Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- AutomobileДокумент2 страницыAutomobileRaghavendra RaghavОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Detecting Malicious Packet LossesДокумент12 страницDetecting Malicious Packet LossesRaghavendra RaghavОценок пока нет
- Manual de Autocad BasicoДокумент17 страницManual de Autocad Basicoinfected521Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Current Affairs India 2012Документ1 страницаCurrent Affairs India 2012Raghavendra RaghavОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Report WritingДокумент14 страницReport WritingRaghavendra Raghav100% (6)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Solar SystemsДокумент23 страницыSolar SystemsRaghavendra RaghavОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Storage DevicesДокумент15 страницStorage DevicesRaghavendra RaghavОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- 8237 Dma Controller2Документ57 страниц8237 Dma Controller2Raghavendra Raghav100% (1)
- To Study About Various Types of Braking SystemДокумент24 страницыTo Study About Various Types of Braking SystemRavi Donga100% (1)
- FuelsДокумент28 страницFuelsRaghavendra Raghav86% (7)
- Microsoft Word - Geo Thermal Energy HomeworkДокумент1 страницаMicrosoft Word - Geo Thermal Energy Homeworkanna raftsjoОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- SolarДокумент57 страницSolarRaghavendra Raghav100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- To Study About Various Types of Braking SystemДокумент24 страницыTo Study About Various Types of Braking SystemRavi Donga100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- CalculateДокумент1 страницаCalculateRaghavendra RaghavОценок пока нет
- Design and Analysis of Contra-Rotating Propeller BladeДокумент27 страницDesign and Analysis of Contra-Rotating Propeller BladeRaghavendra Raghav100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Cryogenic Processes and Their ApplicationsДокумент12 страницCryogenic Processes and Their ApplicationsRaghavendra Raghav100% (2)
- Microsoft Word - Geo Thermal Energy HomeworkДокумент1 страницаMicrosoft Word - Geo Thermal Energy Homeworkanna raftsjoОценок пока нет
- Antilock Braking SystemДокумент19 страницAntilock Braking SystemRaghavendra Raghav100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Alternative FuelsДокумент28 страницAlternative FuelsDileep Kumar ManjhiОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Waste Plastic To FuelДокумент10 страницWaste Plastic To FuelRaghavendra Raghav100% (3)
- PerstaliticДокумент13 страницPerstaliticRaghavendra RaghavОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- PresentationДокумент28 страницPresentationRaghavendra RaghavОценок пока нет
- Flexible Displays Using TFT'SДокумент16 страницFlexible Displays Using TFT'SRaghavendra RaghavОценок пока нет
- Hydro Abrasive JetsДокумент13 страницHydro Abrasive JetsRaghavendra RaghavОценок пока нет
- (Paper) - TCS Campus Placem.Документ7 страниц(Paper) - TCS Campus Placem.Mustafa DannadaОценок пока нет
- SwingsДокумент21 страницаSwingsRaghavendra RaghavОценок пока нет
- Self en Crypt Ing Drives For Servers, NAS and SAN ArraysДокумент10 страницSelf en Crypt Ing Drives For Servers, NAS and SAN ArraysRaghavendra RaghavОценок пока нет
- Hydro Abrasive JetsДокумент13 страницHydro Abrasive JetsRaghavendra RaghavОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Quant QuestionsДокумент8 страницQuant QuestionsSonia YkОценок пока нет
- A Technical Paper On MemsДокумент11 страницA Technical Paper On MemsRaghavendra RaghavОценок пока нет
- MSC MathmaticsДокумент24 страницыMSC Mathmaticsyadavgup61Оценок пока нет
- Conduction A Long Simple BarДокумент5 страницConduction A Long Simple Bardiaa ibrahimОценок пока нет
- Specifications: Comparison of Kajaria Tiles Parameters To International Standards Bib Iso-13006:2018-09Документ1 страницаSpecifications: Comparison of Kajaria Tiles Parameters To International Standards Bib Iso-13006:2018-09omerОценок пока нет
- Lecture 1 Overview of The FEMДокумент60 страницLecture 1 Overview of The FEMMarcoFranchinottiОценок пока нет
- Adobe Scan Feb 10, 2021Документ4 страницыAdobe Scan Feb 10, 2021Filip SalekОценок пока нет
- GMAT QUANT TOPIC 3 (Inequalities + Absolute Value) SolutionsДокумент46 страницGMAT QUANT TOPIC 3 (Inequalities + Absolute Value) SolutionsBhagath GottipatiОценок пока нет
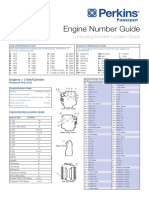
- Engine Number Guide (2-Page)Документ2 страницыEngine Number Guide (2-Page)Abdul KhaliqОценок пока нет
- Chiller Plant DesignДокумент48 страницChiller Plant Designryxor-mrbl100% (1)
- Materiales CompuestosДокумент167 страницMateriales CompuestosTatiana MerchanОценок пока нет
- Science Grade 9: Quarter 4 - Module 6 Heat, Work and EnergyДокумент15 страницScience Grade 9: Quarter 4 - Module 6 Heat, Work and Energymaesheil computerОценок пока нет
- NEMA Grade G10 Glass Epoxy LaminateДокумент1 страницаNEMA Grade G10 Glass Epoxy Laminateim4uim4uim4uim4uОценок пока нет
- THE FIFTH HORSEMAN OF THE APOCALYPSE. July - December 1962 UFOS - A HISTORY. Copyright Fremont CAДокумент86 страницTHE FIFTH HORSEMAN OF THE APOCALYPSE. July - December 1962 UFOS - A HISTORY. Copyright Fremont CAOvnis FormosaОценок пока нет
- D R 800 Dust Concentration Meter: Before Starting Any Work, Read The Operating Instructions (The Manual) !Документ154 страницыD R 800 Dust Concentration Meter: Before Starting Any Work, Read The Operating Instructions (The Manual) !Phạm Thanh SơnОценок пока нет
- Incozol 4 TDSДокумент1 страницаIncozol 4 TDSsriatul2006Оценок пока нет
- AEE CivilДокумент16 страницAEE CivilPhoenix Cruise100% (1)
- GTP For TowersДокумент7 страницGTP For Towersabhi_akОценок пока нет
- ANSA v17.0.0 Release NotesДокумент63 страницыANSA v17.0.0 Release NotesVishnu RaghavanОценок пока нет
- Bp8-Tension: User Defined Applied Forces at Interface Basic DimensionsДокумент4 страницыBp8-Tension: User Defined Applied Forces at Interface Basic DimensionsMallesh NenkatОценок пока нет
- UCM Question Bank 2 MarksДокумент22 страницыUCM Question Bank 2 MarksManivannan JeevaОценок пока нет
- SaciДокумент55 страницSaciMohammad Arif ImronОценок пока нет
- Vivo Nex 3 5GДокумент11 страницVivo Nex 3 5GEvery DayОценок пока нет
- Experimental Study of Cuttings Transport in Directional WellsДокумент14 страницExperimental Study of Cuttings Transport in Directional WellsFabian Andrey DiazОценок пока нет
- Performance Evaluation On Low-Crest Breakwater at North Coast of Java IslandДокумент12 страницPerformance Evaluation On Low-Crest Breakwater at North Coast of Java IslandSobariMuchlisОценок пока нет
- JL Torero - Buoyancy Effects On Smoldering of Polyurethane FoamДокумент229 страницJL Torero - Buoyancy Effects On Smoldering of Polyurethane FoamIsraelОценок пока нет
- CFBC DesignДокумент28 страницCFBC DesignThanga Kalyana Sundaravel100% (2)
- As 1012.11-2000 Methods of Testing Concrete - DeterminationДокумент9 страницAs 1012.11-2000 Methods of Testing Concrete - Determinationmm100% (1)
- Course File SOM-IДокумент11 страницCourse File SOM-IKashyap ChintuОценок пока нет
- WHCP BasicsДокумент21 страницаWHCP BasicsbalajiОценок пока нет
- Elements of Feedback Control SystemsДокумент53 страницыElements of Feedback Control SystemschanonОценок пока нет
- GAT - Subject (Electronics)Документ14 страницGAT - Subject (Electronics)Muhammad Sarmad Hafeez100% (3)
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (138)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsОт EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsОценок пока нет
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresОт EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresРейтинг: 1 из 5 звезд1/5 (2)
- Structural Cross Sections: Analysis and DesignОт EverandStructural Cross Sections: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (19)