Вам также может понравиться
- Postgraduate Diploma in Machine Learning and Artificial IntelligenceДокумент20 страницPostgraduate Diploma in Machine Learning and Artificial Intelligenceavsrao123Оценок пока нет
- Application Form Birth CertificateДокумент1 страницаApplication Form Birth CertificateRohit Jain50% (2)
- Tour Code: 4 Days / 3 Nights SC 06 - ' 11,899/-Tour Code: 7 Days / 6 Nights SM 01 ' 20,899Документ1 страницаTour Code: 4 Days / 3 Nights SC 06 - ' 11,899/-Tour Code: 7 Days / 6 Nights SM 01 ' 20,899avsrao123Оценок пока нет
- AP Buildings SORДокумент288 страницAP Buildings SORgvramanaОценок пока нет
- GHMC Child Birth Name Entry Before 1yrДокумент1 страницаGHMC Child Birth Name Entry Before 1yrRohit Jain100% (1)
- DSP EbrochureДокумент6 страницDSP EbrochureKiran ReddyОценок пока нет
- Data Science BrochureДокумент14 страницData Science Brochureavsrao123Оценок пока нет
- Assignment Name - Concepts of Statistics: You Have To Answer The Given Question With Full ExplanationДокумент2 страницыAssignment Name - Concepts of Statistics: You Have To Answer The Given Question With Full ExplanationLakshmi RajeswariОценок пока нет
- Assignment Name - Concepts of Statistics: You Have To Answer The Given Question With Full ExplanationДокумент2 страницыAssignment Name - Concepts of Statistics: You Have To Answer The Given Question With Full ExplanationLakshmi RajeswariОценок пока нет
- Assignment 1Документ5 страницAssignment 1Kundan KumarОценок пока нет
- Innomatics Research Labs: Data Science CurriculumДокумент14 страницInnomatics Research Labs: Data Science Curriculumavsrao123Оценок пока нет
- GHMC Child Birth Name Entry Before 1yrДокумент1 страницаGHMC Child Birth Name Entry Before 1yrRohit Jain100% (1)
- Assignment Name - Concepts of Statistics: You Have To Answer The Given Question With Full ExplanationДокумент2 страницыAssignment Name - Concepts of Statistics: You Have To Answer The Given Question With Full ExplanationLakshmi RajeswariОценок пока нет
- Tableau Assignment 3Документ4 страницыTableau Assignment 3avsrao123Оценок пока нет
- Covid Ration SurveyДокумент1 страницаCovid Ration Surveyavsrao123Оценок пока нет
- ERC Standard Operating Procedures for Technical Inspection of Existing Power PlantsДокумент3 страницыERC Standard Operating Procedures for Technical Inspection of Existing Power Plantsavsrao123Оценок пока нет
- Apply Signature Encryption CertificateДокумент1 страницаApply Signature Encryption Certificateabhics67Оценок пока нет
- 108 Names of Aishwarya LakshmiДокумент10 страниц108 Names of Aishwarya Lakshmiavsrao123Оценок пока нет
- Relaxation in Financial Conditions GOДокумент1 страницаRelaxation in Financial Conditions GOavsrao123Оценок пока нет
- Digital Key ProcedureДокумент7 страницDigital Key Procedureavsrao123Оценок пока нет
- WORKERS COMPENSATION POLICY TITLEДокумент2 страницыWORKERS COMPENSATION POLICY TITLEavsrao123Оценок пока нет
- 20191120122749-Data Science Certification TrainingДокумент4 страницы20191120122749-Data Science Certification Trainingavsrao123Оценок пока нет
- L11 EstEarthWk9811Документ27 страницL11 EstEarthWk9811jamilthalji100% (1)
- Isa Maharashtra Inteq Magazine July2012Документ21 страницаIsa Maharashtra Inteq Magazine July2012ganeshanОценок пока нет
- BoilerДокумент48 страницBoilerJuan Francisco CHavez ViladegutОценок пока нет
- 455 - FST 204Документ8 страниц455 - FST 204avsrao123Оценок пока нет
- Control-Valve 1Документ26 страницControl-Valve 1Mahmoud KasbanОценок пока нет
- DrawingДокумент1 страницаDrawingavsrao123Оценок пока нет
- AAi Atc NotificationДокумент12 страницAAi Atc NotificationvijayОценок пока нет
- TIASA - Thermal Insulation HandbookДокумент58 страницTIASA - Thermal Insulation HandbookSirGawain99Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- FranklinДокумент4 страницыFranklinapi-291282463Оценок пока нет
- Us Virgin Island WWWWДокумент166 страницUs Virgin Island WWWWErickvannОценок пока нет
- Evolution of Bluetooth PDFДокумент2 страницыEvolution of Bluetooth PDFJuzerОценок пока нет
- ITU SURVEY ON RADIO SPECTRUM MANAGEMENT 17 01 07 Final PDFДокумент280 страницITU SURVEY ON RADIO SPECTRUM MANAGEMENT 17 01 07 Final PDFMohamed AliОценок пока нет
- Customer Perceptions of Service: Mcgraw-Hill/IrwinДокумент27 страницCustomer Perceptions of Service: Mcgraw-Hill/IrwinKoshiha LalОценок пока нет
- FX15Документ32 страницыFX15Jeferson MarceloОценок пока нет
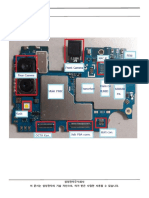
- Level 3 Repair PBA Parts LayoutДокумент32 страницыLevel 3 Repair PBA Parts LayoutabivecueОценок пока нет
- Java development user guide eclipse tutorialДокумент322 страницыJava development user guide eclipse tutorialVivek ParmarОценок пока нет
- Brick TiesДокумент15 страницBrick TiesengrfarhanAAAОценок пока нет
- Data Sheet: Experiment 5: Factors Affecting Reaction RateДокумент4 страницыData Sheet: Experiment 5: Factors Affecting Reaction Ratesmuyet lêОценок пока нет
- Iso 9001 CRMДокумент6 страницIso 9001 CRMleovenceОценок пока нет
- Exercises2 SolutionsДокумент7 страницExercises2 Solutionspedroagv08Оценок пока нет
- Hindustan Motors Case StudyДокумент50 страницHindustan Motors Case Studyashitshekhar100% (4)
- Ujian Madrasah Kelas VIДокумент6 страницUjian Madrasah Kelas VIrahniez faurizkaОценок пока нет
- Liebert PSP: Quick-Start Guide - 500VA/650VA, 230VДокумент2 страницыLiebert PSP: Quick-Start Guide - 500VA/650VA, 230VsinoОценок пока нет
- Wi FiДокумент22 страницыWi FiDaljeet Singh MottonОценок пока нет
- #### # ## E232 0010 Qba - 0Документ9 страниц#### # ## E232 0010 Qba - 0MARCOОценок пока нет
- Chem 102 Week 5Документ65 страницChem 102 Week 5CAILA CACHEROОценок пока нет
- John Hay People's Alternative Coalition Vs Lim - 119775 - October 24, 2003 - JДокумент12 страницJohn Hay People's Alternative Coalition Vs Lim - 119775 - October 24, 2003 - JFrances Ann TevesОценок пока нет
- Clark DietrichДокумент110 страницClark Dietrichikirby77Оценок пока нет
- Game Rules PDFДокумент12 страницGame Rules PDFEric WaddellОценок пока нет
- 2-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTДокумент5 страниц2-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTIbrahim JaberОценок пока нет
- Free Radical TheoryДокумент2 страницыFree Radical TheoryMIA ALVAREZОценок пока нет
- Logic and Set Theory PropositionДокумент3 страницыLogic and Set Theory PropositionVince OjedaОценок пока нет
- Mtle - Hema 1Документ50 страницMtle - Hema 1Leogene Earl FranciaОценок пока нет
- 2010 - Impact of Open Spaces On Health & WellbeingДокумент24 страницы2010 - Impact of Open Spaces On Health & WellbeingmonsОценок пока нет
- 621F Ap4405ccgbДокумент8 страниц621F Ap4405ccgbAlwinОценок пока нет
- Electronics Project Automatic Bike Controller Using Infrared RaysДокумент16 страницElectronics Project Automatic Bike Controller Using Infrared RaysragajeevaОценок пока нет
- IGCSE Chemistry Section 5 Lesson 3Документ43 страницыIGCSE Chemistry Section 5 Lesson 3Bhawana SinghОценок пока нет
- Complete Guide To Sports Training PDFДокумент105 страницComplete Guide To Sports Training PDFShahana ShahОценок пока нет