Вам также может понравиться
- Singapore Business Visa Application Bangladesh BangladeshДокумент6 страницSingapore Business Visa Application Bangladesh Bangladeshidno1008Оценок пока нет
- Rescued Document 2Документ1 страницаRescued Document 2idno1008Оценок пока нет
- One Stop Academic ActivitiesДокумент1 страницаOne Stop Academic Activitiesidno1008Оценок пока нет
- Patient Information On LOW BACK PAINДокумент8 страницPatient Information On LOW BACK PAINidno1008Оценок пока нет
- Pathogenesis, Diagnosis and Treatment of Rasmussen EncephalitisДокумент20 страницPathogenesis, Diagnosis and Treatment of Rasmussen Encephalitisidno1008Оценок пока нет
- Rokeya Begum MEds.Документ2 страницыRokeya Begum MEds.idno1008Оценок пока нет
- To Whom It May ConcernДокумент1 страницаTo Whom It May Concernidno1008Оценок пока нет
- New Drugs For Epilepsy Mangement 1Документ48 страницNew Drugs For Epilepsy Mangement 1idno1008Оценок пока нет
- Medication Should Not Be Used in MGДокумент1 страницаMedication Should Not Be Used in MGidno1008Оценок пока нет
- Farzana ApuДокумент1 страницаFarzana Apuidno1008Оценок пока нет
- Neurology AlimДокумент38 страницNeurology Alimidno1008Оценок пока нет
- Letter of IntroductionДокумент3 страницыLetter of Introductionidno1008Оценок пока нет
- Musa IbrahimДокумент3 страницыMusa Ibrahimidno1008Оценок пока нет
- EEG Sedation For ChildrenДокумент1 страницаEEG Sedation For Childrenidno1008Оценок пока нет
- Bangladesh Gets The Glimpse of Defeat Depending On AshrafulДокумент1 страницаBangladesh Gets The Glimpse of Defeat Depending On Ashrafulidno1008Оценок пока нет
- Epilepsy Newspaper ArticleДокумент10 страницEpilepsy Newspaper Articleidno1008Оценок пока нет
- Dr. ShahriarДокумент1 страницаDr. Shahriaridno1008Оценок пока нет
- Department of NeuromedicineДокумент4 страницыDepartment of Neuromedicineidno1008Оценок пока нет
- Aseptic Meningiti1Документ18 страницAseptic Meningiti1idno1008Оценок пока нет
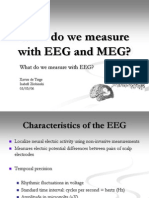
- EEG1Документ13 страницEEG1idno1008Оценок пока нет
- Daily StarДокумент3 страницыDaily Staridno1008Оценок пока нет
- Autism Presentation (Final)Документ48 страницAutism Presentation (Final)idno1008Оценок пока нет
- CIDPДокумент21 страницаCIDPidno1008Оценок пока нет
- Aseptic MeningitisДокумент24 страницыAseptic Meningitisidno1008100% (1)
- Activities of Neuromedicine DepartmentДокумент2 страницыActivities of Neuromedicine Departmentidno1008Оценок пока нет
- What To Do, When Gbs PT Fails To Respond To TreatmentДокумент4 страницыWhat To Do, When Gbs PT Fails To Respond To Treatmentidno1008Оценок пока нет
- Admin Protocol AhdДокумент1 страницаAdmin Protocol Ahdidno1008Оценок пока нет
- Approach To The Patient With Epilepsy in The Outpatient DepartmentДокумент13 страницApproach To The Patient With Epilepsy in The Outpatient Departmentidno1008Оценок пока нет
- Academic Activities of Neurology DeptДокумент1 страницаAcademic Activities of Neurology Deptidno1008Оценок пока нет
- What To Do, When Aed Not WorkingДокумент6 страницWhat To Do, When Aed Not Workingidno1008Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Review of The Differences and Similarities Between Generic Drugs and Their OriginatorДокумент19 страницA Review of The Differences and Similarities Between Generic Drugs and Their Originatoriabureid7460Оценок пока нет
- Types of Dosage FormsДокумент92 страницыTypes of Dosage Formsneha_dand1591Оценок пока нет
- A Systematic Evaluation of Dual Functionality of Sodium Lauryl Sulfate As A Tablet Lubricant and Wetting EnhancerДокумент10 страницA Systematic Evaluation of Dual Functionality of Sodium Lauryl Sulfate As A Tablet Lubricant and Wetting EnhancerSantiago LopezОценок пока нет
- Kollidon-90-F Technical Information PDFДокумент9 страницKollidon-90-F Technical Information PDFPalak AgarwalОценок пока нет
- Factors Influencing Drug Absorption Though Git PDFДокумент59 страницFactors Influencing Drug Absorption Though Git PDFRamakant JoshiОценок пока нет
- POLIMERДокумент28 страницPOLIMERvending machineОценок пока нет
- Pharma Treasures - Quality Assurance (Pharma) Frequently Asked Interview QuestionsДокумент17 страницPharma Treasures - Quality Assurance (Pharma) Frequently Asked Interview QuestionsMuhammadAmdadulHoqueОценок пока нет
- Hot-Melt Extrusion Microencapsulation of Quercetin For Taste-Masking.Документ10 страницHot-Melt Extrusion Microencapsulation of Quercetin For Taste-Masking.Chus Otto BellostaОценок пока нет
- Usp 1080 Bulk Pharmaceutical Excipients-Certificate of AnalysisДокумент7 страницUsp 1080 Bulk Pharmaceutical Excipients-Certificate of AnalysisCatrinescu OanaОценок пока нет
- LAS 1-5 Answer KeysДокумент12 страницLAS 1-5 Answer KeysAlthea Joy Sincero BiocoОценок пока нет
- Bromhexini Syrup LeafletДокумент2 страницыBromhexini Syrup LeafletAlbert RenardОценок пока нет
- A Review Article On - SuperdisintegrantsДокумент12 страницA Review Article On - SuperdisintegrantsVhony Purnamasari HОценок пока нет
- Tablet by Anand KumarДокумент15 страницTablet by Anand KumarAnand Kumar100% (1)
- Preparation and Evaluation of Dispersible Tablets of A Model Antibiotic DrugДокумент9 страницPreparation and Evaluation of Dispersible Tablets of A Model Antibiotic DrugSangram KendreОценок пока нет
- Formulation and Production N-Acetylcysteine Effervescent TabletДокумент8 страницFormulation and Production N-Acetylcysteine Effervescent TabletAndhini VirgiannisaОценок пока нет
- V6I105 28 January 2021Документ9 страницV6I105 28 January 2021Harrizul RivaiОценок пока нет
- Usp 1092Документ22 страницыUsp 1092zubair152738Оценок пока нет
- Dispersed SystemsДокумент112 страницDispersed SystemsDawn WRein LegaspiОценок пока нет
- Nimesulide ODTДокумент10 страницNimesulide ODTMihai SebastianОценок пока нет
- The Formalized Risk Assessment For Excipients - GenialДокумент22 страницыThe Formalized Risk Assessment For Excipients - Genialtito1628Оценок пока нет
- Starch Microspheres With EPCLДокумент9 страницStarch Microspheres With EPCLancutauliniuc@yahoo.comОценок пока нет
- Project ON Tablet ManufacturingДокумент19 страницProject ON Tablet ManufacturingakashtrivedeОценок пока нет
- Physical Degradation Part .2 PDFДокумент35 страницPhysical Degradation Part .2 PDFGina AmandaОценок пока нет
- Module 5Документ5 страницModule 5Darlene Jane Llaguno100% (1)
- Drug Excipient Compatibility StudyДокумент16 страницDrug Excipient Compatibility Studybholaprasad2100% (1)
- Formulation and Evaluation of Effervescent Tablets of ParacetamolДокумент29 страницFormulation and Evaluation of Effervescent Tablets of Paracetamolpkh290% (1)
- Dissolution Equipment PDFДокумент48 страницDissolution Equipment PDFRajesh AkkiОценок пока нет
- A Report On TabletsДокумент27 страницA Report On Tablets0921py100% (1)
- 7.03 CAMs ZACTD Mar14 v2Документ22 страницы7.03 CAMs ZACTD Mar14 v2dutoitlouwОценок пока нет
- Excipients Used in The Formulation of Tablets PDFДокумент12 страницExcipients Used in The Formulation of Tablets PDFАнна ОрлеоглоОценок пока нет