Вам также может понравиться
- Engineering Applications: A Project Resource BookОт EverandEngineering Applications: A Project Resource BookРейтинг: 2.5 из 5 звезд2.5/5 (1)
- Applsci 09 00479Документ25 страницApplsci 09 00479Ashu DeshawerОценок пока нет
- Karima 1994Документ12 страницKarima 1994Aditya DeoleОценок пока нет
- Wa0000.Документ6 страницWa0000.Quality DynamicОценок пока нет
- Optimization of Machining Processes Using The AOPTIMIZATION OF MACHINING PROCESSES USING BC Method and Genetic AlgorithmДокумент12 страницOptimization of Machining Processes Using The AOPTIMIZATION OF MACHINING PROCESSES USING BC Method and Genetic AlgorithmPredrag IvkovicОценок пока нет
- CNC Machine ToolДокумент9 страницCNC Machine ToolNaing Lin ooОценок пока нет
- Advanced Simulation of NC Turning OperationsДокумент13 страницAdvanced Simulation of NC Turning OperationsSri VathsenОценок пока нет
- Predicting Surface RoughnessДокумент12 страницPredicting Surface RoughnessGek CagatanОценок пока нет
- Machining Processes: Springerbriefs in Applied Sciences and Technology August 2013Документ3 страницыMachining Processes: Springerbriefs in Applied Sciences and Technology August 2013Azeez AdebayoОценок пока нет
- Ijaiem 2014 03 15 042Документ12 страницIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- An Analytical Cost Estimation Approach For Generic Sheet Metal 3D ModelsДокумент15 страницAn Analytical Cost Estimation Approach For Generic Sheet Metal 3D Modelsmis2hijosОценок пока нет
- An Integrated Framework For Die and Mold Cost Estimation Using Design Features and Tooling ParametersДокумент12 страницAn Integrated Framework For Die and Mold Cost Estimation Using Design Features and Tooling ParametersAnonymous VRspXsmОценок пока нет
- Ijmer 46064551 PDFДокумент7 страницIjmer 46064551 PDFIJMERОценок пока нет
- CIM PaperДокумент17 страницCIM PaperDevarakonda KondayyaОценок пока нет
- Progress Report On MachiningДокумент15 страницProgress Report On MachiningAchmad Nur HusainiОценок пока нет
- Ratchev - 2004 - Milling Error Prediction and Compensation in Machining of Low - Rigidity PartsДокумент13 страницRatchev - 2004 - Milling Error Prediction and Compensation in Machining of Low - Rigidity PartsHui HeОценок пока нет
- Using Virtual Manufacturing Simulation in 3D Cutting Forces PredictionДокумент4 страницыUsing Virtual Manufacturing Simulation in 3D Cutting Forces Predictionravi tejaОценок пока нет
- Cycle Time Reduction in CNC Turning Process Using Six Sigma Methodology - A Manufacturing Case StudyДокумент12 страницCycle Time Reduction in CNC Turning Process Using Six Sigma Methodology - A Manufacturing Case StudyMohamed ElsemaryОценок пока нет
- Kant 2015Документ6 страницKant 2015Temam MohammedОценок пока нет
- Ijapie 2017 02 220Документ7 страницIjapie 2017 02 220Rui MatiasОценок пока нет
- Modelling of An Additive 3D-Printing Process Based On Design of Experiments MethodologyДокумент24 страницыModelling of An Additive 3D-Printing Process Based On Design of Experiments MethodologyAli SarfrazОценок пока нет
- Optimization of Surface Roughness Parameters in Dry TurningДокумент7 страницOptimization of Surface Roughness Parameters in Dry TurningVijay KumarОценок пока нет
- Materials Today: Proceedings: Suthep Butdee, Siridech KunhirunbawonДокумент6 страницMaterials Today: Proceedings: Suthep Butdee, Siridech KunhirunbawonDániel TokodyОценок пока нет
- Review of Hooke and Jeeves MethodДокумент14 страницReview of Hooke and Jeeves MethodaruatscribdОценок пока нет
- Investigation and Analysis of Main Effect and Interaction Effect For Turning of Aluminium Alloy Al7050Документ5 страницInvestigation and Analysis of Main Effect and Interaction Effect For Turning of Aluminium Alloy Al7050Editor IJRITCCОценок пока нет
- Drill Resrach PaperДокумент7 страницDrill Resrach Paperazimshaikh95Оценок пока нет
- Modeling and Optimization of End Milling Machining ProcessДокумент18 страницModeling and Optimization of End Milling Machining ProcessInternational Journal of Research in Engineering and TechnologyОценок пока нет
- Procast 2009 Steel ExampleДокумент11 страницProcast 2009 Steel ExampleKimberly KingОценок пока нет
- Optimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Документ6 страницOptimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Rishikesh GunjalОценок пока нет
- 233 ArticleText 303 1 10 20171206Документ11 страниц233 ArticleText 303 1 10 20171206RAHUL CRОценок пока нет
- Medellin Castillo Zaragoza Siqueiros2019 - Article - DesignAndManufacturingStrategi PDFДокумент16 страницMedellin Castillo Zaragoza Siqueiros2019 - Article - DesignAndManufacturingStrategi PDFajay d1212Оценок пока нет
- IJMSEДокумент13 страницIJMSEShafayat HossainОценок пока нет
- Optimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi TechniqueДокумент8 страницOptimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi TechniqueitiseasyОценок пока нет
- Billet Optimization For Steering Knuckle Using Taguchi MethodologyДокумент5 страницBillet Optimization For Steering Knuckle Using Taguchi MethodologyAnonymous ijGnA6CWEaОценок пока нет
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessДокумент7 страницA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaОценок пока нет
- Research Papers On Advanced Manufacturing TechnologyДокумент4 страницыResearch Papers On Advanced Manufacturing Technologygz8y0espОценок пока нет
- Immune Hill ClimbingДокумент8 страницImmune Hill ClimbingHarun ÇetinОценок пока нет
- Additive Manufacturing Integrated Hybrid Manufacturing and Subtractive Processes Economic Model and AnalysisДокумент17 страницAdditive Manufacturing Integrated Hybrid Manufacturing and Subtractive Processes Economic Model and AnalysisFelipe MarinОценок пока нет
- Analysis of Injection Moulding Machine ProcessДокумент4 страницыAnalysis of Injection Moulding Machine ProcessJagdish KhaireОценок пока нет
- Six Sigma-Based Approach To Optimize Deep Drawing Operation VariablesДокумент22 страницыSix Sigma-Based Approach To Optimize Deep Drawing Operation Variableswhereischinatown100% (2)
- A Review of Optimization Techniques in Metal Cutting ProcessesДокумент21 страницаA Review of Optimization Techniques in Metal Cutting Processesnavabnavab786Оценок пока нет
- An Overview of Optimization Techniques For CNC Milling MachineДокумент4 страницыAn Overview of Optimization Techniques For CNC Milling MachineAllaboyinamahidharОценок пока нет
- An Accuracy-Kyky BalaДокумент20 страницAn Accuracy-Kyky BalaParaschiv DariusОценок пока нет
- Optimization of Machining Parameters in CNC Turning Using Firefly AlgorithmДокумент6 страницOptimization of Machining Parameters in CNC Turning Using Firefly AlgorithmElakkiya KarthicОценок пока нет
- Prediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisДокумент12 страницPrediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisBasavaraj G LОценок пока нет
- 09 - Chapter 1Документ23 страницы09 - Chapter 1Amit TewariОценок пока нет
- Review On Optimization of Machining OperationДокумент10 страницReview On Optimization of Machining OperationSadasiva Rao TОценок пока нет
- 2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFДокумент10 страниц2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFFikri SiplhoОценок пока нет
- An Overview of Optimization Techniques For CNC Milling MachineДокумент4 страницыAn Overview of Optimization Techniques For CNC Milling MachineArif NurrohmanОценок пока нет
- 1 s2.0 S0890695508002332 MainДокумент9 страниц1 s2.0 S0890695508002332 MainEgemen CoşkunОценок пока нет
- Semi-Automated Gating System Design With Optimum Gate and Over Flow Positions For Aluminum HPDCДокумент15 страницSemi-Automated Gating System Design With Optimum Gate and Over Flow Positions For Aluminum HPDCsobheysaidОценок пока нет
- Systematic Layout PlanningДокумент5 страницSystematic Layout PlanningNishant1993Оценок пока нет
- Che Do Cat1Документ7 страницChe Do Cat1Giang Hoai VuОценок пока нет
- Model Prediction of Defects in Sheet Metal Forming ProcessesДокумент12 страницModel Prediction of Defects in Sheet Metal Forming Processeschandra jemyОценок пока нет
- A Review of Machine Learning For The Optimization of Production ProcessДокумент14 страницA Review of Machine Learning For The Optimization of Production Processmustafa sertОценок пока нет
- 1 s2.0 S0007850607602005 MainДокумент25 страниц1 s2.0 S0007850607602005 MainM Vamshi KrrishnaОценок пока нет
- 3047 11934 1 PBДокумент11 страниц3047 11934 1 PBNaygerOrtizSolorzanoОценок пока нет
- Tool WearДокумент13 страницTool Wearsakthistory1922Оценок пока нет
- Mini ProjectДокумент3 страницыMini ProjectgirishchandraejjadaОценок пока нет
- A User's Guide To Capitalism and Schizophrenia Deviations From Deleuze and GuattariДокумент334 страницыA User's Guide To Capitalism and Schizophrenia Deviations From Deleuze and Guattariapi-3857490100% (6)
- Message To St. MatthewДокумент3 страницыMessage To St. MatthewAlvin MotillaОценок пока нет
- Inheritance : Trung Tâm Anh NG Nhung PH M 27N7A KĐT Trung Hòa Nhân Chính - 0946 530 486 - 0964 177 322Документ3 страницыInheritance : Trung Tâm Anh NG Nhung PH M 27N7A KĐT Trung Hòa Nhân Chính - 0946 530 486 - 0964 177 322Trung PhamОценок пока нет
- Problem-Solution Essay Final DraftДокумент4 страницыProblem-Solution Essay Final Draftapi-490864786Оценок пока нет
- Handout For Chapters 1-3 of Bouchaud: 1 DenitionsДокумент10 страницHandout For Chapters 1-3 of Bouchaud: 1 DenitionsStefano DucaОценок пока нет
- Case Study Beta Management Company: Raman Dhiman Indian Institute of Management (Iim), ShillongДокумент8 страницCase Study Beta Management Company: Raman Dhiman Indian Institute of Management (Iim), ShillongFabián Fuentes100% (1)
- Philippine Literature During American PeriodДокумент5 страницPhilippine Literature During American PeriodMi-cha ParkОценок пока нет
- Richards and Wilson Creative TourismДокумент15 страницRichards and Wilson Creative Tourismgrichards1957Оценок пока нет
- Physiotherapy For ChildrenДокумент2 страницыPhysiotherapy For ChildrenCatalina LucaОценок пока нет
- F A T City Workshop NotesДокумент3 страницыF A T City Workshop Notesapi-295119035Оценок пока нет
- Fever and RashДокумент14 страницFever and RashwirdahajaОценок пока нет
- Bunescu-Chilimciuc Rodica Perspective Teoretice Despre Identitatea Social Theoretic Perspectives On Social IdentityДокумент5 страницBunescu-Chilimciuc Rodica Perspective Teoretice Despre Identitatea Social Theoretic Perspectives On Social Identityandreea popaОценок пока нет
- A Triumph of Surgery EnglishДокумент13 страницA Triumph of Surgery EnglishRiya KumariОценок пока нет
- 1Документ13 страниц1Victor AntoОценок пока нет
- Asterisk 10.0.0 Beta1 SummaryДокумент113 страницAsterisk 10.0.0 Beta1 SummaryFaynman EinsteinОценок пока нет
- S.I.M. InnovaДокумент51 страницаS.I.M. InnovaPauline Karen ConcepcionОценок пока нет
- Ebook PDF The Irony of Democracy An Uncommon Introduction To American Politics 17th Edition PDFДокумент42 страницыEbook PDF The Irony of Democracy An Uncommon Introduction To American Politics 17th Edition PDFscott.stokley449100% (39)
- Reflection IntouchablesДокумент2 страницыReflection IntouchablesVictoria ElazarОценок пока нет
- Colour Communication With PSD: Printing The Expected With Process Standard Digital!Документ22 страницыColour Communication With PSD: Printing The Expected With Process Standard Digital!bonafide1978Оценок пока нет
- How To Access Proquest: Off-CampusДокумент9 страницHow To Access Proquest: Off-CampusZav D. NiroОценок пока нет
- Upanikhat-I Garbha A Mughal Translation PDFДокумент18 страницUpanikhat-I Garbha A Mughal Translation PDFReginaldoJurandyrdeMatosОценок пока нет
- Health Assessment Finals Review Flashcards - QuizletДокумент92 страницыHealth Assessment Finals Review Flashcards - QuizletViea Pacaco SivaОценок пока нет
- SSP ReviwerДокумент40 страницSSP ReviwerRick MabutiОценок пока нет
- The Main Ideas in An Apology For PoetryДокумент6 страницThe Main Ideas in An Apology For PoetryShweta kashyap100% (3)
- Diexis in Red by Taylor SwiftДокумент11 страницDiexis in Red by Taylor SwiftNirmana ArtstikaОценок пока нет
- Geoland InProcessingCenterДокумент50 страницGeoland InProcessingCenterjrtnОценок пока нет
- Plate Tectonics QuizДокумент6 страницPlate Tectonics QuizJordan Santos100% (1)
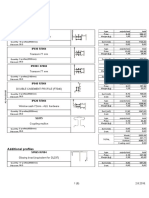
- Lista Materijala WordДокумент8 страницLista Materijala WordAdis MacanovicОценок пока нет
- Chapter 2 - Professinal Ethics Legal LiabilityДокумент29 страницChapter 2 - Professinal Ethics Legal LiabilityThị Hải Yến TrầnОценок пока нет
- Lesson 6 S and V AgreementДокумент6 страницLesson 6 S and V AgreementLinh Ngọc NguyễnОценок пока нет
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchОт EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchРейтинг: 4 из 5 звезд4/5 (10)
- Certified Solidworks Professional Advanced Weldments Exam PreparationОт EverandCertified Solidworks Professional Advanced Weldments Exam PreparationРейтинг: 5 из 5 звезд5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsОт EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsРейтинг: 5 из 5 звезд5/5 (1)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyОт EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyРейтинг: 1.5 из 5 звезд1.5/5 (2)
- Contactless Vital Signs MonitoringОт EverandContactless Vital Signs MonitoringWenjin WangОценок пока нет
- Design Research Through Practice: From the Lab, Field, and ShowroomОт EverandDesign Research Through Practice: From the Lab, Field, and ShowroomРейтинг: 3 из 5 звезд3/5 (7)