Академический Документы
Профессиональный Документы
Культура Документы
Enegep2009 TN STP 091 621 13042
Загружено:
alinne2Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Enegep2009 TN STP 091 621 13042
Загружено:
alinne2Авторское право:
Доступные форматы
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUO
UMA ANLISE DO USO DA TCNICA MAPOFLUXOGRAMA NA IMPLEMENTAO INICIAL DO SISTEMA LEAN DE PRODUO EM UMA EMPRESA DO SETOR MDICOCIRRGICO
Lucas Irineu Tosta (UNIFEI) lucasitosta@yahoo.com.br Mona Liza Moura de Oliveira (UNIFEI) monaoli@yahoo.com.br Luiz Gonzaga Mariano de Souza (UNIFEI) gonzaga@unifei.edu.br
Dentro de uma organizao os processos e as atividades so os meios de agregao de valor aos produtos e servios para o atendimento dos clientes. O gerenciamento destes processos, com a finalidade de melhor-los, requer uma avaliao crtiica das prticas da organizao como um todo. O mapeamento de processos, seja qual for a tcnica empregada, uma ferramenta de compreenso imediata da cadeia produtiva que possibilita a melhoria contnua das atividades a partir de princpios especficos de produo, como a reduo dos sete tipos de desperdcios Lean e outros conceitos relacionados ao Lean Manufacturing System: filosofia criada em 1959 pela empresa automobilistica Toyota Motor Company. Neste contexto, o presente artigo faz uma anlise crtica do mapeamento de processos tipo mapofluxograma a partir de um estudo de caso cuja tcnica foi utilizada como ferramenta no processo de identificao de Kaizens para a implementao inicial dos conceitos Lean Manufacturing dentro da linha analizada, possibilitando a elevao de pontos positivos e negativos do mapofluxograma, as dificuldades encontradas durante o mapeamento, e a determinao de futuros trabalhos de melhorias no fluxo de produo do equipamento DUO+, fabricado pela empresa Futur Medical System/Depuy Mitek-USA. Palavras-chaves: Mapeamento de Processos, Mapofluxograma, Kaizen, Lean Manufacturing, Desperdcios Lean e Setor MdicoCirrgico
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
1. Introduo Dentro de uma organizao os processos e as atividades so os meios de agregao de valor aos produtos e servios para o atendimento dos clientes. O gerenciamento destes processos, com a finalidade de melhor-los, requer uma avaliao crtica das prticas da organizao produtiva como um todo. O mapeamento de processos, seja qual for a tcnica empregada, uma ferramenta de visualizao completa e de compreenso imediata das atividades executadas, tornando-se a estrutura bsica para a anlise dos pontos de melhorias a fim de reduzir os recursos empregados na produo (CORREIA et al, 2002). Do mesmo modo, Taylor (1978) j evidenciava a importncia do registro dos mtodos de trabalho, para que posteriormente eles fossem disseminados junto aos demais trabalhadores e servissem de ponto de partida para o contnuo aprimoramento. Porm, a tomada de deciso de mudanas para o aprimoramento contnuo dos processos deve ser fundamentada em metodologias de produo que proporcionem resultados positivos para o fluxo de transformao do produto. Nesse contexto, a Toyota Motor Company foi pioneira no desenvolvimento de uma filosofia especfica de produo, culminando no que se conhece hoje como o processo de produo enxuto: o Lean Manufacturing System (GOULART, 2008). Baseados nos conceitos acima, o objetivo deste artigo realizar uma anlise crtica de uma aplicao da tcnica de mapeamento de processos tipo mapofluxograma como uma ferramenta de identificao de Kaizens no processo inicial de implementao dos conceitos Lean Manufacturing de produo, possibilitando a elevao de pontos positivos e negativos da tcnica em relao ao contexto, as dificuldades encontradas durante o mapeamento, e a determinao de futuros trabalhos de melhoria da cadeia produtiva. 2. Mapeamento de Processos Para Davenport (1994) processo uma ordenao especfica das atividades de trabalho no tempo e no espao, com um comeo e um fim, inputs/outputs claramente identificados, e uma estrutura favorvel para ao. J Harrington (1993) o define como sendo um grupo de tarefas interligadas e regidas por uma lgica, que utiliza recursos para gerar resultados pr-definidos de forma a sustentar os objetivos da organizao. Do mesmo modo, segundo Johansson (1995), processo o conjunto de atividades ligadas que tomam um insumo e o transformam para criar um resultado esperado. O mesmo autor ainda destaca a importncia da compreenso destes processos para os resultados das empresas, pois eles representam a chave para o sucesso em qualquer negcio. Uma organizao to efetiva quanto os seus processos, pois estes so os responsveis pelo que ser ofertado ao cliente, justificando, por conseqncia, a necessidade contnua de melhoria destas etapas. Contudo, para a implantao de melhorias, essencial que o sistema produtivo seja estudado globalmente antes que se tente buscar informaes mais detalhadas sobre cada atividade. Este tipo de estudo inclui, na maioria dos casos, uma anlise completa da cadeia produtiva existente, ou seja, uma anlise de cada um dos passos que compem o processo de fabricao, bem como as relaes existentes entre eles (BARNES, 1977). Segundo Soliman (1999), a tcnica de mapeamento de processos usada para detalhar esta cadeia de negcios, focando os elementos importantes que influenciam no seu comportamento atual. Mapear ajuda a identificar as fontes de desperdcios, fornecendo uma linguagem comum para tratar dos processos de manufatura e servios. De acordo com Leal (2003),
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
mapear tambm torna as decises sobre os fluxos visveis, de maneira em que se possa discuti-las a fim de agregar conceitos e tcnicas enxutas de produo dentro da cadeia produtiva. Esta ao permite a criao de uma base slida para a implementao e gerenciamento de novos fluxos de materiais e informaes dentro da organizao. Em geral, o mapeamento das atividades produtivas pode melhorar o foco da organizao no cliente, auxiliar na eliminao das operaes que no agregam valor ao produto e reduzir a complexidade do processo global de produo (AGUIAR e WESTON, 1993). O mapeamento de processos pode promover mais especificamente a reduo de custos, o aumento da produo e venda dos produtos, a reduo dos refugos e o melhor aproveitamento dos recursos envolvidos nos processos, elevando conseqentemente a rentabilidade da empresa e solucionando inmeros problemas (MATOS, 2000). Porm, antes de qualquer resultado preciso aplicar e gerir as tcnicas de mapeamento de maneira correta. Segundo Ernest & Young (1997) o mapeamento de processos um mecanismo que retrata a situao real da cadeia de atividades, permitindo descrever uma viso futura dos processos de negcios a partir de uma anlise detalhada do esquema atual de produo, abrindo caminho para o processo de melhoria das atividades. A partir deste desenho futuro do sistema, a tomada de deciso para implantao das mudanas deve ser fundamentada em metodologias que proporcionem resultados positivos para o fluxo de transformao do produto, como por exemplo, o uso da filosofia Just in Time (JIT) de produo, nascida em 1959 na montadora automobilstica japonesa Toyota. Para Soliman (1999), os elementos mais importantes e fundamentais da anlise de processos so as ferramentas de mapeamento e o seu completo entendimento. Segundo Barnes (1982), existe quatro enfoques principais que tais ferramentas devem considerar perante o desenvolvimento de possveis melhorias a partir do mapeamento de processos. So eles: a eliminao de todo trabalho desnecessrio, a combinao de operaes ou elementos, a modificao das seqncias das operaes e a simplificao das operaes essenciais. Kettinger (1997), diz que a fim de possibilitar a concretizao destes enfoques existem no mnimo setenta e duas tcnicas utilizadas para mapear e reorganizar processos. Dentre as tcnicas encontradas na literatura pode-se citar: o fluxograma, o mapofluxograma, o UML, o DFD, o IDEF0 e o Value Stream Mapping, que segundo Hohmann (2008), um mapeamento descritivo do fluxo de agregao de valor ao produto durante sua fabricao. Em resumo, a literatura apresenta vrias tcnicas de mapeamento com diferentes enfoques e utilidades, e a correta interpretao destas tcnicas torna-se fundamental nos processos de mapeamento, anlises dos resultados e implementao das melhorias (LEAL, 2003). Para a completa compreenso do presente artigo e da anlise realizada, segue a descrio do tipo de mapeamento empregado neste estudo de caso: o mapofluxograma. 2.1 A Tcnica Mapofluxograma Um fluxograma do processo, segundo Fitzsimmons e Fitzsimmons (2000), um recurso visual utilizado pelos engenheiros de produo para analisar sistemas produtivos, buscando identificar oportunidades de melhorar a eficincia dos processos. Barnes (1937), em sua obra clssica Motion and Time Study, descreve o fluxograma do processo como uma ferramenta a fim de facilitar a compreenso da rede de atividades e suas posteriores melhorias. Este grfico representa os diversos passos ou eventos que ocorrem durante a execuo de uma tarefa especfica, ou durante uma srie de aes. Neste tipo de mapeamento so utilizados alguns smbolos padronizados, representando os elementos do processo e a relao lgica entre eles.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Logo, a fim de se visualizar melhor os processos e o fluxo percorrido pelo produto ao longo de sua agregao de valor dentro da empresa, um tipo particular de mapeamento realizado sobre uma planta (mapa) de edifcio, ou sobre a rea em que a atividade se desenvolve. Desenham-se linhas nesta planta para se mostrar a direo do movimento. Desta forma, os smbolos do grfico do fluxo do processo so inseridos nas linhas para indicar o que est sendo executado. Esta representao recebe o nome de mapofluxograma (BARNES, 1982). O mapeamento de processos tipo mapofluxograma usado principalmente quando existe interesse em analisar e destacar os tipos de atividades realizadas nos centros de trabalho por onde passam os itens em processamento. Assim, o mapofluxograma do processo torna-se importante a partir do momento que o deslocamento torna-se parte relevante no processo (CORREIA et al, 2002). Sua grande vantagem a possibilidade de visualizao das atividades atreladas ao layout da rea. Este fator favorece, sobretudo, as atividades de transportes de matrias-primas, de componentes e de produtos acabados, que podem ter suas rotas definidas no mapa, permitindo que as melhorias possam ser propostas e que o layout de um atelier de produo, por exemplo, possa ser levado em considerao durante a fase de definio das melhorias dos processos (LEAL, 2003). Alm, claro, da relativa facilidade de aplicao desta tcnica quando comparado aos outros mtodos de mapeamento de processos. Segundo Batista et al. (2006), os defeitos tpicos de uma linha de produo esto relacionados s atividades desnecessrias, s possibilidades de agrupar e combinar processos, aos movimentos longos, s mudanas de direo do fluxo, aos retornos e cruzamentos do fluxo produtivo, aos pontos de congestionamento de trfego, e por fim, localizao das reas de estoque em relao s reas de trabalho e expedio. E, de acordo com o mesmo autor, todos estes problemas podem ser evidenciados com o uso do mapeamento de processos tipo mapofluxograma. 3. Lean Manufacturing Segundo Corra & Gianesi (1996), no mundo Ocidental tem se verificado um movimento de reconhecimento do papel estratgico da manufatura na otimizao dos processos produtivos e na reduo de seus custos. Muitas empresas tem se empenhado na implementao de processos de transformao de acordo com as tcnicas da filosofia de produo enxuta (Lean Production), motivando iniciativas de se adaptar a essas tcnicas para sobreviver crescente competitividade gerada por um mercado cada vez mais exigente. Segundo Monden (1993), o Sistema Toyota de Produo, ou de forma mais ampla, o Lean Production System, foi criado pela Toyota Motor Company com o propsito de reduzir custos, aumentar o capital de giro e melhorar a produtividade das organizaes. De acordo com Ohno (1997), pai do Lean, esta filosofia de produo pode ser bem definida pela eliminao de desperdcios e elementos desnecessrios a fim de reduzir custos, conservando a idia bsica de produzir apenas o necessrio, no momento certo e na quantidade requerida. Monden diz ainda que a partir desta definio, podem-se reduzir os nveis dos inventrios intermedirios, dos estoques de matrias-primas e dos estoques de produtos acabados; e que o principal meio de reduo destes custos a eliminao do excesso de mo de obra ou do prprio inventrio. O sistema Lean de produo constitudo por dois pilares principais e cinco princpios que o rege, nos fornecendo definies importantes. Seus dois principais pilares de sustentao so o just-in-time (recebimento e disposio de produtos e materiais apenas na hora e na quantidade necessrias) e a autonomao (automao com toque humano, ou seja, mquinas com dispositivos que impedem a fabricao de produtos defeituosos no caso de anormalidades) (OHNO, 1997). J, seus cinco princpios podem ser definidos como: Valor, Cadeia de valor,
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Fluxo, Produo puxada e Perfeio (WOMACK & JONES, 1998). De acordo com o Lean Institute (2009) e Womack & Jones (1998) valor o contedo inerente de um produto segundo o cliente, refletindo em seu preo de venda e demanda de mercado. Cadeia de valor so todas as etapas ligadas s tarefas de concepo e lanamento de um novo produto, o gerenciamento destas novas informaes, e as transformaes fsicas dele. Logo, a partir destas definies chega-se ao conceito de fluxo, que realizao progressiva das tarefas ao longo da cadeia de valor, que na melhor das hipteses, existe sem interrupes ou refugos (fluxo contnuo), sendo este fluxo o objeto de estudo do mapeamento de processos. Segundo Rother e Shook (1998), a tcnica de mapeamento comumente utilizada para o desenho do estado atual da empresa e o planejamento futuro para a implantao do Lean o Mapeamento do Fluxo de Valor (Value Stream Mapping), que consiste em uma tcnica para visualizar o processo produtivo como um todo, representando tanto o fluxo de material como o de informao, auxiliando na melhoria de desempenho do processo produtivo por meio da identificao dos desperdcios e suas fontes. Porm, em muitas ocasies, esta ferramenta complexa e requer inmeras informaes globais para a sua concepo, o que pode tornar esta tarefa um pouco penosa diante da necessidade de uma pr-organizao do sistema, ou de apenas uma parte dele, para a implementao inicial dos conceitos enxutos de produo. A utilizao de outras tcnicas de mapeamento julgadas adequadas como suporte implementao inicial do Lean Manufacturing (como por exemplo, o mapofluxograma de processos) comumente utilizada, auxiliando na identificao dos sete tipos de desperdcios possveis da cadeia produtiva e no seu desenho futuro, aps a definio das melhorias. 3.1 Os Sete Tipos de Desperdcios Lean Para Harrisson (1992) o que distingue o Just in Time de outras abordagens de aprimoramento de desempenho de empresas so trs razes: o envolvimento dos funcionrios na produo, o esforo de aprimoramento contnuo e, principalmente, a eliminao de desperdcios. Voss (1987), diz que o Lean uma abordagem que visa aprimorar a produtividade global e, sobretudo, eliminar os desperdcios da produo, possibilitando a reduo dos custos. Porm, estas no so tarefas simples. De acordo com Hohmann apud Ohno (1997), para eliminar completamente os desperdcios importante considerar dois princpios: Aumentar a produtividade do sistema tem sentido apenas se ao mesmo tempo ela permitir uma reduo dos custos ou o no aumento dos mesmos. A direo a seguir fabricar apenas os produtos os quais se tem uma necessidade mnima de mo-de-obra; necessrio encontrar o mximo rendimento de cada um dos recursos isolados, e em seguida, do sistema como um todo. Os sete tipos de desperdcios do enfoque Lean segundo Hines e Rich (1997) so: Superproduo: A superproduo considerada um dos principais desperdcios do Lean. Ela tende a conduzir a tempos excessivos de lead time e de armazenamento de produtos acabados, acarretando na identificao tardia dos defeitos e problemas de qualidade. Esperas: Este desperdcio sempre ocorre quando os bens no esto se movendo ou quando no h nenhuma execuo de trabalho sobre eles, onerando as despesas com recursos de produo e com mo-de-obra. Transporte: O terceiro desperdcio envolve os bens que esto sendo movimentados. Tomando por um conceito extremo, todo movimento na fbrica pode ser visto como um
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
desperdcio, e sua minimizao total deve ser buscada. Alm disso, o transporte excessivo dos produtos so as possveis causas da deteriorao das informaes contidas nos feed backs entre os processos, afetando na qualidade das aes corretivas. Super processamento: O processamento excessivo dos produtos ocorre quando solues complexas so encontradas para procedimentos simples. O desperdcio nos processos de fabricao incentiva a superproduo e o transporte desnecessrio de materiais. Estoques inteis: O excesso de inventrio tende a aumentar o Lead Time de produo, impedindo a identificao rpida de problemas, aumentando o espao fisico utilizado, e escondendo outros problemas do sistema. Alm disso, os inventrios desnecessrios oneram os custos de armazenamento da empresa, diminuindo sua competitividade. Movimentos inteis: Os movimentos desnecessrios envolvem a ergonomia dos postos de produo. Tal desperdcio penoso para os operadores, afetando conseqentemente a sua produtividade e a qualidade dos produtos e servios prestados. Peas defeituosas: Este desperdcio afeta os custos diretos de produo. A filosofia Toyota diz que os problemas de qualidade dos produtos devem ser considerados como oportunidades diretas de melhorias, a fim de reduzir os refugos de produo e os recursos consumidos durante o reprocesso destes materiais.
Ohno (1997), entre muitos outros autores, tambm cita o transporte e as esperas como parte dos sete tipos de perdas nas indstrias. Uma possvel soluo para estes desperdcios, bastante evidenciados pela anlise realizada neste artigo, seria a adequao do layout e o uso de ferramentas Lean de produo, como o Kanban por exemplo. Vale relembrar que Batista et al (2006), citado no item 2.1, diz que o mapofluxograma pode evidenciar os seguintes desperdcios Lean do sistema: atividades desnecessrias (super processamento), movimentos longos (movimentos inteis), congestionamentos de fluxos contnuos (esperas e inventrios), a localizao dos estoques em relao s reas de trabalho e as disfunes do fluxo (transportes); fundamentando mais uma vez a tcnica mapofluxograma como uma eficaz ferramenta no processo de identificao de oportunidades de melhoria contnua no sistema. 4. Estudo de Caso O presente estudo de caso consiste em uma anlise crtica de uma aplicao da tcnica de mapeamento de processos tipo mapofluxograma como uma ferramenta de identificao de Kaizens no processo inicial de implementao dos conceitos Lean Manufacturing de produo, possibilitando a elevao de pontos positivos e negativos da tcnica em relao ao contexto, e a determinao de futuras anlises para o atendimento do objetivo final do projeto cujo presente artigo foi embasado: a reduo do tempo de montagem do produto DUO+ dentro da empresa Futur Medical System (FMS) / Depuy Mitek-USA. 4.1 A Empresa e o Produto Analisado A empresa Futur Medical System (FMS) uma empresa manufatureira do setor de tecnologia mdico- cirrgico localizada na cidade de Nice, no sul da Frana. Recentemente incorporada ao grupo Depuy Mitek/USA, ela passou a fazer parte do setor de desenvolvimento e montagem de aparelhos medicais da multinacional Johnson & Johnson, onde trabalha com uma linha de equipamentos que gerenciam fluidos em cirurgias de artroscopia. Estes produtos controlam a presso e a vazo de fluidos de trabalho durante a operao, fornecendo a visualizao interna das articulaes e possibilitando o processo cirrgico do paciente (DEPUY MITEK, 2009). O estudo foi realizado dentro do atelier de produo da empresa onde o processo de fabricao de seu principal produto, o gerenciador de fluidos DUO+, foi utilizado como
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
exemplo para os estudos e anlises da aplicao do mapeamento tipo mapofluxograma, a fim de facilitar a implantao dos conceitos Lean e reduzir o tempo de montagem na linha. O DUO+ composto por cerca de 200 peas diferentes em 30 subconjuntos, cujo processo de fabricao consiste basicamente em montagens manuais distribudas em seis grandes etapas, alm das atividades intermedirias de controle de qualidade e o controle final do produto. As principais etapas de fabricao do DUO+ so: montagem de subconjuntos, montagem da face frontal, montagem da face traseira, montagem do chassi, montagem do cap e, por fim, a montagem final do produto, alm de seus respectivos controles de qualidade. Estes processos so relativamente simples, porm eles devem seguir rigorosas normas do setor medical que assegure a qualidade e a segurana do produto final, uma vez que este pode colocar o bem estar e a vida de seres humanos em risco, tornando-se assim um ponto de dificuldade e de especial ateno no processo de melhoria no fluxo de produo do DUO+. 4.2 Metodologia de Estudo: Estado Atual x Kaizens Lean x Estado Futuro Segundo Batista et al (2006) para se construir um mapofluxograma, a princpio, realiza-se a definio do processo e o desenho em planta do arranjo fsico detalhado dos centros de trabalho envolvidos no processo em estudo, adotando uma conveno grfica que identifica as atividades realizadas durante o processamento, o sentido dessas atividades e a sua seqncia de execuo. Ainda segundo o mesmo autor, necessrio definir os componentes a serem acompanhados durante o fluxo de agregao de valor do produto, de modo a simplificar o mapeamento e representar ao mximo possvel o fluxo real do equipamento completo. Dentre as principais partes do equipamento DUO+ foram escolhidos seis componentes cujas funcionalidades so diferentes entre si, a fim de representar o fluxo global da cadeia produtiva FMS sobre sua planta. Cada componente escolhido foi acompanhado passo a passo durante o seu processo de transformao, criando o retrato atual do fluxo produtivo DUO+ atravs da utilizao da simbologia detalhada na Tabela 1. Os componentes escolhidos para o mapeamento dos seus processos foram: placa eletrnica, teclado, face traseira (placa base), motores, face frontal (placa base) e o eletrom; sendo a placa eletrnica a escolhida para a apresentao dos resultados neste artigo, uma vez que ela apresenta as caractersticas mais prximas da cadeia produtiva completa do DUO+. Aliada s ferramentas de mapeamento de processos, o levantamento de informaes auxiliares torna a anlise do processo mais precisa e prxima da realidade (LEAL, 2003). Assim, a cada operao mapeada do atelier de produo foi atribudo o tempo padro da atividade, fornecendo ao final o tempo de montagem DUO+ em relao ao componente analisado, bem como a composio relativa desse tempo em relao aos diferentes grupos de atividades. A partir do estado atual dos fluxos, dos conceitos do JIT e das necessidades da empresa, podese desenhar um estado futuro ideal para o fluxo produtivo da organizao, focando na reduo dos sete tipos de desperdcios do sistema. Conseqentemente, puderam-se definir os Kaizens FMS, a fim de reduzir o tempo de montagem do produto e definir outras possveis melhorias. Segue tambm na Tabela 1 a simbologia utilizada nos mapas futuros DUO+.
Smbolo Significado Comeo/Fim de processos Operao Smbolo Significado Kanban de produo Kanban de aprovisionamento
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Controle Esperas Transporte Estoques Documentos e registros Fonte: Adaptado de Leal apud Barnes (1937) e de Lean Institute (2009)
Puxada de material Operao que agrega valor Operao que no agrega valor Informao Fluxo de material
Tabela 1 Simbologia utilizada nos mapofluxogramas atuais e futuros das atividades de produo DUO+
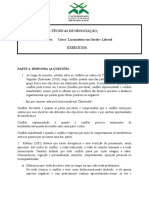
4.3 Resultados, Comparaes e Consideraes A partir do mapofluxograma de processos, e do acompanhamento das atividades sobre os componentes citados na sesso anterior, pode-se definir o estado atual do fluxo de produo da empresa. O Anexo 1, que o mapa do fluxo produtivo atual da placa eletrnica, ilustra o esquema geral destas representaes, a simbologia utilizada para evidenciar cada etapa de produo e sua agregao de valor. Os transportes entre os setores e as esperas/estoques gerados por uma clssica linha de produo de fluxo empurrado, tambm so evidenciados. A segunda etapa, detalhada no Anexo 2, foi a definio de possveis melhorias (Kaizens FMS) sobre a linha de produo do equipamento analisado. A partir da anlise do mapofluxograma atual, das necessidades da empresa e dos conceitos Lean Manufacturing de produo, sobretudo os sete tipos de desperdcios, pode-se determinar pontos de melhorias especficas para o atelier DUO+, como por exemplo, a supresso das atividades que no agregavam nenhum valor ao produto (supresso do controle de qualidade da face frontal), os transportes excessivos devido s disfunes do layout (controle de qualidade da face traseira), e as grandes quantidades de materiais em processamento (produo empurrada e linhas no equilibradas). No Anexo 3 encontra-se a relao detalhada dos processos mapeados, os pontos de gerao de informao, a curva resumo do mapofluxograma e os tempos estimados de cada operao, que possibilitaram a realizao de uma anlise comparativa dos ganhos com a aplicao dos Kaizens em relao ao estado atual dos processos. Pode-se verificar portanto que a partir de um estado futuro idealizado (detalhado no Anexo 4 e Anexo 5), e dos conceitos enxutos de produo, possvel reduzir os sete desperdcios Lean, diminuindo o tempo de montagem do produto. Nota-se na Figura 1 por exemplo, proveniente da anlise dos tempos de produo no estado atual e futuro do atelier, uma significativa reduo nos processos que no agregam valor ao produto, refletindo numa possvel reduo de cerca 30% do tempo de montagem do DUO+ em relao a sua placa eletrnica, sem alterar as caractersticas ou a qualidade final do equipamento.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Figura 1 Composio Atual e Futura dos tempos de montagem do DUO+ em relao sua carta eletrnica
5. Anlise Crtica da Tcnica Mapofluxograma no Processo de Identificao de Kaizens Mais que avaliar os resultados do mapeamento, o mais importante neste artigo avaliao da tcnica utilizada. No geral, o mapofluxograma de processos se mostrou uma tcnica eficaz no processo de definio do estado atual da produo FMS. Do mesmo modo, ela possibilitou a determinao de pontos que, quando confrontados com os conceitos Lean de produo e os sete tipos de desperdcios, se apresentam como potenciais fontes de melhorias. O mapofluxograma do sistema produtivo DUO+ identificou os processos que no agregavam valor ao produto, os problemas de qualidade, os transportes excessivos dos materiais (conseqncia da disfuno do layout das operaes), as esperas na linha e os estoques intermedirios existentes. Porm, em algumas situaes a tcnica se mostra incompleta e superficial, como na abordagem de implementao do Kanban e nas mtricas de capacidade e produtividade do sistema, indispensveis para o balanceamento das linhas de produo. Em resumo, dentro do caso analisado, a tcnica se mostrou bastante eficaz, principalmente na identificao dos desperdcios de transportes e esperas, comprovando sua aplicao de origem. O estudo deixa claro que, para a implantao do sistema Lean Manufacturing, o mapofluxograma deve ser utilizado como suporte e como um meio de alcance da condio bsica de organizao do sistema, no substituindo jamais a tcnica Value Stream Mapping de mapeamento de processos, citada na literatura deste artigo. Seguem na Tabela 2 os pontos positivos e negativos da ferramenta de mapeamento analisada.
Pontos Positivos Facilidade de aplicao Viso geral do sistema produtivo Identificao das inter-relaes entre os processos Pontos Negativos Tcnica superficial em dados numricos No aborda Kanban e Work in Process No aborda recursos empregados na produo
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Identificao da relao processo/layout Fcil identificao de transportes Uso informaes complementares Imediata compreenso e sntese dos resultados
No aborda capacidade e produtividade No aborda fluxo de informao Aborda um componente do produto por vez Dificuldade de anlise do fluxo do produto completo
Tabela 2 Anlise do mapofluxograma como ferramenta de identificao de Kaizens Lean
6. Concluso O mapeamento de processos realizado possibilitou a visualizao completa da cadeia produtiva do DUO+ atravs de uma representao padronizada das informaes. O mapofluxograma permitiu a descoberta de pontos de melhoria contnua dentro dos processos de agregao de valor dos produtos FMS, comprovando sua eficcia como ferramenta na identificao de Kaizens a fim de implantar conceitos enxutos de fabricao. Vale destacar, porm, que o mapofluxograma tem suas limitaes. A tcnica se mostrou bastante eficaz perante a reduo dos desperdcios de transporte por exemplo, elevando as disfunes do layout. Contudo fica evidente sua superficialidade de anlise e de soluo de problemas em outros aspectos, levando a concluso de que ela no deve substituir o Value Stream Mapping como mapeamento de processos durante a implantao do JIT, e sim, ser utilizada como uma ferramenta de suporte, tornando-se um bom incio para a implantao de hbitos Lean e de melhorias contnuas dentro das organizaes. Aps esta pr-organizao do sistema de fabricao DUO+, pode-se propor a aplicao de trabalhos futuros para a melhoria contnua dos processos produtivos em questo: o mapeamento da cadeia de valor do produto (VSM), o balanceamento da linha de produo, o estudo dos micros movimentos durante a montagem do DUO+ e a aplicao de ferramentas clssicas do Lean Manufacturing ao atelier FMS, como o 5S e o Kanban. 7. Agradecimentos Agradecimentos especiais aos orientadores deste artigo, e a empresa Futur Medical System pela oportunidade de realizao do trabalho e pela autorizao da publicao dos resultados. Referncias
AGUIAR, M.W.C.; WESTON, R.H. CIM OSA and stochastic time Petri nets for behavior modelling and model handling in CIM systems design and building. Journal of Engineering Manufacturing, p. 85-147, 1993. BARNES, R. M. Estudos de Movimentos e Tempos. So Paulo: Blucher, 1977. BARNES, R. M. Estudo de movimentos e de tempos. So Paulo: Edgard Blcher, 6 ed., 1982. BATISTA, G. R.; LIMA, M. C. C.; GONCALVES, V. S. B.; SOUTO, M. S. M. L. Anlise do processo produtivo: um estudo comparativo dos recursos esquemticos. Artigo XXVI Encontro Nacional de Engenharia de Produo ENEGEP. Fortaleza CE, 2006. CORRA, H. L.; GIANESI, I. G. N. Just in Time, MRP II e OPT: um enfoque estratgico. Atlas: SP, 1996. CORREIA, K. S. A.; LEAL, F.; ALMEIDA, D. A. Mapeamento de Processos: Uma Abordagem para Analise de Processos de Negocio. XXII Encontro Nacional de Engenharia de Produo ENEGEP. Curitiba PR, 2002. DAVENPORT, T. H. Reengenharia de processos. Rio de Janeiro: Campus, 1994. DEPUY MITEK. Site: Depuy Mitek/USA 2009. (http://www.depuymitekfms.com). Acessado em 09/04/2009. ERNST&YOUNG. Metodologia PER para implantao SAP. Manual da empresa Ernst & Young, 1997. FITZSIMMONS, J. A. & FITZSIMMONS, M. J. - Administrao de Servios: operaes, estratgia e
10
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
tecnologia da informao. Porto alegre - RS: 2a ed., Bookman, 2000. GOULART, J. H. V. Utilizao do mapeamento Lean para a implantao de melhorias em uma linha produtiva de sistemas de distribuio eltrica (chicotes eltricos). Trabalho de Graduao UNIFEI/2008. HARRINGTON, J. Aperfeioando processos empresariais. So Paulo: Makron Books, 1993. HARRISON, A. S. Just-in-Time Manufacturing in Perspective. Prentice Hall, NJ, 1992. HINES, P.; RICH, N. The Seven Value Stream Mapping Tools. Lean Enterprise Research Centre, Cardiff Business School, Cardiff-UK, 1997. HOHMANN, C. HC Online Lean Entreprise, 2008. (www.membres.lycos.fr/hconline). Acessado em 08/04/09. JOHANSSON, H. J. Processos de negcios. So Paulo: Pioneira, 1995. KETTINGER, W.; TENG, J.; GUSHA, S. Business process change: a study of methodologies, techniques, and tools. MIS Quarterly, Minneapolis, v.21, n.1, p.55-80, 1997. LEAL, F. Um diagnstico do Processo de atendimento a clientes em uma agencia bancria atravs de mapeamento do processo e simulao computacional. Dissertao de Mestrado - Programa de Ps Graduao em Engenharia de Produo, Universidade Federal de Itajub, MG, 2003. LEAN INSTITUTE. Site : Lean Institute, 2009. (www.leaninstitute.com.br). Acessado em 09/04/2009. MATOS, C. L. Avaliao e Anlise do Desempenho dos Processos de Servio, numa Agncia Bancria, sob a tica de seus Clientes e Funcionrios da Linha de Frente. Mestrado em Eng. Produo - Programa de Ps Graduao em Engenharia de Produo, Universidade Federal de Santa Catarina, Florianpolis, SC, 2000. MONDEN, Y. Toyota Production System. Champman & Hall, NY, 1993. OHNO, T. Sistema Toyota de Produo: Alm da Produo em Larga Escala. Porto Alegre, Bookman, 1997. ROTHER, M. & SHOOK, J. Aprendendo a Enxergar. Lean Institute Brasil, So Paulo, 1998. SOLIMAN, F. Optimum level of process mapping and least cost business process reengineering. International Journal of Operations Production Management, p.810-816, 1999. TAYLOR, F. W. Princpios de Administrao Cientfica. Ed. Atlas, So Paulo, 1978. VOSS, C. A. Just-In-Time manufacture. Springer/Verlag, London-UK, 1987 WOMACK, J.P., JONES, D.T. A mentalidade enxuta nas empresas. Rio de Janeiro: Campus, 1998.
ANEXOS Anexo 1 Mapofluxograma do Estado Atual: Placa Eletrnica
11
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Anexo 2 Pontos de Melhoria Contnua: Kaizens FMS
Anexo 3 Curvas e Tempos do Mapofluxograma do Estado Atual: Placa Eletrnica
12
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
Anexo 4 Mapofluxograma do Estado Futuro: Placa Eletrnica
Anexo 5 Curvas e Tempos do Mapofluxograma do Estado Futuro: Placa Eletrnica
14
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
A Engenharia de Produo e o Desenvolvimento Sustentvel: Integrando Tecnologia e Gesto
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
15
Вам также может понравиться
- Arte Como Encruzilhada - Moacir Dos AnjosДокумент6 страницArte Como Encruzilhada - Moacir Dos AnjosLucas de VasconcellosОценок пока нет
- Estudo I - O Propósito Do Evangelho de JoãoДокумент3 страницыEstudo I - O Propósito Do Evangelho de JoãoGustavo FernandoОценок пока нет
- Historia Do Mpla PDFДокумент5 страницHistoria Do Mpla PDFPaulo Maier100% (1)
- O Paradigma Da Influencia Digital Nos Processos Culturais e Sociais Da Humanidade No Seculo XxiДокумент8 страницO Paradigma Da Influencia Digital Nos Processos Culturais e Sociais Da Humanidade No Seculo XxiBernardo EmeryОценок пока нет
- Lei Contra A Violencia DomesticaДокумент7 страницLei Contra A Violencia DomesticaLeviatã Leviatã Rainho0% (1)
- AM2-funcoes Varias Variaveis Parte2Документ15 страницAM2-funcoes Varias Variaveis Parte2CUSTSILVAОценок пока нет
- Moda e Arte - ResumoДокумент3 страницыModa e Arte - ResumoDaiany de LimaОценок пока нет
- Questoes Psicologia PersonalidadeДокумент3 страницыQuestoes Psicologia PersonalidadedannhalabeОценок пока нет
- Butsudan 090722233930 Phpapp01Документ13 страницButsudan 090722233930 Phpapp01Guilherme Henrique Minoru Yamaji100% (1)
- SÍNDROME de BURNOUT - Cartilha (Por Michael Rocha)Документ5 страницSÍNDROME de BURNOUT - Cartilha (Por Michael Rocha)Michael A. Rocha - Pesquise algo --)67% (3)
- Exercicios 1Документ11 страницExercicios 1Rita SaquinaОценок пока нет
- Aulas Completas de Ecologia, Biomas, Ecossistemas, Cadeias Alimentares, Conceito de Espécie, Comunidades Ecológicas, Nicho Ecológico e Afins.Документ35 страницAulas Completas de Ecologia, Biomas, Ecossistemas, Cadeias Alimentares, Conceito de Espécie, Comunidades Ecológicas, Nicho Ecológico e Afins.Alan DemarcosОценок пока нет
- Jesus Cristo É YhwhДокумент22 страницыJesus Cristo É YhwhEduardo SantosОценок пока нет
- Gestão Na Estrutura de SistemasДокумент437 страницGestão Na Estrutura de SistemasImre KissОценок пока нет
- (Emílio Salgueiro) Psicose Experimental Pela Psil PDFДокумент119 страниц(Emílio Salgueiro) Psicose Experimental Pela Psil PDFLetíciaОценок пока нет
- Catálogo Micromotores - WhatsДокумент9 страницCatálogo Micromotores - WhatsMendizita MendiОценок пока нет
- 1deolindo e GenovevaДокумент8 страниц1deolindo e GenovevaDjair PauloОценок пока нет
- Hino Jubileu Diocesano de Piracicaba PDFДокумент1 страницаHino Jubileu Diocesano de Piracicaba PDFGenival da SilvaОценок пока нет
- A Importância Da Brincadeira Como Princípio Educativo Na Educação InfantilДокумент2 страницыA Importância Da Brincadeira Como Princípio Educativo Na Educação InfantilDouglas OliveiraОценок пока нет
- A Lenda Arturiana Nas Literaturas Da Peninsula IbericaДокумент272 страницыA Lenda Arturiana Nas Literaturas Da Peninsula IbericaSwami Prem Bodhakara0% (1)
- Casanova - Stefan Zweig PDFДокумент53 страницыCasanova - Stefan Zweig PDFAlfa MaxОценок пока нет
- A Bibliografia em Que Se Fundará Carlos Nougué Nos Cinco Anos Da Escola TomistaДокумент12 страницA Bibliografia em Que Se Fundará Carlos Nougué Nos Cinco Anos Da Escola TomistaEnzo PiresОценок пока нет
- Planejamento Financeiro PDFДокумент65 страницPlanejamento Financeiro PDFRaimundoAssis100% (1)
- DUARTE, Rodrigo - Deslocamentos Na ArteДокумент538 страницDUARTE, Rodrigo - Deslocamentos Na ArteMarilia Bezerra100% (1)
- Fazer Teste - Avaliação Geral Da Disciplina - Processos ..Документ9 страницFazer Teste - Avaliação Geral Da Disciplina - Processos ..Giovanni Cirino CabralОценок пока нет
- Literatura Angolana e Ondjaki - Memória e Identidade (Trabalho Final)Документ14 страницLiteratura Angolana e Ondjaki - Memória e Identidade (Trabalho Final)Paula BessaОценок пока нет
- Processos Intergrupais - Introdução Ao Conceito de GrupoДокумент7 страницProcessos Intergrupais - Introdução Ao Conceito de GrupoYuri FerreiraОценок пока нет
- D) Texto - Inclusão Dos Esportes - Sem RespostaДокумент2 страницыD) Texto - Inclusão Dos Esportes - Sem Respostaedson100% (4)
- GranovetterДокумент2 страницыGranovetterolimpio funganhaОценок пока нет
- Oralidade e Escrita Nos PCN de LPДокумент4 страницыOralidade e Escrita Nos PCN de LPleticia.stortoОценок пока нет