Вам также может понравиться
- Note de Calcul PoteauДокумент15 страницNote de Calcul PoteauOlivier Rack Royal100% (1)
- La Pose Du Papier-PeintДокумент8 страницLa Pose Du Papier-PeintYassou YasminouОценок пока нет
- II - Alliages Ferreux - Aciers & FontesДокумент154 страницыII - Alliages Ferreux - Aciers & FontesTimo ShmittОценок пока нет
- Etude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFДокумент89 страницEtude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFmouadОценок пока нет
- Ec5 2003 Correction Exercices v1Документ48 страницEc5 2003 Correction Exercices v1raphael.dauchez100% (10)
- Calcul Tuyauterie BanidesДокумент2 страницыCalcul Tuyauterie BanidesKadourSelloumОценок пока нет
- MAROC TUNISIE DA 9 Cartographie DéchetsTextilesДокумент61 страницаMAROC TUNISIE DA 9 Cartographie DéchetsTextilesNawfal KettaniОценок пока нет
- Règlements de Classement - en Vigueur - 12072023Документ26 страницRèglements de Classement - en Vigueur - 12072023DJ MEGAОценок пока нет
- Autoclave VerticalДокумент2 страницыAutoclave VerticalMarc Teissandier100% (1)
- 1chap1 (1) Bétons-GénéralitésДокумент5 страниц1chap1 (1) Bétons-GénéralitésAbd ElmalikОценок пока нет
- PAMITHERM CI Electronics Datasheet - 0Документ1 страницаPAMITHERM CI Electronics Datasheet - 0Toto TitiОценок пока нет
- Nexans Outillage de PR Paration Pour...Документ24 страницыNexans Outillage de PR Paration Pour...tekampatrick45Оценок пока нет
- Les Systemes EtancheiteДокумент10 страницLes Systemes EtancheitemanuelaaaОценок пока нет
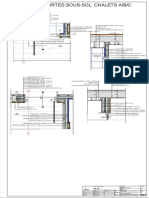
- A10-6 - Détails Portes Sous-SolДокумент1 страницаA10-6 - Détails Portes Sous-SolAndrei GoganОценок пока нет
- CourroieДокумент16 страницCourroiemessaoudiОценок пока нет
- Monter Etagere Sur Tasseaux PDFДокумент4 страницыMonter Etagere Sur Tasseaux PDFKhaled GarrigusОценок пока нет
- Corrosion Protection PDFДокумент5 страницCorrosion Protection PDFmaraghni_hassine7592Оценок пока нет
- Rapport EREP Audit RomainvilleДокумент105 страницRapport EREP Audit RomainvilleStephane AyangmaОценок пока нет
- Différents Acier Pour Le Traitement Thermique - Sarl DassonvilleДокумент7 страницDifférents Acier Pour Le Traitement Thermique - Sarl DassonvilleAyoub BOUFTINIОценок пока нет
- COMPTE RenduДокумент4 страницыCOMPTE Renduۥٰ ۥٰ ۥٰ ۥٰОценок пока нет
- XG 334V1 PDFДокумент31 страницаXG 334V1 PDFMario Rodriguez JuradoОценок пока нет
- Chapitre VI Bétons Et Pathologies PDFДокумент34 страницыChapitre VI Bétons Et Pathologies PDFAbdel Moussa100% (2)
- Document 38Документ240 страницDocument 38xxxОценок пока нет
- DallageДокумент4 страницыDallageRifi MohamedОценок пока нет
- Memoire PDFДокумент324 страницыMemoire PDFhammoucheОценок пока нет
- CCF Bac A OrduresДокумент3 страницыCCF Bac A OrduresReda DahmanОценок пока нет