Вам также может понравиться
- Chapters 1 To 4Документ108 страницChapters 1 To 4Andreu1287100% (1)
- Asnt Level Iii Basic Review:: Materials and Processes For NDT TechnologyДокумент215 страницAsnt Level Iii Basic Review:: Materials and Processes For NDT TechnologyTapan Kumar Nayak100% (7)
- 2014 Sem 1 - Topic 2 - Organisational Culture & CVP AnalysisДокумент34 страницы2014 Sem 1 - Topic 2 - Organisational Culture & CVP AnalysisSenura SeneviratneОценок пока нет
- Discrete MathДокумент102 страницыDiscrete MathSenura SeneviratneОценок пока нет
- Metal ForMing PDFДокумент107 страницMetal ForMing PDFআহর্নিশির প্রহরী91% (11)
- CCCCCC CCC: C C C C CCДокумент5 страницCCCCCC CCC: C C C C CCShatendra SahuОценок пока нет
- The Tension TestДокумент2 страницыThe Tension TestAngel FloranoОценок пока нет
- Chapter 1 IntroДокумент40 страницChapter 1 IntroMoustafa SabeaОценок пока нет
- Design Engineering and Selection of MaterialsДокумент58 страницDesign Engineering and Selection of MaterialsYusuf SahinОценок пока нет
- BMFB 3323 Materials Selection SEM II 2010/2011Документ62 страницыBMFB 3323 Materials Selection SEM II 2010/2011Yaasiin Abdirahman HarbieОценок пока нет
- Reliability Bde0128g Chap03Документ40 страницReliability Bde0128g Chap03Anonymous kKYg8kcОценок пока нет
- Practical 4Документ3 страницыPractical 4Sami Onur VuralОценок пока нет
- Designing Material Standards: Keywords: Material Standard, Specification, Material SelectionДокумент8 страницDesigning Material Standards: Keywords: Material Standard, Specification, Material SelectionAsheesh shipra sharmaОценок пока нет
- Selection of MaterialДокумент24 страницыSelection of MaterialThiru MoorthyОценок пока нет
- DFM NotesДокумент60 страницDFM NotesRak NickОценок пока нет
- On The in Uence of Material Selection Decisions On Second Order Cost FactorsДокумент23 страницыOn The in Uence of Material Selection Decisions On Second Order Cost FactorsAgostinho NoronhaОценок пока нет
- Table 2 Typical Specialties Involved During An "Ideal" Materials Selection ProcessДокумент10 страницTable 2 Typical Specialties Involved During An "Ideal" Materials Selection Processanjas nugrahaОценок пока нет
- New Microsoft Office Word DocumentДокумент1 страницаNew Microsoft Office Word DocumentMarvin Virtucio DimaanoОценок пока нет
- PreviewДокумент32 страницыPreviewvitorjrОценок пока нет
- Aterial Selection: QUESTION: Describe The Statement, "Selection of Materials Is Compromise of Many Factors"Документ8 страницAterial Selection: QUESTION: Describe The Statement, "Selection of Materials Is Compromise of Many Factors"Nyasha J ChidziyahОценок пока нет
- Blow Hole Defect Analysis in Die CastingДокумент37 страницBlow Hole Defect Analysis in Die CastingSumeet RatheeОценок пока нет
- Process Equipment Design Materials Selection 7-02-13Документ91 страницаProcess Equipment Design Materials Selection 7-02-13May TampusОценок пока нет
- Ccopps WebinarДокумент36 страницCcopps WebinarAkenathon71Оценок пока нет
- Material Selection 1-5Документ45 страницMaterial Selection 1-5Abdallah Hashem100% (11)
- Unit 7: Materials Engineering Learning Hours: 60 NQF Level 4: BTEC Higher National - H1 Description of UnitДокумент5 страницUnit 7: Materials Engineering Learning Hours: 60 NQF Level 4: BTEC Higher National - H1 Description of UnitSebastien PaulОценок пока нет
- General Design Considerations-Chemical EnggДокумент5 страницGeneral Design Considerations-Chemical EnggGamechanger SreenivasanОценок пока нет
- Unit Ii 0.1 Intro To Design and Selection of Materials PDFДокумент44 страницыUnit Ii 0.1 Intro To Design and Selection of Materials PDFsshridhar2008Оценок пока нет
- A Review On Optimization of Process Parameters in Turning Operation Carried Out by Coated InsertДокумент6 страницA Review On Optimization of Process Parameters in Turning Operation Carried Out by Coated InsertKalai ArasanОценок пока нет
- Dese Maintenance Assegnment FinalДокумент17 страницDese Maintenance Assegnment FinalwabdushukurОценок пока нет
- Basic Considerations in Process Equipment DesignДокумент6 страницBasic Considerations in Process Equipment DesignEyarkai NambiОценок пока нет
- Design of Machine Elements: UNIT-1Документ12 страницDesign of Machine Elements: UNIT-1psatyasankarОценок пока нет
- Chapter 5Документ24 страницыChapter 5maherkamelОценок пока нет
- Sample AssignmentДокумент17 страницSample AssignmentSattvik GoelОценок пока нет
- Fabrication & Welding - Basic PrinciplesДокумент49 страницFabrication & Welding - Basic Principlesjayapandis83100% (1)
- Vessel Fabrication Manual PDFДокумент49 страницVessel Fabrication Manual PDFwalyat100% (2)
- Lecture 2Документ17 страницLecture 2eassa khanОценок пока нет
- How To Buy Forgings: The Design ConferenceДокумент6 страницHow To Buy Forgings: The Design ConferencekkamalakannaОценок пока нет
- Sheet Metal Working JournalДокумент12 страницSheet Metal Working JournalNazif MisnanОценок пока нет
- Week-1 Phases of DesignДокумент9 страницWeek-1 Phases of DesigndvarsastryОценок пока нет
- ME3450 Syllabus 2011 Fall v3Документ7 страницME3450 Syllabus 2011 Fall v3petkirstОценок пока нет
- ArçelikДокумент36 страницArçelikchampion93Оценок пока нет
- Milan Vukčević Srdjan Martić Abstract: Every Organization Faces Continuous QualityДокумент8 страницMilan Vukčević Srdjan Martić Abstract: Every Organization Faces Continuous QualityPhung Tuan AnhОценок пока нет
- Lesson 13 - Material Selection Process - Rev. 0Документ21 страницаLesson 13 - Material Selection Process - Rev. 0Naufal RafifОценок пока нет
- Lesson 13 - Material Selection Process - Rev. 0Документ21 страницаLesson 13 - Material Selection Process - Rev. 0Naufal RafifОценок пока нет
- UntitledДокумент2 страницыUntitledArifОценок пока нет
- Design Guide (Bayer)Документ174 страницыDesign Guide (Bayer)Hari Suthan100% (1)
- Machine Design IДокумент19 страницMachine Design Inauman khanОценок пока нет
- ME349 Engineering Design Projects: Introduction To Materials SelectionДокумент6 страницME349 Engineering Design Projects: Introduction To Materials SelectionMehul KaklotarОценок пока нет
- Design of Machine ElementsДокумент12 страницDesign of Machine ElementsArghya ModakОценок пока нет
- Plant DesignДокумент53 страницыPlant DesignFaris RazalОценок пока нет
- Module 5 (Composite Manufacturing Process)Документ37 страницModule 5 (Composite Manufacturing Process)FITIWIОценок пока нет
- Simulation of The Effect of Die Radius On Deep Drawing ProcessДокумент6 страницSimulation of The Effect of Die Radius On Deep Drawing ProcessSac ChoОценок пока нет
- SMTHybrid2012 05Документ80 страницSMTHybrid2012 05gengi.skan1927Оценок пока нет
- Me770, Me770a - Course OutlineДокумент3 страницыMe770, Me770a - Course OutlinePrakhar GuptaОценок пока нет
- Material Selection in Oil and GasДокумент3 страницыMaterial Selection in Oil and GasEfosa AigbeОценок пока нет
- Tutorial AssignmentДокумент26 страницTutorial AssignmentTakudzwa MbengoОценок пока нет
- Config RationДокумент14 страницConfig Rationbantalem daОценок пока нет
- Material Selection in Design (17BE02D060)Документ8 страницMaterial Selection in Design (17BE02D060)bhaveshОценок пока нет
- Structural Adhesives 5 Myths White Paper FinalДокумент13 страницStructural Adhesives 5 Myths White Paper FinalFiona EdwardesОценок пока нет
- Cam Tutorial SolutionДокумент24 страницыCam Tutorial SolutionSenura SeneviratneОценок пока нет
- Hms 211 Final Exam Formula Sheet 2012Документ5 страницHms 211 Final Exam Formula Sheet 2012Senura SeneviratneОценок пока нет
- Assignment 3 - Financial Case StudyДокумент1 страницаAssignment 3 - Financial Case StudySenura SeneviratneОценок пока нет
- Hms 211 Final Exam Formula Sheet 2012Документ5 страницHms 211 Final Exam Formula Sheet 2012Senura SeneviratneОценок пока нет
- A-320 Rev 22Документ316 страницA-320 Rev 22Senura SeneviratneОценок пока нет
- 58009554Документ18 страниц58009554Senura SeneviratneОценок пока нет
- A330 DocumentsДокумент36 страницA330 DocumentsSenura SeneviratneОценок пока нет
- DynamicДокумент34 страницыDynamicCentral HydraulicsОценок пока нет
- CementPhaseCalculations CCRL219&220Документ4 страницыCementPhaseCalculations CCRL219&220r HariОценок пока нет
- 4-Storey Commercial Bldg. by Staadpro Using UBC & American CodeДокумент35 страниц4-Storey Commercial Bldg. by Staadpro Using UBC & American CodeBilal Ahmed Barbhuiya50% (2)
- SWMAPДокумент4 страницыSWMAPCherry Mae AnghagОценок пока нет
- Staying Ahead of The CurveДокумент8 страницStaying Ahead of The CurvehimanshuОценок пока нет
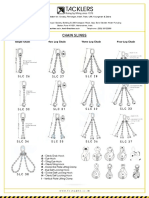
- Chain Chain SlingsДокумент8 страницChain Chain SlingsDharmendra MeenaОценок пока нет
- Pro Rakemax enДокумент6 страницPro Rakemax enDanilo MiranovicОценок пока нет
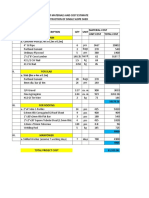
- Estimation of ShedДокумент2 страницыEstimation of Shedpage oneОценок пока нет
- Unit - 3 Bituminous Mixes: Mechanical Properties, Dense and Open Textured MixesДокумент21 страницаUnit - 3 Bituminous Mixes: Mechanical Properties, Dense and Open Textured Mixessyed awais50% (2)
- Acids Bases and Salt Preparations 2 MSДокумент8 страницAcids Bases and Salt Preparations 2 MSal katerjiОценок пока нет
- Chapter Three Stabilized Pavement MaterialsДокумент35 страницChapter Three Stabilized Pavement MaterialsIfa AsratОценок пока нет
- Din 536 1 Crane Rails Hot Rolled Flat Bottom Crane Rails Type A Dimensions Section Parameters and Steel Grades - CompressДокумент5 страницDin 536 1 Crane Rails Hot Rolled Flat Bottom Crane Rails Type A Dimensions Section Parameters and Steel Grades - CompressHeiderHuerta100% (1)
- Anode How To ProduceДокумент11 страницAnode How To ProduceEdy ErwantoОценок пока нет
- Tin Is A Chemical Element With The Symbol SNДокумент1 страницаTin Is A Chemical Element With The Symbol SNemieZОценок пока нет
- TLE 9 READING MATERIALS 13 and 14Документ2 страницыTLE 9 READING MATERIALS 13 and 14Jeff LacasandileОценок пока нет
- Stability of ColumnsДокумент45 страницStability of ColumnsjemnesОценок пока нет
- Surface ChemistryДокумент13 страницSurface ChemistrysunilkumarpatrosisintyОценок пока нет
- Lab ReportДокумент65 страницLab ReportWilliam Liew75% (8)
- Chapter 5 - GasesДокумент72 страницыChapter 5 - GasesAmbar WatiОценок пока нет
- Asme Sec Viii Closed QB (106-120)Документ15 страницAsme Sec Viii Closed QB (106-120)slxanto100% (1)
- Hospital Waste Management PolicyДокумент3 страницыHospital Waste Management PolicyMary Jean GelitoОценок пока нет
- RA Bill AbstractДокумент1 страницаRA Bill AbstractpraveenОценок пока нет
- Chapt 4 Phase EquilibriumДокумент47 страницChapt 4 Phase EquilibriumNikunj Yagnik100% (1)
- CB 523-Method I - DR Elsayed - LectДокумент31 страницаCB 523-Method I - DR Elsayed - LectEslam SamirОценок пока нет
- MSDS - Avesta Passivator 601Документ8 страницMSDS - Avesta Passivator 601geoanburajaОценок пока нет
- Lldpe Ga564189Документ3 страницыLldpe Ga564189xy2zjgОценок пока нет
- CSDS 510 Oilift 01012017Документ2 страницыCSDS 510 Oilift 01012017Triple S SimbuОценок пока нет
- Determination of Acid-Insoluble Residue in Biomass: Standard Test Method ForДокумент3 страницыDetermination of Acid-Insoluble Residue in Biomass: Standard Test Method ForMadhanОценок пока нет
- Manufacturing Lab PDFДокумент30 страницManufacturing Lab PDFShivam VarshneyОценок пока нет
- Laboratory Rules and SafetyДокумент9 страницLaboratory Rules and SafetyMehul KhimaniОценок пока нет