Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- ChatGpt PDFДокумент19 страницChatGpt PDFsanx2014100% (1)
- Astm B19Документ6 страницAstm B19Davor IbarraОценок пока нет
- LSCM Course OutlineДокумент13 страницLSCM Course OutlineDeep SachetiОценок пока нет
- Quarter 1 - Module 1Документ31 страницаQuarter 1 - Module 1Roger Santos Peña75% (4)
- Clark SM 616 Service ManualДокумент20 страницClark SM 616 Service Manualenid100% (55)
- How To Block HTTP DDoS Attack With Cisco ASA FirewallДокумент4 страницыHow To Block HTTP DDoS Attack With Cisco ASA Firewallabdel taibОценок пока нет
- Music 10 (2nd Quarter)Документ8 страницMusic 10 (2nd Quarter)Dafchen Villarin MahasolОценок пока нет
- 2016 Closing The Gap ReportДокумент64 страницы2016 Closing The Gap ReportAllan ClarkeОценок пока нет
- Man and Historical ActionДокумент4 страницыMan and Historical Actionmama.sb415Оценок пока нет
- Head Coverings BookДокумент86 страницHead Coverings BookRichu RosarioОценок пока нет
- MCI Approved Medical College in Uzbekistan PDFДокумент3 страницыMCI Approved Medical College in Uzbekistan PDFMBBS ABROADОценок пока нет
- EPAS 11 - Q1 - W1 - Mod1Документ45 страницEPAS 11 - Q1 - W1 - Mod1Alberto A. FugenОценок пока нет
- HatfieldДокумент33 страницыHatfieldAlex ForrestОценок пока нет
- Interlocking Block TechnologyДокумент15 страницInterlocking Block TechnologyChaula Trivedi100% (5)
- Tool Charts PDFДокумент3 страницыTool Charts PDFtebengz100% (2)
- Sept Dec 2018 Darjeeling CoДокумент6 страницSept Dec 2018 Darjeeling Conajihah zakariaОценок пока нет
- Dermatology Skin in Systemic DiseaseДокумент47 страницDermatology Skin in Systemic DiseaseNariska CooperОценок пока нет
- Thesis PaperДокумент53 страницыThesis PaperAnonymous AOOrehGZAS100% (1)
- The RBG Blueprint For Black Power Study Cell GuidebookДокумент8 страницThe RBG Blueprint For Black Power Study Cell GuidebookAra SparkmanОценок пока нет
- Sample - SOFTWARE REQUIREMENT SPECIFICATIONДокумент20 страницSample - SOFTWARE REQUIREMENT SPECIFICATIONMandula AbeyrathnaОценок пока нет
- ELEVATOR DOOR - pdf1Документ10 страницELEVATOR DOOR - pdf1vigneshОценок пока нет
- WBДокумент59 страницWBsahil.singhОценок пока нет
- Safety Procedures in Using Hand Tools and EquipmentДокумент12 страницSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezОценок пока нет
- Music CG 2016Документ95 страницMusic CG 2016chesterkevinОценок пока нет
- MultiLoadII Mobile Quick Start PDFДокумент10 страницMultiLoadII Mobile Quick Start PDFAndrés ColmenaresОценок пока нет
- Aluminum PorterДокумент2 страницыAluminum PorterAmir ShameemОценок пока нет
- Kyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationДокумент16 страницKyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationRafael Alarcón Vidal100% (1)
- Executive Summary-P-5 181.450 To 222Документ14 страницExecutive Summary-P-5 181.450 To 222sat palОценок пока нет
- Lesson 6 - Vibration ControlДокумент62 страницыLesson 6 - Vibration ControlIzzat IkramОценок пока нет
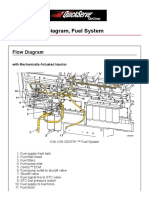
- Cummin C1100 Fuel System Flow DiagramДокумент8 страницCummin C1100 Fuel System Flow DiagramDaniel KrismantoroОценок пока нет