Вам также может понравиться
- Ies 2012 General Ability Set C j18Документ19 страницIes 2012 General Ability Set C j18bigboss0086Оценок пока нет
- First Law Control Volume Isentropic EfficiencyДокумент3 страницыFirst Law Control Volume Isentropic EfficiencyYogesh ChaudhariОценок пока нет
- MechanicsДокумент7 страницMechanicsNimmagadda BharathОценок пока нет
- SI Units, Color Diagram (1s) PDFДокумент1 страницаSI Units, Color Diagram (1s) PDFMaurício Vicente TavaresОценок пока нет
- Important Topics For GATE by S K MondalДокумент6 страницImportant Topics For GATE by S K Mondalsonalibara100% (2)
- B.tech. (Mechanical Engineering) W.E.F. Admitted Batch (2012-13) GitamДокумент3 страницыB.tech. (Mechanical Engineering) W.E.F. Admitted Batch (2012-13) GitamNimmagadda BharathОценок пока нет
- 2-2 Civil R09Документ9 страниц2-2 Civil R09appa140Оценок пока нет
- First Law Control Volume Isentropic EfficiencyДокумент3 страницыFirst Law Control Volume Isentropic EfficiencyYogesh ChaudhariОценок пока нет
- FAQ GATE 2014 ScorecardДокумент4 страницыFAQ GATE 2014 ScorecardNimmagadda BharathОценок пока нет
- Square RootsДокумент1 страницаSquare RootssalmanscribdОценок пока нет
- Important Topics For GATE by S K MondalДокумент6 страницImportant Topics For GATE by S K Mondalsonalibara100% (2)
- Production Technology Ch39Документ20 страницProduction Technology Ch39Nimmagadda BharathОценок пока нет
- B.tech. (Mechanical Engineering) W.E.F. Admitted Batch (2012-13)Документ145 страницB.tech. (Mechanical Engineering) W.E.F. Admitted Batch (2012-13)Nimmagadda BharathОценок пока нет
- 0-50 Multiplication Grid RevisedДокумент4 страницы0-50 Multiplication Grid Revisedselventhira100% (1)
- 2-2 MECH Syllabus (R09) - 2012Документ7 страниц2-2 MECH Syllabus (R09) - 2012Anvesh YerraguntaОценок пока нет
- Production Technology Ch37Документ3 страницыProduction Technology Ch37Nimmagadda BharathОценок пока нет
- Engineering Metrology and InstrumentationДокумент20 страницEngineering Metrology and InstrumentationPilar Murguia HurtadoОценок пока нет
- Production Technology Ch38Документ33 страницыProduction Technology Ch38Nimmagadda BharathОценок пока нет
- Production Technology Ch36Документ16 страницProduction Technology Ch36Nimmagadda BharathОценок пока нет
- Production Technology Ch31Документ9 страницProduction Technology Ch31Nimmagadda BharathОценок пока нет
- Production Technology Ch32Документ10 страницProduction Technology Ch32Nimmagadda BharathОценок пока нет
- Production Technology Ch34Документ13 страницProduction Technology Ch34Nimmagadda BharathОценок пока нет
- Production Technology Ch30Документ22 страницыProduction Technology Ch30Nimmagadda BharathОценок пока нет
- Production Technology Ch33Документ13 страницProduction Technology Ch33Nimmagadda BharathОценок пока нет
- Production Technology Ch26Документ19 страницProduction Technology Ch26Nimmagadda BharathОценок пока нет
- CH 27Документ19 страницCH 27marihomenonОценок пока нет
- Production Technology Ch29Документ20 страницProduction Technology Ch29Nimmagadda BharathОценок пока нет
- Production Technology Ch28Документ18 страницProduction Technology Ch28Nimmagadda BharathОценок пока нет
- Production Technology Ch24Документ16 страницProduction Technology Ch24Nimmagadda BharathОценок пока нет
- Production Technology Ch25Документ33 страницыProduction Technology Ch25Nimmagadda BharathОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Alarm ValveДокумент12 страницAlarm ValveMusharaf ShahОценок пока нет
- Reed B-Series Manual Override Instructions-Main CircuitДокумент2 страницыReed B-Series Manual Override Instructions-Main CircuitW Morales100% (1)
- PLT ToolsДокумент37 страницPLT ToolsbenaoudaОценок пока нет
- Service Bulletin Trucks: Wiring Diagram User ManualДокумент17 страницService Bulletin Trucks: Wiring Diagram User ManualMoises ChoqueОценок пока нет
- DTC P1B77 High Voltage Precharging Fault - SonataHybrid 2015Документ12 страницDTC P1B77 High Voltage Precharging Fault - SonataHybrid 2015Auto DiagОценок пока нет
- Short Notes On Carbon Cycle, Nitrogen Cycle and Sulphur CycleДокумент16 страницShort Notes On Carbon Cycle, Nitrogen Cycle and Sulphur Cyclesivaaero41Оценок пока нет
- Ansi C84.1 2006Документ23 страницыAnsi C84.1 2006Yesica FonsecaОценок пока нет
- Kirchhoff's Laws Experiment AnalysisДокумент5 страницKirchhoff's Laws Experiment AnalysisMohsin Iqbal Department of Electrical EngineeringОценок пока нет
- Buderus Logalax Plus GB162/80 and GB162/100 High Efficiency Modulating Gas Fired Boiler BrochureДокумент8 страницBuderus Logalax Plus GB162/80 and GB162/100 High Efficiency Modulating Gas Fired Boiler Brochuree-ComfortUSAОценок пока нет
- Horizontal Barriers For Controlling Water ConingДокумент8 страницHorizontal Barriers For Controlling Water ConingBahman MatouriОценок пока нет
- TR0902: Report On Matched-Melt Co-Ordination As Used For Selecting Wind Farm FusesДокумент7 страницTR0902: Report On Matched-Melt Co-Ordination As Used For Selecting Wind Farm FusesPCTMarketingОценок пока нет
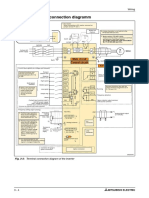
- Terminal Connection Diagramm WiringДокумент3 страницыTerminal Connection Diagramm WiringTran LeОценок пока нет
- Caterpillar Tier T4Документ14 страницCaterpillar Tier T4Juan AsarcadoОценок пока нет
- Introduction To Green EconomyДокумент11 страницIntroduction To Green Economyvineet soodОценок пока нет
- Plumbing Pre-Board Exam-Answer KeyДокумент18 страницPlumbing Pre-Board Exam-Answer KeyKrizia Charish MejiaОценок пока нет
- Flojet 2002 Marine CatalogueДокумент12 страницFlojet 2002 Marine CatalogueRacil EzzedineОценок пока нет
- Illuminazione Gallerie Stradali Uni 11095 - Rev.2 IngДокумент14 страницIlluminazione Gallerie Stradali Uni 11095 - Rev.2 Ingiaiscan1009Оценок пока нет
- CEB1061Документ6 страницCEB1061oscar horacio floresОценок пока нет
- Safety EN IEC 60335 1 Cyrix PDFДокумент106 страницSafety EN IEC 60335 1 Cyrix PDFGiuseppe FerrariОценок пока нет
- B-3801 IOM - Rev - 2011-09-02 (1) MidlandДокумент23 страницыB-3801 IOM - Rev - 2011-09-02 (1) MidlandLucas MonteОценок пока нет
- The Magpie's NestДокумент1 страницаThe Magpie's NestSuraini Iteng YatimОценок пока нет
- DC Microgrid TechnologyДокумент27 страницDC Microgrid TechnologyarwinОценок пока нет
- Topic 11.1 - Electromagnetic Induction - AHLДокумент40 страницTopic 11.1 - Electromagnetic Induction - AHLPaul Amezquita0% (1)
- XFP100E CB1 50HZ pump curvesДокумент6 страницXFP100E CB1 50HZ pump curvesDanilo RochaОценок пока нет
- A25DA30D03diagrams PDFДокумент109 страницA25DA30D03diagrams PDFcruz Tobilla100% (1)
- Fundamentals of Operational ResearchДокумент3 страницыFundamentals of Operational ResearchUtkarsh AttelaОценок пока нет
- Lin AssistДокумент4 страницыLin AssistSynyster Patar SulivanОценок пока нет
- Lecture 7.3 - SolidsДокумент33 страницыLecture 7.3 - SolidsAdamОценок пока нет
- English Airplane ArticleДокумент2 страницыEnglish Airplane Articleapi-462230056Оценок пока нет