Вам также может понравиться
- Mm216 Eigenvalue EigenvalueДокумент4 страницыMm216 Eigenvalue EigenvalueFurkan ŞahinОценок пока нет
- Amem201 Lec9 ProblemsДокумент6 страницAmem201 Lec9 ProblemsAndiniPermanaОценок пока нет
- Amem201 Lec9 ProblemsДокумент5 страницAmem201 Lec9 ProblemsOng Wei QuanОценок пока нет
- Cutting Data Corrax EngДокумент5 страницCutting Data Corrax EngPardeep Kumar100% (1)
- Cutting Data Corrax EngДокумент5 страницCutting Data Corrax Engstanalina00Оценок пока нет
- HW4 2013 Solution Heat TransferДокумент5 страницHW4 2013 Solution Heat TransferAlbert StarkОценок пока нет
- Example For Milling CalculationДокумент3 страницыExample For Milling CalculationAbd Muhaimin AmmsОценок пока нет
- 5.1 Operating Conditions - Turning, Milling & DrillingДокумент31 страница5.1 Operating Conditions - Turning, Milling & DrillingjpmanikandanОценок пока нет
- Solution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minДокумент11 страницSolution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minwoihoОценок пока нет
- HW 5 - Me 406-152 Plus SolutionДокумент3 страницыHW 5 - Me 406-152 Plus SolutiontrishОценок пока нет
- Sheet 8Документ5 страницSheet 8mo635107Оценок пока нет
- MP Unit-2Документ113 страницMP Unit-2Parth MaldhureОценок пока нет
- Homework of Lecture 4 ManufacturingДокумент7 страницHomework of Lecture 4 ManufacturingHassan YounasОценок пока нет
- Calculation Manufacturing ProcessДокумент18 страницCalculation Manufacturing ProcessEncik MaaОценок пока нет
- Unit 5Документ31 страницаUnit 5Nirina ArimananaОценок пока нет
- D ConcreteStruc N24Документ8 страницD ConcreteStruc N24Hareesh KilaruОценок пока нет
- RCCe11 Element DesignДокумент8 страницRCCe11 Element DesignJalaluddin MacadatoОценок пока нет
- TCC11 Element Design - Xls of Slab and BeamДокумент12 страницTCC11 Element Design - Xls of Slab and BeamAmadu Farrow100% (1)
- Composite Steel GirderДокумент10 страницComposite Steel GirdersorowareОценок пока нет
- Machine Design of Stepper MotorsДокумент12 страницMachine Design of Stepper Motorsabhrajit ghoshОценок пока нет
- Dang Tutorial 1 2 Solution (Metal Cutting) - 04112014174823135Документ10 страницDang Tutorial 1 2 Solution (Metal Cutting) - 04112014174823135Bi ChenОценок пока нет
- Vtu e Notes Mpiii 14Документ8 страницVtu e Notes Mpiii 14Qalu vibesОценок пока нет
- Trial Rc4 Tcc11 Element DesignДокумент8 страницTrial Rc4 Tcc11 Element DesignPaul NelmesОценок пока нет
- RCCe11 Element DesignДокумент9 страницRCCe11 Element Designrelu59Оценок пока нет
- 190170109127-Induction Motor MatlabДокумент8 страниц190170109127-Induction Motor Matlabvidhisuthar1162Оценок пока нет
- Electrical Machine Design: Design 1: DC Generator Armature DesignДокумент8 страницElectrical Machine Design: Design 1: DC Generator Armature DesignMarvin DacayanОценок пока нет
- ME 338 Manufacturing Processes II HW#2Документ2 страницыME 338 Manufacturing Processes II HW#2Anonymous 2xjDjAcZОценок пока нет
- TCC11 Element DesignДокумент8 страницTCC11 Element DesignMelinda GordonОценок пока нет
- Mechanical Engineering DepartmentДокумент2 страницыMechanical Engineering DepartmentArjit Goswami100% (1)
- Contoh Soal MachiningДокумент2 страницыContoh Soal MachiningNurhayati SitorusОценок пока нет
- Fin Plate - Beam To ColumnДокумент78 страницFin Plate - Beam To ColumnHemant Ramesh NarkarОценок пока нет
- Sample Solution On The Exercises (Lecture 3)Документ3 страницыSample Solution On The Exercises (Lecture 3)murwanashyaka augustinОценок пока нет
- Theory of Metal Cutting - NumericalsДокумент2 страницыTheory of Metal Cutting - Numericalspmagrawal100% (1)
- Certificate: Sandipan Mishra Kaustav BhadarДокумент47 страницCertificate: Sandipan Mishra Kaustav BhadarSanmoy DattaОценок пока нет
- RCC Design SheetsДокумент40 страницRCC Design Sheetsashuswara84% (25)
- Designed By: Submitted ToДокумент46 страницDesigned By: Submitted To106 MOMENUL ISLAM KHAN 17Оценок пока нет
- Design of Rectangular Water TankДокумент242 страницыDesign of Rectangular Water Tankmumarbsc7244Оценок пока нет
- Unit 3 32,33,34,35Документ3 страницыUnit 3 32,33,34,35Deepanshu VermaОценок пока нет
- RCC11 Element DesignДокумент6 страницRCC11 Element DesignAli IssamОценок пока нет
- 14a. Check Shear - B400x800dДокумент8 страниц14a. Check Shear - B400x800dYoukhanna ZayiaОценок пока нет
- RCC Design SheetsДокумент40 страницRCC Design SheetsIbrahim El SharОценок пока нет
- Design and Detailing of Steel in Combined FootingsДокумент34 страницыDesign and Detailing of Steel in Combined FootingsgundulpОценок пока нет
- Input: KNM/M N/MM N/MM MM MM MM MM To These Bars C SДокумент6 страницInput: KNM/M N/MM N/MM MM MM MM MM To These Bars C ST Satheesh KumarОценок пока нет
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingДокумент7 страницAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilОценок пока нет
- One Way Slab DesignДокумент10 страницOne Way Slab DesignBijendra PradhanОценок пока нет
- Cylindrical Compression Helix Springs For Suspension SystemsОт EverandCylindrical Compression Helix Springs For Suspension SystemsОценок пока нет
- Electricity in Fish Research and Management: Theory and PracticeОт EverandElectricity in Fish Research and Management: Theory and PracticeОценок пока нет
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesОт EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesОценок пока нет
- Web Server ProjectДокумент16 страницWeb Server Projectمعتز العجيليОценок пока нет
- Engineering Materials-Istanbul .Technical UniversityДокумент40 страницEngineering Materials-Istanbul .Technical UniversitybuggrraaОценок пока нет
- Cam 12 Test 2 ReadingДокумент7 страницCam 12 Test 2 ReadingLê Nguyễn Ái DuyênОценок пока нет
- BBI2002 SCL 7 WEEK 8 AdamДокумент3 страницыBBI2002 SCL 7 WEEK 8 AdamAMIRUL RIDZLAN BIN RUSIHAN / UPMОценок пока нет
- CH 3 Revision Worksheet 2 Class 6 CSДокумент1 страницаCH 3 Revision Worksheet 2 Class 6 CSShreyank SinghОценок пока нет
- Rajkumar Kitchen Model Oil Expeller - INRДокумент1 страницаRajkumar Kitchen Model Oil Expeller - INRNishant0% (1)
- 3D Archicad Training - Module 1Документ3 страницы3D Archicad Training - Module 1Brahmantia Iskandar MudaОценок пока нет
- Netaji Subhas Open UniversityДокумент4 страницыNetaji Subhas Open UniversityraydipanjanОценок пока нет
- Estanislao Vs CAДокумент2 страницыEstanislao Vs CAChammy0% (1)
- Learning Activity Sheet Science 10 Second Quarter - Week 8Документ4 страницыLearning Activity Sheet Science 10 Second Quarter - Week 8Eller Jansen AnciroОценок пока нет
- Tavera Vs Valdez 1 Phil 468Документ2 страницыTavera Vs Valdez 1 Phil 468John AmbasОценок пока нет
- Craske - Mastering Your Fears and FobiasДокумент174 страницыCraske - Mastering Your Fears and Fobiasjuliana218Оценок пока нет
- CS506 Mid SubjectiveДокумент2 страницыCS506 Mid SubjectiveElma AlamОценок пока нет
- Document 20Документ3 страницыDocument 20api-586815209Оценок пока нет
- Farmers' Satisfaction With The Paddy Procurement Practices of The National Food Authority in The Province of Palawan, PhilippinesДокумент13 страницFarmers' Satisfaction With The Paddy Procurement Practices of The National Food Authority in The Province of Palawan, PhilippinesPsychology and Education: A Multidisciplinary JournalОценок пока нет
- West Bengal Joint Entrance Examinations Board: Provisional Admission LetterДокумент2 страницыWest Bengal Joint Entrance Examinations Board: Provisional Admission Lettertapas chakrabortyОценок пока нет
- Casesheet 086 Siwertell Hermasa Brazil Grain Unloader TerminalДокумент2 страницыCasesheet 086 Siwertell Hermasa Brazil Grain Unloader TerminalersОценок пока нет
- University of Nottingham Department of Architecture and Built EnvironmentДокумент43 страницыUniversity of Nottingham Department of Architecture and Built EnvironmentDaniahОценок пока нет
- User Custom PP Install74Документ2 страницыUser Custom PP Install74Zixi FongОценок пока нет
- Competing Models of Entrepreneurial IntentionsДокумент22 страницыCompeting Models of Entrepreneurial IntentionsAsri Aneuk HimabisОценок пока нет
- Suggested Answers Spring 2015 Examinations 1 of 8: Strategic Management Accounting - Semester-6Документ8 страницSuggested Answers Spring 2015 Examinations 1 of 8: Strategic Management Accounting - Semester-6Abdul BasitОценок пока нет
- RS485 ManualДокумент7 страницRS485 Manualndtruc100% (2)
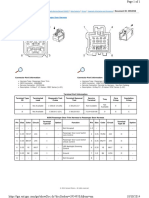
- Wheel CylindersДокумент2 страницыWheel Cylindersparahu ariefОценок пока нет
- DBR KochiДокумент22 страницыDBR Kochipmali2Оценок пока нет
- Notes On Mass and Energy Balances For Membranes 2007 PDFДокумент83 страницыNotes On Mass and Energy Balances For Membranes 2007 PDFM TОценок пока нет
- BP Azspu Driver Fatigue & Tiredness Management ProcedureДокумент11 страницBP Azspu Driver Fatigue & Tiredness Management ProcedureEl Khan100% (1)
- Br2e Int Readingfile10 PDFДокумент2 страницыBr2e Int Readingfile10 PDFSanti RodriguezОценок пока нет
- Evaluation of Performance of Container Terminals T PDFДокумент10 страницEvaluation of Performance of Container Terminals T PDFjohnОценок пока нет
- X606 PDFДокумент1 страницаX606 PDFDany OrioliОценок пока нет
- Student Application Form BCIS - 2077Документ2 страницыStudent Application Form BCIS - 2077Raaz Key Run ChhatkuliОценок пока нет