Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- تركيب وتقييم مضادات التكلس الخالية من الفوسفات للتحكم في تكوين مقياس CaSO4 · 2H2O في محطات تحلية المياه بالتناضح العكسيДокумент9 страницتركيب وتقييم مضادات التكلس الخالية من الفوسفات للتحكم في تكوين مقياس CaSO4 · 2H2O في محطات تحلية المياه بالتناضح العكسيAlsultan AlsultanОценок пока нет
- Puromax: HP, LP, XL, and Ts Operation ManualДокумент50 страницPuromax: HP, LP, XL, and Ts Operation ManualEnrique AltuveОценок пока нет
- Purepro Products You Can Always Count On Number One Source For Quality Filters & ComponentsДокумент52 страницыPurepro Products You Can Always Count On Number One Source For Quality Filters & ComponentsFranklin Jácome VargasОценок пока нет
- Mempro-6000 PDS (Global)Документ1 страницаMempro-6000 PDS (Global)soumitrabanОценок пока нет
- Filtro de Linea de Agua DuraДокумент3 страницыFiltro de Linea de Agua Duradéborah_rosalesОценок пока нет
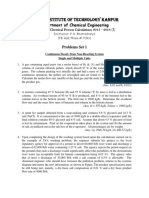
- Problem Set-I - Single and Multiple Units Non-ReactingДокумент5 страницProblem Set-I - Single and Multiple Units Non-ReactingDeepak TholiaОценок пока нет
- Water Treatment Slides ORIGINALДокумент44 страницыWater Treatment Slides ORIGINALMarvin SironОценок пока нет
- Siwes ReportДокумент34 страницыSiwes ReportikanibashirikaniОценок пока нет
- RO-Solutions: .... Setting New StandardsДокумент20 страницRO-Solutions: .... Setting New StandardsJose J Saito Casanova100% (1)
- Scotsman Prodigy Series Modular Cuber Service - ManualДокумент132 страницыScotsman Prodigy Series Modular Cuber Service - ManualMarc ReynoldsОценок пока нет
- Department of Transport Merchant Shipping Notice No. M.1214Документ5 страницDepartment of Transport Merchant Shipping Notice No. M.1214Игорь БакановОценок пока нет
- Watts General CatalogueДокумент120 страницWatts General CatalogueModassir ZaheenОценок пока нет
- Veolia Water Tech AUS PharmaДокумент7 страницVeolia Water Tech AUS Pharmamanojdhamne5802Оценок пока нет
- CE523 Assignment 6 Solutions: SolutionДокумент10 страницCE523 Assignment 6 Solutions: SolutionAin NadiahОценок пока нет
- Desalination ManualДокумент20 страницDesalination ManualSenthil KumarОценок пока нет
- Mocom Futura Classic Brochure - Australian VersionДокумент20 страницMocom Futura Classic Brochure - Australian VersionMosab BabikirОценок пока нет
- 25) Pollution From Food Processing Factories and Environmental ProtectionДокумент11 страниц25) Pollution From Food Processing Factories and Environmental ProtectionJulius Enock MoshiОценок пока нет
- Pollution Prevention PracticesДокумент27 страницPollution Prevention PracticesGrandlanzerОценок пока нет
- CN103071405A - Reverse Osmosis Membrane and Preparation Method Thereof - Google PatentsДокумент11 страницCN103071405A - Reverse Osmosis Membrane and Preparation Method Thereof - Google Patentssahar vahdatifarОценок пока нет
- Literature Study For Ultra Filtration ProcessДокумент29 страницLiterature Study For Ultra Filtration ProcessSheldonОценок пока нет
- Beverages IndustryДокумент37 страницBeverages IndustryOsama Hasan83% (6)
- United States Patent: Sullivan Et Al. (10) Patent N0.: (45) Date of PatentДокумент17 страницUnited States Patent: Sullivan Et Al. (10) Patent N0.: (45) Date of PatentAhmed AliОценок пока нет
- Water Enhancement WEBДокумент28 страницWater Enhancement WEBdaudtarampak.dtОценок пока нет
- Synthesis of Reactive Mgo From Reject Brine Via The Addition of Nh4OhДокумент29 страницSynthesis of Reactive Mgo From Reject Brine Via The Addition of Nh4OhDl Divakar LОценок пока нет
- Alahmad 2010 - Prediction of Performance of Seawater RO UnitsДокумент7 страницAlahmad 2010 - Prediction of Performance of Seawater RO UnitsDánisa Urrutia ContrerasОценок пока нет
- Alpha - Line: First Choice For Small and Medium FormartsДокумент8 страницAlpha - Line: First Choice For Small and Medium FormartsSalvador LunaОценок пока нет
- MarineДокумент16 страницMarineNguyễn Thị Kim PhượngОценок пока нет
- Effluent Treatment PlantДокумент68 страницEffluent Treatment PlantSegun Olatayo100% (2)
- Water Treatment by Peter EldridgeДокумент37 страницWater Treatment by Peter EldridgeSa RinОценок пока нет
- Types of Water PurifiersДокумент18 страницTypes of Water Purifiersssohal133Оценок пока нет