Вам также может понравиться
- Metal matrix composites: Processing and InterfacesОт EverandMetal matrix composites: Processing and InterfacesR EverettОценок пока нет
- Dusty JacobsonДокумент15 страницDusty Jacobsonavca65Оценок пока нет
- Comminution PDFДокумент10 страницComminution PDFKhana Rizki MaulanaОценок пока нет
- OTE Outotec MillMapper Eng LoresДокумент4 страницыOTE Outotec MillMapper Eng LoresjadetorresОценок пока нет
- Comparison of GrindingДокумент14 страницComparison of Grindingzoidberg77Оценок пока нет
- Luis VenteДокумент15 страницLuis VenteEdwar Villavicencio JaimesОценок пока нет
- Luis MagneДокумент19 страницLuis Magnerichard gutierrezОценок пока нет
- Data Sheets FajasДокумент12 страницData Sheets FajasGonzalo Rosales JuarezОценок пока нет
- 34-27-13 AutoBall Charger 301W Operations MaintenanceДокумент28 страниц34-27-13 AutoBall Charger 301W Operations Maintenanceerik masongОценок пока нет
- Comminution Ore TestingДокумент35 страницComminution Ore TestingHarrison Antonio Mira NiloОценок пока нет
- Astm Chart WstylerДокумент1 страницаAstm Chart WstylernghiОценок пока нет
- Estimating Process Design Gold Extraction, Leach Residence Time and Cyanide ComsumptionДокумент10 страницEstimating Process Design Gold Extraction, Leach Residence Time and Cyanide ComsumptionAldoОценок пока нет
- Ball MillsДокумент13 страницBall MillsRodrigo GarcíaОценок пока нет
- Multotec Injection Moulded Screening Systems-Digital-4c504Документ6 страницMultotec Injection Moulded Screening Systems-Digital-4c504Nilton Inca TitoОценок пока нет
- Kubria Cone Crushers: Cutting-Edge Technology in Hard Rock CrushingДокумент5 страницKubria Cone Crushers: Cutting-Edge Technology in Hard Rock CrushingtonyОценок пока нет
- Shaking Table ConcentratorДокумент2 страницыShaking Table ConcentratorMgn SanОценок пока нет
- RyB Group - Molycop IIIДокумент114 страницRyB Group - Molycop IIIBrianОценок пока нет
- RowlandДокумент5 страницRowlandzicoОценок пока нет
- A Dynamic Mathematical Model of The Complete Grate/Kiln Iron-Ore Pellet Induration ProcessДокумент10 страницA Dynamic Mathematical Model of The Complete Grate/Kiln Iron-Ore Pellet Induration Processdavibraga8041Оценок пока нет
- Utkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsДокумент26 страницUtkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsUtkarsh SankrityayanОценок пока нет
- DEM Modelling of Liner Evolution and Its Influence On Grinding Rate in Ball MillsДокумент11 страницDEM Modelling of Liner Evolution and Its Influence On Grinding Rate in Ball MillsAlex vilcaОценок пока нет
- Pebble Crusher Specific EnergyДокумент10 страницPebble Crusher Specific Energy12milehillОценок пока нет
- GA Molino de Bolas 26x40.5 - PolymetДокумент1 страницаGA Molino de Bolas 26x40.5 - PolymetElias PaxiОценок пока нет
- Section 6 D3 BucketsДокумент29 страницSection 6 D3 Bucketsiman zareieОценок пока нет
- Shellsol 2046 Ar: Technical DatasheetДокумент3 страницыShellsol 2046 Ar: Technical DatasheetJavier Godoy MirandaОценок пока нет
- Methodologies For The Evaluation of Grinding Media Consumption Rates at Full Plant ScaleДокумент11 страницMethodologies For The Evaluation of Grinding Media Consumption Rates at Full Plant ScaleW ZuoОценок пока нет
- Transfer Pump BrochureДокумент12 страницTransfer Pump BrochureRafert RamОценок пока нет
- SAIL BSBK Visit Docx-15.06. R-1rtfДокумент7 страницSAIL BSBK Visit Docx-15.06. R-1rtfsssadangi100% (1)
- New Grinding Process-HoromillДокумент8 страницNew Grinding Process-HoromillduanidenproОценок пока нет
- 8 - XCC Hammers UKДокумент2 страницы8 - XCC Hammers UKSampreeth TekkadОценок пока нет
- Simulación ChancadoДокумент12 страницSimulación ChancadoPedro Aquino AquinoОценок пока нет
- Lab Manual For Trommel CitДокумент2 страницыLab Manual For Trommel CitRyle ArbonОценок пока нет
- 4.11.1 Literature Review Dense MediumДокумент20 страниц4.11.1 Literature Review Dense Mediumyansenbarus100% (1)
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceДокумент7 страницCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoОценок пока нет
- HPGR en WebДокумент11 страницHPGR en WebFranciscoОценок пока нет
- Max - RPM Curve No. Impeller Type: KW 152 D 60 DD 110 102 EE 225 E 120Документ1 страницаMax - RPM Curve No. Impeller Type: KW 152 D 60 DD 110 102 EE 225 E 120Vf MauroОценок пока нет
- Research and Application of A Knelson Concentrator A - 2020 - Minerals EngineerДокумент15 страницResearch and Application of A Knelson Concentrator A - 2020 - Minerals EngineerpHОценок пока нет
- Com Minuti OnДокумент15 страницCom Minuti Onlaguna028Оценок пока нет
- Terminator TableДокумент3 страницыTerminator TableSantiago PomasoncoОценок пока нет
- A Comparison of BHP Billiton Mineral Escondida Flotation ConcentratorsДокумент22 страницыA Comparison of BHP Billiton Mineral Escondida Flotation ConcentratorsNathalie Jamett GuillierОценок пока нет
- AirScrape Data Sheet en (7364)Документ6 страницAirScrape Data Sheet en (7364)Antonio Marcos SilvaОценок пока нет
- 4 MPДокумент33 страницы4 MPSyed Shahzaib ShahОценок пока нет
- RME Data Sheet - Millmast HandlerДокумент1 страницаRME Data Sheet - Millmast HandlerСергейОценок пока нет
- A Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueДокумент3 страницыA Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueVerónica CharresОценок пока нет
- WAD CynoprobeДокумент8 страницWAD CynoprobeMahlatse MogashoaОценок пока нет
- SFR Prueba de Entrenamiento Jean RamosДокумент6 страницSFR Prueba de Entrenamiento Jean Ramosjean ramos marinОценок пока нет
- (2004) Design and Operation of Vertimill For Secondary GrindingДокумент12 страниц(2004) Design and Operation of Vertimill For Secondary GrindingLuis Miguel La TorreОценок пока нет
- Chris - Rule - Stirred Milling in The PGM IndustryДокумент59 страницChris - Rule - Stirred Milling in The PGM IndustryJakesОценок пока нет
- The Use of Heavy-Medium Separation in The Processing of Iron OresДокумент4 страницыThe Use of Heavy-Medium Separation in The Processing of Iron OresaghilifОценок пока нет
- Molycop Tech Sheet Small Size BallsДокумент3 страницыMolycop Tech Sheet Small Size BallsLuis Miguel La TorreОценок пока нет
- Rocvent Catalogue PDFДокумент48 страницRocvent Catalogue PDFrudarОценок пока нет
- KHD Rotary KilnsДокумент4 страницыKHD Rotary KilnsRajib DuttaОценок пока нет
- Burger 2005 Batu Hijau Mill Throughput ModelДокумент21 страницаBurger 2005 Batu Hijau Mill Throughput Modelboanerges wino pattyОценок пока нет
- Paper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFДокумент9 страницPaper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFcarloscjunoОценок пока нет
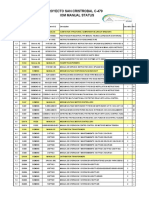
- Proyecto San Cristrobal C-479 Iom Manual StatusДокумент18 страницProyecto San Cristrobal C-479 Iom Manual StatusAllen Marcelo Ballesteros LópezОценок пока нет
- Grinding Plants-Optimization and ModellingДокумент12 страницGrinding Plants-Optimization and ModellingaghilifОценок пока нет
- CR600 Sizer Brochure PDFДокумент8 страницCR600 Sizer Brochure PDFAdil DouziОценок пока нет
- Designing Crushers With A Multi-Objective Evolutionary AlgorithmДокумент8 страницDesigning Crushers With A Multi-Objective Evolutionary AlgorithmRavi Shanker VОценок пока нет
- Klingersil C-4430 Gasket DatasheetДокумент8 страницKlingersil C-4430 Gasket DatasheetJoshua HobsonОценок пока нет
- ExamДокумент10 страницExamjohn ivan100% (1)
- Denagard-CTC US Knowledge ReportДокумент4 страницыDenagard-CTC US Knowledge Reportnick224Оценок пока нет
- Calculation Condensation StudentДокумент7 страницCalculation Condensation StudentHans PeterОценок пока нет
- Edgie A. Tenerife BSHM 1108: Page 1 of 4Документ4 страницыEdgie A. Tenerife BSHM 1108: Page 1 of 4Edgie TenerifeОценок пока нет
- CampingДокумент25 страницCampingChristine May SusanaОценок пока нет
- 1 Nitanshi Singh Full WorkДокумент9 страниц1 Nitanshi Singh Full WorkNitanshi SinghОценок пока нет
- Senographe Crystal: The Choice Is Crystal ClearДокумент7 страницSenographe Crystal: The Choice Is Crystal ClearmuhammadyassirОценок пока нет
- LAB ACT 5 Types of Chemical ReactionsДокумент12 страницLAB ACT 5 Types of Chemical ReactionsJerome MosadaОценок пока нет
- Rotary Screw Gas: CompressorsДокумент2 страницыRotary Screw Gas: CompressorsLucas SilvestreОценок пока нет
- VOC & CO - EnglishДокумент50 страницVOC & CO - EnglishAnandKumarPОценок пока нет
- Workshop Manual Transporter 2016 19-29Документ157 страницWorkshop Manual Transporter 2016 19-29samueleОценок пока нет
- BARCODESДокумент7 страницBARCODESChitPerRhosОценок пока нет
- AQ-101 Arc Flash ProtectionДокумент4 страницыAQ-101 Arc Flash ProtectionYvesОценок пока нет
- Laughter, It Is Good For YouДокумент2 страницыLaughter, It Is Good For YouClaire B.L.Оценок пока нет
- Power of AttorneyДокумент10 страницPower of AttorneyRocketLawyer82% (17)
- TFALL CaseStudy-Chandni+Chopra 072020+Документ5 страницTFALL CaseStudy-Chandni+Chopra 072020+Luis Gustavo Heredia VasquezОценок пока нет
- Optical Fiber Communication Unit 3 NotesДокумент33 страницыOptical Fiber Communication Unit 3 NotesEr SarbeshОценок пока нет
- 13 Alvarez II vs. Sun Life of CanadaДокумент1 страница13 Alvarez II vs. Sun Life of CanadaPaolo AlarillaОценок пока нет
- Cranial Electrotherapy Stimulator (C.E.S.) Earlobe Stimulator, Pocket-Transportable, 9VДокумент1 страницаCranial Electrotherapy Stimulator (C.E.S.) Earlobe Stimulator, Pocket-Transportable, 9VemiroОценок пока нет
- The Superhero LifestyleДокумент9 страницThe Superhero LifestyleDerp Blood0% (3)
- Afforestation Powerpoint For NandniДокумент9 страницAfforestation Powerpoint For NandniFagun Sahni100% (1)
- Recommendation On The Acquisation of VitasoyДокумент8 страницRecommendation On The Acquisation of Vitasoyapi-237162505Оценок пока нет
- FNCP Improper Waste DisposalДокумент2 страницыFNCP Improper Waste DisposalKathleen Daban RagudoОценок пока нет
- Weekly Meal Prep GuideДокумент7 страницWeekly Meal Prep Guideandrew.johnson3112Оценок пока нет
- Management of Developing DentitionДокумент51 страницаManagement of Developing Dentitionahmed alshaariОценок пока нет
- Bulk-Fill Composite RestorationsДокумент9 страницBulk-Fill Composite RestorationssusethОценок пока нет
- Refrigerator: Service ManualДокумент119 страницRefrigerator: Service ManualMihaela CaciumarciucОценок пока нет
- Arann Magazine, Issue 1-2-Online VersionДокумент36 страницArann Magazine, Issue 1-2-Online VersionmujismileОценок пока нет
- Gintex DSДокумент1 страницаGintex DSRaihanulKabirОценок пока нет