Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Single Phase Heat Transfer and Pressure Drop Characteristics of Micro-Fin TubesДокумент2 страницыSingle Phase Heat Transfer and Pressure Drop Characteristics of Micro-Fin TubesGerehОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
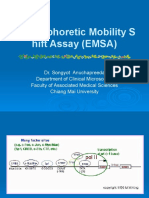
- Electrophoretic Mobility Shift Assay (EMSA) AMS 501795Документ38 страницElectrophoretic Mobility Shift Assay (EMSA) AMS 501795api-19918078Оценок пока нет
- Automated Suspension Culture: Cytogenetic Harvesting SystemsДокумент2 страницыAutomated Suspension Culture: Cytogenetic Harvesting Systemsmoutasim mohammadОценок пока нет
- Acid SlurryДокумент8 страницAcid SlurryVinod GoelОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- HPLC Column Protection Guide-1Документ40 страницHPLC Column Protection Guide-1Umair HussainОценок пока нет
- Copper and The Copper-Base AlloysДокумент32 страницыCopper and The Copper-Base AlloysVIVEK UPADHYAYОценок пока нет
- Simulation of Reactive Distillation ColumnДокумент6 страницSimulation of Reactive Distillation ColumnthanhndbОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Nanoformulation of Curcuma Longa Root Extract and Evaluation of Its Dissolution PotentialДокумент9 страницNanoformulation of Curcuma Longa Root Extract and Evaluation of Its Dissolution Potentialmuhammad adnan ayubОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Written Exam Questions Anglo Eastern 3Документ17 страницWritten Exam Questions Anglo Eastern 3SiRf Pyaar HaiОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- ManometerДокумент2 страницыManometerAlexanderSorianoОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Tugas PPM Deny Saputro Arifin 113170039Документ9 страницTugas PPM Deny Saputro Arifin 113170039Vira IrnandaОценок пока нет
- NT Mat 003 - Assessment of Corrosion Protection Classes For Inorganic Coatings On Steel - Nordtest MethodДокумент7 страницNT Mat 003 - Assessment of Corrosion Protection Classes For Inorganic Coatings On Steel - Nordtest MethodCorina StanculescuОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Test Bank Ch07Документ10 страницTest Bank Ch07Kagiso MokalakeОценок пока нет
- PNS BAFS 183 2020 Organic Soil AmendmentsДокумент14 страницPNS BAFS 183 2020 Organic Soil Amendmentsjeffrey sarolОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- FiberДокумент7 страницFiberHue Trang Nguyen ThiОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Lecture 7 Rayleigh PDFДокумент34 страницыLecture 7 Rayleigh PDFWendirad BeshadaОценок пока нет
- Fingermark Visualisation Manual Presentation IAI Aug 2013Документ42 страницыFingermark Visualisation Manual Presentation IAI Aug 2013Dogaru MugurОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Eucomex - Eucomex - EnglishДокумент2 страницыEucomex - Eucomex - EnglishNelson IbarraОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Mitsubishi CBN PCDДокумент70 страницMitsubishi CBN PCDtoms4Оценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Module 7 LipidsДокумент3 страницыModule 7 Lipidsgarciamigueld23Оценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Formulating Biologicals For Agriculture: Croda, March 2023Документ9 страницFormulating Biologicals For Agriculture: Croda, March 2023Fernanda Amaral FariaОценок пока нет
- Epm Clase 3Документ50 страницEpm Clase 3JORGE FREJA MACIASОценок пока нет
- Analysis of Cement by Banana FiberДокумент48 страницAnalysis of Cement by Banana FiberKyaw KhineОценок пока нет
- Eca ChangeoverДокумент61 страницаEca ChangeoverVijai Singh100% (1)
- Repair Laptop BatteryДокумент23 страницыRepair Laptop Batteryapi-381781593% (15)
- SRMB SteelДокумент31 страницаSRMB SteelAmol Ujawane100% (1)
- EPRIДокумент52 страницыEPRIDurga Prasad100% (2)
- David Scanu, Natalia P. Yevlampieva and Robert Deschenaux - Polar and Electrooptical Properties of (60) Fullerene-Containing Poly (Benzyl Ether) Dendrimers in SolutionДокумент7 страницDavid Scanu, Natalia P. Yevlampieva and Robert Deschenaux - Polar and Electrooptical Properties of (60) Fullerene-Containing Poly (Benzyl Ether) Dendrimers in SolutionGlade680Оценок пока нет
- Universitas Ahmad Dahlan - JellyДокумент15 страницUniversitas Ahmad Dahlan - JellyMaqfirotul LailyОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Assign Chap 2 Version 2Документ4 страницыAssign Chap 2 Version 2Rashiqah RazlanОценок пока нет