Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Advanced Metal Casting Technology (MAT515) Assignment One Part OneДокумент51 страницаAdvanced Metal Casting Technology (MAT515) Assignment One Part OneBizuayehu Tadesse100% (1)
- Iron - Carbon Phase Diagram: Sandeep Nair CB - EN.P2MFG15018Документ30 страницIron - Carbon Phase Diagram: Sandeep Nair CB - EN.P2MFG15018prasenjitsayantan100% (1)
- Chapetr 5 - Phase Equilibria and Phase TransformationДокумент74 страницыChapetr 5 - Phase Equilibria and Phase TransformationAsh DenemОценок пока нет
- Lab Report: ME2151-2 MetallographyДокумент4 страницыLab Report: ME2151-2 Metallographyandy100% (1)
- Phases in Iron-Fe3C Phase DaigramДокумент5 страницPhases in Iron-Fe3C Phase Daigramapurva karleОценок пока нет
- Heat Treatment QuestionsДокумент6 страницHeat Treatment QuestionsSleepy PandaОценок пока нет
- Set12 Metallurgy 2,3,4,5,6Документ19 страницSet12 Metallurgy 2,3,4,5,6Pritamjit RoutОценок пока нет
- Presentacion TTA PDFДокумент48 страницPresentacion TTA PDFdavid peralesОценок пока нет
- Iron Carbon DiagramДокумент44 страницыIron Carbon DiagramThanmay B MОценок пока нет
- Shreir's Corrosion Vol IIIДокумент813 страницShreir's Corrosion Vol IIIIsabele Paiva AssunçãoОценок пока нет
- Iron-Carbon Phase Diagram (SubsTech)Документ2 страницыIron-Carbon Phase Diagram (SubsTech)Aboo BackerОценок пока нет
- Vol4 MICRESS ExamplesДокумент83 страницыVol4 MICRESS ExamplesVm GobinathОценок пока нет
- Metallurgy Lab Viva VoiceДокумент3 страницыMetallurgy Lab Viva VoiceHARIMETLYОценок пока нет
- Ijems 21 (5) 573-579Документ7 страницIjems 21 (5) 573-579abhiОценок пока нет
- Factor PerlitizanteДокумент4 страницыFactor Perlitizantejose.figueroa@foseco.comОценок пока нет
- Fourty Years of Cgi in ChinaДокумент7 страницFourty Years of Cgi in ChinafdcarazoОценок пока нет
- Assignment 8 SolutionДокумент6 страницAssignment 8 SolutionBrishen Hawkins100% (1)
- Metallurgy Question Bank Quize Metals 2Документ31 страницаMetallurgy Question Bank Quize Metals 2abhishek_m_more67% (3)
- Time Temperature Transformation (TTT) or IsothermalДокумент26 страницTime Temperature Transformation (TTT) or IsothermalAfredo TrilasetyaОценок пока нет
- Cast Iron - IspatGuruДокумент14 страницCast Iron - IspatGuruWalid Ben AmirОценок пока нет
- Surface Hardening of SteelДокумент50 страницSurface Hardening of SteelTeptep GonzalesОценок пока нет
- Steel (Metallurgy) - Britannica Online EncyclopediaДокумент28 страницSteel (Metallurgy) - Britannica Online EncyclopediaChandana Hari KrishnaОценок пока нет
- SteelДокумент19 страницSteelEdi YantoОценок пока нет
- Case Studies in Engineering Failure Analysis: W. Geary, J. HobbsДокумент8 страницCase Studies in Engineering Failure Analysis: W. Geary, J. HobbsCarlosDanielClavijoGranadosОценок пока нет
- The Role of Shielding GasДокумент13 страницThe Role of Shielding Gasdev-nullОценок пока нет
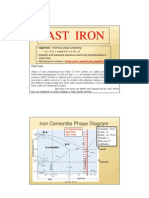
- Cast Iron: Iron Cementite Phase DiagramДокумент24 страницыCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5Оценок пока нет
- Unit 3Документ113 страницUnit 3Abhishek ChavanОценок пока нет
- EKT Mech 2014 2Документ9 страницEKT Mech 2014 2Ravinder ReddyОценок пока нет
- Strength and Bauschinger Effect in TMCP Line Pipe SteelsДокумент5 страницStrength and Bauschinger Effect in TMCP Line Pipe SteelsHamed MirabolghasemiОценок пока нет
- Chapter 8 Phase Diagrams UpdatedДокумент80 страницChapter 8 Phase Diagrams UpdatedSalman Khalil100% (1)