Pmbok PDFFabio Schneider100% (1)
- Curriculo Willian FreitasДокумент3 страницыCurriculo Willian FreitasWillian Richelle FreitasОценок пока нет
- Tecnologias Da Montagem EletromecanicaДокумент153 страницыTecnologias Da Montagem EletromecanicaMarcio Ricardo Farias100% (2)
- ATPS Eng de Producao 9 Gestao Da Manutencao AДокумент7 страницATPS Eng de Producao 9 Gestao Da Manutencao AWillian Richelle FreitasОценок пока нет
- SIG Arquivo04 (Fases)Документ13 страницSIG Arquivo04 (Fases)Yazald de JesusОценок пока нет
- Condições de Segurança Do Trabalho em LavanderiaДокумент32 страницыCondições de Segurança Do Trabalho em LavanderiaJackeline Horsth de FreitasОценок пока нет
- BRA APT 002 - Movimentação e Transporte de CargasДокумент7 страницBRA APT 002 - Movimentação e Transporte de CargasRodrigo Mendes FerreiraОценок пока нет
- Dicotomia Produtos e ServicosДокумент14 страницDicotomia Produtos e ServicosAlexandre CalcagnottoОценок пока нет
- Guia para Melhoria de Processos - MGДокумент84 страницыGuia para Melhoria de Processos - MGFabio Lobato100% (1)
- A Concepção Do Enfermeiro Sobre Gerenciamento Do Custo HospitalarДокумент8 страницA Concepção Do Enfermeiro Sobre Gerenciamento Do Custo HospitalarenfaraujoОценок пока нет
- SICRO - Volume 02 - Pesquisa de PreçosДокумент96 страницSICRO - Volume 02 - Pesquisa de PreçoskarolyneОценок пока нет
- Apostila MOBILEДокумент25 страницApostila MOBILETobias Peniche PereiraОценок пока нет
- Parâmetros de Avaliação de Patologias em Obras-de-Arte EspeciaisДокумент10 страницParâmetros de Avaliação de Patologias em Obras-de-Arte EspeciaisbrelightsОценок пока нет
- Projeto SorveteДокумент11 страницProjeto SorveteValdinei Santos100% (1)
- Fluxo de MateriaisДокумент3 страницыFluxo de MateriaisNelci Barbosa MassellaОценок пока нет
- Apostila Logistica Internacional e ReversaДокумент52 страницыApostila Logistica Internacional e ReversaAlexandre BarcellosОценок пока нет
- Lista de Exercícios - Projeto de Fábrica - 3 UnidadeДокумент8 страницLista de Exercícios - Projeto de Fábrica - 3 UnidadeRibamar Júnior CavalcanteОценок пока нет
- NBR-ISO 13485 - Gestão Qualidade Produtos Saúde PDFДокумент63 страницыNBR-ISO 13485 - Gestão Qualidade Produtos Saúde PDFreativo35210% (2)
- Gestão Da Tecnologia Da Informação Da ProduçãoДокумент2 страницыGestão Da Tecnologia Da Informação Da ProduçãoGabriela CostaОценок пока нет
- Criatividade Na Gestalt-Terapia PDFДокумент11 страницCriatividade Na Gestalt-Terapia PDFKimbelly MenezesОценок пока нет
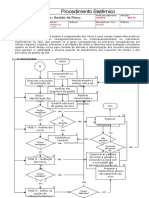
- Procedimento de Gestão de RiscoДокумент40 страницProcedimento de Gestão de RiscoIsrael Guilherme SantosОценок пока нет
- Apresentação NR-12Документ39 страницApresentação NR-12Cerest Florianópolis100% (1)
- Manual Do JuriДокумент25 страницManual Do JurimichellenoronhaОценок пока нет
- 2 - Apostila de QFD - OficialДокумент31 страница2 - Apostila de QFD - Oficialhmp90Оценок пока нет
- Processos Participativos Na Arquitetura e Urbanismo de CAДокумент12 страницProcessos Participativos Na Arquitetura e Urbanismo de CAElizabeth SierviОценок пока нет
- Modelo de Banner Do TCCДокумент1 страницаModelo de Banner Do TCCPedro Alves França Filho Filho100% (1)
- Inovar No Interior Da EscolaДокумент12 страницInovar No Interior Da EscolaAline MucciОценок пока нет
- Processo de Comissionamento em Instalações IndustriaisДокумент48 страницProcesso de Comissionamento em Instalações Industriaisdanilopimentel87100% (1)
- 1 PBДокумент11 страниц1 PBLídia SerranoОценок пока нет
- 69 - Estoque - 204 - Manual TreinamentoДокумент119 страниц69 - Estoque - 204 - Manual TreinamentoEriveltonCorrea100% (1)
- Procedimento Operacional Padrão - PopДокумент11 страницProcedimento Operacional Padrão - PopLuiz Fernando TiburcioОценок пока нет
- O Papel Do Farmaceutico Na Industria FarmaceuticaДокумент46 страницO Papel Do Farmaceutico Na Industria FarmaceuticajoanaussoОценок пока нет
- LivretoДокумент23 страницыLivretoceccon12350% (2)
- NBC TA 315 - Identificação e Avaliação Dos Riscos de Distorção Relevante Por Meio Do Entendimento Da Entidade e Do Seu Ambiente.Документ9 страницNBC TA 315 - Identificação e Avaliação Dos Riscos de Distorção Relevante Por Meio Do Entendimento Da Entidade e Do Seu Ambiente.lnunescОценок пока нет