Вам также может понравиться
- Metal Cutting Fluids: Meaning, Functions and Types: in Metal Cutting Process Heal Is Generated Due To Following ActionsДокумент3 страницыMetal Cutting Fluids: Meaning, Functions and Types: in Metal Cutting Process Heal Is Generated Due To Following ActionsTulsi ChouhanОценок пока нет
- Production Process - II (Module 3 - Notes) : Elements Mentioned in These NotesДокумент9 страницProduction Process - II (Module 3 - Notes) : Elements Mentioned in These NotesDeepak DevasagayamОценок пока нет
- Sustainable Manufacturing and Cutting TechniquesДокумент30 страницSustainable Manufacturing and Cutting TechniquesAmbati TejaswararaoОценок пока нет
- Chapter-I 1.1 About The Industry: Plastic Should Not Be Confused With The TechnicalДокумент37 страницChapter-I 1.1 About The Industry: Plastic Should Not Be Confused With The Technicalsindhu90Оценок пока нет
- Et 45 2001 PDFДокумент9 страницEt 45 2001 PDFmy09Оценок пока нет
- TS Extruder GuideДокумент11 страницTS Extruder GuideKhaulla AwanОценок пока нет
- Company Catalog BookДокумент43 страницыCompany Catalog BookWaqas KhalidОценок пока нет
- Thermoplastic Polymers in Product DesignДокумент11 страницThermoplastic Polymers in Product DesignJoey Zamir Huerta MamaniОценок пока нет
- Cuttinf FluidsДокумент29 страницCuttinf Fluidsshrikanth100% (1)
- Biogas Production From Decanter Cake of Palm Oil Mill From South IndiaДокумент4 страницыBiogas Production From Decanter Cake of Palm Oil Mill From South IndiaEditor IJTSRDОценок пока нет
- Cutting FluidДокумент8 страницCutting FluidDevarakonda KondayyaОценок пока нет
- Polyester Fibre ManufacturingДокумент16 страницPolyester Fibre ManufacturinghaishpithadiyaОценок пока нет
- 'Business Model and Project'viability' For A Technical Textile Project Based On 2 No Nonwoven Plant Lines'Документ11 страниц'Business Model and Project'viability' For A Technical Textile Project Based On 2 No Nonwoven Plant Lines'Krishna GadodiaОценок пока нет
- Sample of A Business Plan: Jinkyan'S Setters Hair StudioДокумент14 страницSample of A Business Plan: Jinkyan'S Setters Hair StudioAdam Christopher TolosaОценок пока нет
- Project A03 - ICPNAДокумент2 страницыProject A03 - ICPNACarlos Castañeda OkamuraОценок пока нет
- Sealant: Sealant Is A Substance Used To Block The Passage ofДокумент52 страницыSealant: Sealant Is A Substance Used To Block The Passage ofRoland CepedaОценок пока нет
- H1platinum Blonde Virgin Human Hair Wig Sixteenh1wywowДокумент3 страницыH1platinum Blonde Virgin Human Hair Wig Sixteenh1wywowclavelyre2Оценок пока нет
- Term Paper OF Production Technology Topic-Cutting Fluids & Lubricants BYДокумент22 страницыTerm Paper OF Production Technology Topic-Cutting Fluids & Lubricants BYLovepreet SinghОценок пока нет
- Biogas ProductionДокумент6 страницBiogas Productionpaul machariaОценок пока нет
- Environmental, Health, and Safety Guidelines For Pesticide Manufacturing, Formulation, and PackagingДокумент17 страницEnvironmental, Health, and Safety Guidelines For Pesticide Manufacturing, Formulation, and Packagingmaddukuri jagadeesh babuОценок пока нет
- IntroductionДокумент4 страницыIntroductionSadhana GhimireОценок пока нет
- Recycling 2000Документ13 страницRecycling 2000A MahmoodОценок пока нет
- Chapter One: 1.1.vision, Mission, Goals and ObjectivesДокумент7 страницChapter One: 1.1.vision, Mission, Goals and Objectivesmekonnen kasaОценок пока нет
- Cereal Products AssignmentsДокумент9 страницCereal Products AssignmentsSaima100% (1)
- Final Dinesh ProjectДокумент16 страницFinal Dinesh ProjectAravindhan LОценок пока нет
- Hdpe Bottle Jar Traders, Wholesalers and Buyers in JamnagarДокумент46 страницHdpe Bottle Jar Traders, Wholesalers and Buyers in Jamnagarsamir249Оценок пока нет
- Coca Cola Training DevelopmentДокумент65 страницCoca Cola Training DevelopmentMT RAОценок пока нет
- Polyester Fully Drawn YarnДокумент2 страницыPolyester Fully Drawn YarnShoaib ChaudhryОценок пока нет
- Contact Session Slides Rubber Manufacture, Processing and Value Addition - 2015Документ27 страницContact Session Slides Rubber Manufacture, Processing and Value Addition - 2015Chathura Thennakoon100% (1)
- Catalogue Plastic Bottles 2016Документ36 страницCatalogue Plastic Bottles 2016miha3la33Оценок пока нет
- Effect of Sugars On The BiscuitДокумент8 страницEffect of Sugars On The BiscuitlpuntyОценок пока нет
- Business Study On Plastic Industry New FormatДокумент52 страницыBusiness Study On Plastic Industry New Formatimdeepak1Оценок пока нет
- Model Project ProfilesДокумент125 страницModel Project ProfilesMahesh DuraiОценок пока нет
- Polyester Is A Synthetic Fiber Derived From CoalДокумент3 страницыPolyester Is A Synthetic Fiber Derived From Coalshajibur2011Оценок пока нет
- Emulsified and Special MixturesДокумент26 страницEmulsified and Special MixturesharОценок пока нет
- Mineral Water ProjectДокумент11 страницMineral Water ProjectSrinivasareddy DantuОценок пока нет
- Different Types of Plastics and Their Classification: Recycle. Polycarbonate (PC) Is Used in Baby Bottles, Compact DiscsДокумент2 страницыDifferent Types of Plastics and Their Classification: Recycle. Polycarbonate (PC) Is Used in Baby Bottles, Compact DiscsSiddharth GhorpadeОценок пока нет
- POLYESTER FIBRE Manufacturing ProcessДокумент4 страницыPOLYESTER FIBRE Manufacturing Processpraveen917Оценок пока нет
- Cutting FluidДокумент20 страницCutting FluidVickyVenkataramanОценок пока нет
- Rebond DocumentationДокумент35 страницRebond DocumentationHandri YantoОценок пока нет
- Shisha Charcoal and Honeycomb Process FlowДокумент12 страницShisha Charcoal and Honeycomb Process FlowDhiangga JauharyОценок пока нет
- What Is Green Manufacturing?Документ10 страницWhat Is Green Manufacturing?ShankarОценок пока нет
- An Overview of Groundnut Oil Extraction PDFДокумент14 страницAn Overview of Groundnut Oil Extraction PDFAndriatsitohaina RabenaivoОценок пока нет
- A Review of The Properties and Applications of Poly (Methyl Methacrylate) (PMMA)Документ30 страницA Review of The Properties and Applications of Poly (Methyl Methacrylate) (PMMA)Vlad KubinyeczОценок пока нет
- Chimney Solar Dryer ManualДокумент16 страницChimney Solar Dryer ManualHein Lin ThuОценок пока нет
- The Plastic Manufacturing ProcessДокумент2 страницыThe Plastic Manufacturing Processskiran_56Оценок пока нет
- FAO Report On GROUNDNUT OIL PDFДокумент16 страницFAO Report On GROUNDNUT OIL PDFVIRTU 8 HR & IT LLPОценок пока нет
- Blow Molding Plastic ProductsДокумент33 страницыBlow Molding Plastic Productspradip_kumarОценок пока нет
- Solar Food DehydatorДокумент41 страницаSolar Food DehydatorRara GarciaОценок пока нет
- Mango Butter Yield Ed Casas Et AlДокумент35 страницMango Butter Yield Ed Casas Et AlAri HalosОценок пока нет
- Denim Jeans Stitching UnitДокумент25 страницDenim Jeans Stitching UnitSaad NaseemОценок пока нет
- 217light EngineeringFeasibilityДокумент30 страниц217light EngineeringFeasibilitysomeonestupid1969100% (1)
- Extrusion and Injection Molding of PolymersДокумент4 страницыExtrusion and Injection Molding of PolymerssivaОценок пока нет
- Plastics Business Plan Sample 1Документ80 страницPlastics Business Plan Sample 1Steve100% (1)
- Rapid Prototyping Notes PDFДокумент38 страницRapid Prototyping Notes PDFABHISHEK KUMARОценок пока нет
- Yemariyam 2121Документ17 страницYemariyam 2121Siinu Biřu MãņğОценок пока нет
- F INALITYp 3Документ23 страницыF INALITYp 3api-3701467100% (1)
- Manufacturing Process: Job Shops / Intermittent ManufacturingДокумент8 страницManufacturing Process: Job Shops / Intermittent Manufacturingrahul rajОценок пока нет
- Plant Layout AssignmentДокумент14 страницPlant Layout Assignmentvarun100% (1)
- IBIS World CodeДокумент13 страницIBIS World CodedoannamphuocОценок пока нет
- GC3260, GC3240, GC3232, GC3231, GC3230, GC3221, GC3220: EnglishДокумент2 страницыGC3260, GC3240, GC3232, GC3231, GC3230, GC3221, GC3220: EnglishromdojcaОценок пока нет
- Spirit 19 En-WebДокумент19 страницSpirit 19 En-Webevillalobos000Оценок пока нет
- Introduction To BlacksmithingДокумент57 страницIntroduction To BlacksmithingPC100% (3)
- 3D Printing With PDMSДокумент29 страниц3D Printing With PDMSMiguel MartínezОценок пока нет
- CO2 Production PlantДокумент4 страницыCO2 Production PlantRodrigo Lagos EscobarОценок пока нет
- Development of Recycled PET Fiber and Its Application As Concrete-Reinforcing FiberДокумент8 страницDevelopment of Recycled PET Fiber and Its Application As Concrete-Reinforcing FiberJunaid Ahmad100% (1)
- Government of India Ministry of Railways: Infrastructure Requirements For Manufacturing, Testing & Supply ofДокумент3 страницыGovernment of India Ministry of Railways: Infrastructure Requirements For Manufacturing, Testing & Supply ofkapilparyaniОценок пока нет
- Company Profile: MBCM Berkat SDN BHDДокумент36 страницCompany Profile: MBCM Berkat SDN BHDWM HafizОценок пока нет
- Audit Checklist - Material ControlДокумент4 страницыAudit Checklist - Material ControlAngel Angeleye100% (1)
- 6 Waste Management - Handouts PDFДокумент14 страниц6 Waste Management - Handouts PDFHermo Galvez100% (1)
- National Aerospace Standard: Fed. Sup ClassДокумент6 страницNational Aerospace Standard: Fed. Sup ClassАлександр Цымбал100% (1)
- Milling Ford Catalogue 58Документ6 страницMilling Ford Catalogue 58Pedro Antonio Mejia SuarezОценок пока нет
- Canusa Wrap Benzi Termocontractibile Izolatii Conducte OtelДокумент2 страницыCanusa Wrap Benzi Termocontractibile Izolatii Conducte Oteleugen_alexutzОценок пока нет
- Leather Industry: Application OverviewДокумент5 страницLeather Industry: Application OverviewMirjana EricОценок пока нет
- ASM - 609 IndusriesДокумент11 страницASM - 609 IndusriesayushОценок пока нет
- GTДокумент19 страницGTraj mОценок пока нет
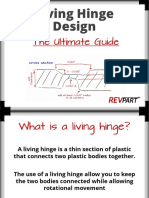
- Living Hinge Design: The Ultimate GuideДокумент18 страницLiving Hinge Design: The Ultimate GuidesansagithОценок пока нет
- Dyeing MachineДокумент27 страницDyeing MachineAinee Farooq100% (1)
- MEC 532 Composite MaterialsДокумент2 страницыMEC 532 Composite MaterialsSumit SharmaОценок пока нет
- NNVJan Mar 2014 WebДокумент32 страницыNNVJan Mar 2014 Webdeepak_gupta_pritiОценок пока нет
- Operations CH 4 - Lean & JITДокумент22 страницыOperations CH 4 - Lean & JITMellanie SerranoОценок пока нет
- Die Steel OHNS - Saaj SteelДокумент4 страницыDie Steel OHNS - Saaj SteelHarsha PrasadОценок пока нет
- Flat Products Made of Steel BS EN10028 - 2Документ26 страницFlat Products Made of Steel BS EN10028 - 2Javier OrnaОценок пока нет
- Hellman Midterm2 AnswersДокумент26 страницHellman Midterm2 Answersmahirahmed51Оценок пока нет
- Permfoma SiДокумент2 страницыPermfoma Sinugroho yuliantoОценок пока нет
- Productcatalog SENCOДокумент102 страницыProductcatalog SENCOEduardo Antonio Duran SepulvedaОценок пока нет
- ITP Mini PileДокумент2 страницыITP Mini Pileari_pras100% (1)
- MCQ 1Документ90 страницMCQ 1alfred basilyОценок пока нет
- Aryan 170206134129Документ21 страницаAryan 170206134129api-402308093Оценок пока нет