Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Air5800 PDFДокумент7 страницAir5800 PDFSteven SullivanОценок пока нет
- Sae Technical Paper Series: Chinar Ghike and Taehyun ShimДокумент12 страницSae Technical Paper Series: Chinar Ghike and Taehyun ShimSteven SullivanОценок пока нет
- A Practical Total Synthesis of CocaineДокумент13 страницA Practical Total Synthesis of CocaineRodrigo Fernanda100% (4)
- Magnetic Field of A SolenoidДокумент5 страницMagnetic Field of A SolenoidKang Yuan ShingОценок пока нет
- Final Scenario Planning Document-1Документ172 страницыFinal Scenario Planning Document-1Steven SullivanОценок пока нет
- Hopf Bifurcation For A Class of Three-Dimensional Nonlinear Dynamic SystemsДокумент13 страницHopf Bifurcation For A Class of Three-Dimensional Nonlinear Dynamic SystemsSteven SullivanОценок пока нет
- Diamond Serrations: 2.5 DB (A) Noise Reduction No Increase in Loads Innovative Reliable Attachment MethodДокумент2 страницыDiamond Serrations: 2.5 DB (A) Noise Reduction No Increase in Loads Innovative Reliable Attachment MethodSteven SullivanОценок пока нет
- Maxwell's Equations: 7.1 DivergenceДокумент3 страницыMaxwell's Equations: 7.1 DivergenceSteven SullivanОценок пока нет
- Project Orion (Nuclear Propulsion) Download? Utm - Source Researchgate&Utm - Medium C PCДокумент19 страницProject Orion (Nuclear Propulsion) Download? Utm - Source Researchgate&Utm - Medium C PCSteven SullivanОценок пока нет
- Electro-Optical Measurements (Kerr, Pockels, and Faraday)Документ4 страницыElectro-Optical Measurements (Kerr, Pockels, and Faraday)Steven SullivanОценок пока нет
- Optical Rotation: Optical Rotation or Optical Activity (Sometimes Referred To As Rotary Polarization) Is TheДокумент7 страницOptical Rotation: Optical Rotation or Optical Activity (Sometimes Referred To As Rotary Polarization) Is TheSteven SullivanОценок пока нет
- Parking and Taxiing Of: Powered Wheels - A Concept For Commercial Transport AirplanesДокумент9 страницParking and Taxiing Of: Powered Wheels - A Concept For Commercial Transport AirplanesSteven SullivanОценок пока нет
- Sae Technical Paper Series: M. Kamel SalaaniДокумент10 страницSae Technical Paper Series: M. Kamel SalaaniSteven SullivanОценок пока нет
- Faraday Effect 01Документ9 страницFaraday Effect 01Steven SullivanОценок пока нет
- Parking and Taxiing Of: Powered Wheels - A Concept For Commercial Transport AirplanesДокумент9 страницParking and Taxiing Of: Powered Wheels - A Concept For Commercial Transport AirplanesSteven SullivanОценок пока нет
- 2010 01 1757 PDFДокумент12 страниц2010 01 1757 PDFSteven SullivanОценок пока нет
- Strategic Plan 2020Документ32 страницыStrategic Plan 2020Steven SullivanОценок пока нет
- Sae Technical Paper Series: Marc E. Herniter and Zachariah ChambersДокумент9 страницSae Technical Paper Series: Marc E. Herniter and Zachariah ChambersSteven SullivanОценок пока нет
- Sae Technical Paper Series: Anita Teo, Kaushik Rajashekara, Jason Hill, and Brian SimmersДокумент9 страницSae Technical Paper Series: Anita Teo, Kaushik Rajashekara, Jason Hill, and Brian SimmersSteven SullivanОценок пока нет
- Sae Technical Paper Series: Nicolas GandoinДокумент9 страницSae Technical Paper Series: Nicolas GandoinSteven SullivanОценок пока нет
- Sae Technical Paper Series: Craig G. Derian, Gary J. Heydinger and Dennis A. GuentherДокумент12 страницSae Technical Paper Series: Craig G. Derian, Gary J. Heydinger and Dennis A. GuentherSteven SullivanОценок пока нет
- Magazine Final007Документ20 страницMagazine Final007Steven SullivanОценок пока нет
- Document 1Документ6 страницDocument 1Steven SullivanОценок пока нет
- DARPA White Paper LatestДокумент15 страницDARPA White Paper LatestSteven SullivanОценок пока нет
- 8 Brakes TyresIssue3Документ15 страниц8 Brakes TyresIssue3Steven SullivanОценок пока нет
- Water Cooled Axial Flux Motor High TorqueДокумент7 страницWater Cooled Axial Flux Motor High TorqueSteven SullivanОценок пока нет
- US Army Weapon SystemsДокумент347 страницUS Army Weapon SystemsSteven Sullivan100% (1)
- PB152 - CJ60 GongДокумент2 страницыPB152 - CJ60 GongJibjab7Оценок пока нет
- PET524 Saturation 1Документ12 страницPET524 Saturation 1Ronald NgueleОценок пока нет
- 新型重油催化裂化催化剂RCC 1的研究开发Документ5 страниц新型重油催化裂化催化剂RCC 1的研究开发Anca DumitruОценок пока нет
- Low Temperature Plastics - EnsingerДокумент4 страницыLow Temperature Plastics - EnsingerAnonymous r3MoX2ZMTОценок пока нет
- SpiralДокумент47 страницSpiralEr. Vicky MakawanaОценок пока нет
- Gas Turbine Compressor WashingДокумент8 страницGas Turbine Compressor Washingwolf_ns100% (1)
- Measures of Central Tendency: Mean Median ModeДокумент20 страницMeasures of Central Tendency: Mean Median ModeRia BarisoОценок пока нет
- LAAMS Technical Summary Tensar+Документ17 страницLAAMS Technical Summary Tensar+Janaki RamОценок пока нет
- Awards Gold Medals Grade VIДокумент11 страницAwards Gold Medals Grade VIBernadeth Escosora DolorОценок пока нет
- Gas Welding Equipment PowerpointДокумент12 страницGas Welding Equipment PowerpointChristian RexОценок пока нет
- Improving of Transient Stability of Power Systems Using UPFCДокумент6 страницImproving of Transient Stability of Power Systems Using UPFCTana AzeezОценок пока нет
- TribunaloLo Ex#6Документ14 страницTribunaloLo Ex#6Jaylou OpondaОценок пока нет
- Fil Mur Filter FM Alt P61e5Документ23 страницыFil Mur Filter FM Alt P61e5ALlan ABiangОценок пока нет
- Design of Helical Pier Foundations in Frozen GroundДокумент6 страницDesign of Helical Pier Foundations in Frozen GroundCortesar ManuОценок пока нет
- Physics Gcse Coursework Resistance of A WireДокумент8 страницPhysics Gcse Coursework Resistance of A Wiref5dq3ch5100% (2)
- Good 1983Документ352 страницыGood 1983ASDA75% (4)
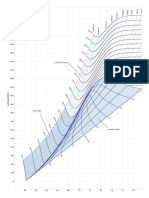
- Mollier Enthalpy Entropy Chart For Steam - US UnitsДокумент1 страницаMollier Enthalpy Entropy Chart For Steam - US Unitslin tongОценок пока нет
- Hiley TableДокумент5 страницHiley TableHanafiahHamzahОценок пока нет
- ASCE 7 ASD Basic Load CombosДокумент1 страницаASCE 7 ASD Basic Load CombosAamirShabbirОценок пока нет
- PR100 BrochureДокумент28 страницPR100 Brochuregus289Оценок пока нет
- Estimating QuotientsДокумент7 страницEstimating Quotientssheila mae neri100% (1)
- Ant CabДокумент93 страницыAnt CabZubair MinhasОценок пока нет
- 1 s2.0 0304386X9190055Q MainДокумент32 страницы1 s2.0 0304386X9190055Q MainJordan Ulloa Bello100% (1)
- GTP For 1CX300sqmmДокумент4 страницыGTP For 1CX300sqmmpriyanka236Оценок пока нет
- Solution of Linear System Theory and Design 3ed For Chi Tsong ChenДокумент106 страницSolution of Linear System Theory and Design 3ed For Chi Tsong ChensepehrОценок пока нет
- Best Approach: Compound AngleДокумент8 страницBest Approach: Compound AngleAbhiyanshu KumarОценок пока нет
- HV Filter Carts 1Документ2 страницыHV Filter Carts 1paulpopОценок пока нет
- Open Source Software Development and Lotka's Law: Bibliometric Patterns in ProgrammingДокумент10 страницOpen Source Software Development and Lotka's Law: Bibliometric Patterns in ProgrammingAttya ShahidОценок пока нет