Вам также может понравиться
- Training For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Документ28 страницTraining For Humans Guide: FAQ's How Many Sets/reps Should I Do Per Exercise?Paulo Pires100% (1)
- Satip F 001 04Документ4 страницыSatip F 001 04Anonymous 4e7GNjzGWОценок пока нет
- SMG 07-005 Application of Saudi Aramco Building Code To Contractors 2021-11-25Документ38 страницSMG 07-005 Application of Saudi Aramco Building Code To Contractors 2021-11-25baseet gazaliОценок пока нет
- Lecture2 GranulopoiesisДокумент9 страницLecture2 GranulopoiesisAfifa Prima GittaОценок пока нет
- Iso 14692 4 2017Документ15 страницIso 14692 4 2017Mayara AlvesОценок пока нет
- SAIC-L-2136 Rev 0Документ3 страницыSAIC-L-2136 Rev 0philipyapОценок пока нет
- Iii. Applicable Codes & Standards For Aramco ProjectsДокумент5 страницIii. Applicable Codes & Standards For Aramco ProjectsZain Ali KidwaiОценок пока нет
- Assessment 1 API 570Документ5 страницAssessment 1 API 570Mohamed ZainОценок пока нет
- Api 1104 VT TestДокумент2 страницыApi 1104 VT TestKali AbdennourОценок пока нет
- 175 022503Документ2 страницы175 022503Abu Anas M.SalaheldinОценок пока нет
- Saep 119Документ11 страницSaep 119Demac SaudОценок пока нет
- Aramco Plumbing Interview QuestionsДокумент6 страницAramco Plumbing Interview QuestionsMohanad Suliman100% (1)
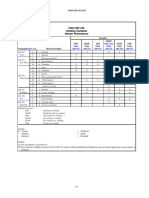
- Table - Qw-416 Welding Variables For Welder PerformanceДокумент1 страницаTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Synthesis, Analysis and Simulation of A Four-Bar Mechanism Using Matlab ProgrammingДокумент12 страницSynthesis, Analysis and Simulation of A Four-Bar Mechanism Using Matlab ProgrammingPedroAugustoОценок пока нет
- Agenda Item: 650-2024: Coating Prior To Hydrostatic TestingДокумент4 страницыAgenda Item: 650-2024: Coating Prior To Hydrostatic Testinggigiphi1Оценок пока нет
- SATR-A-2011 Rev 2 - Re-Instatement Checklist (Form)Документ2 страницыSATR-A-2011 Rev 2 - Re-Instatement Checklist (Form)deepa narayanОценок пока нет
- PQR FormatДокумент2 страницыPQR Formatravi0009880% (5)
- CBT QuestionsДокумент17 страницCBT QuestionsNaseer Ahmed SokhalОценок пока нет
- Saic D 2025Документ10 страницSaic D 2025jerinОценок пока нет
- SAEP-321 Performance Qualification Testing and Certification of Saudi Aramco WeldersДокумент28 страницSAEP-321 Performance Qualification Testing and Certification of Saudi Aramco WeldersSergey KichenkoОценок пока нет
- Impact of Pantawid Pamilyang Pilipino Program On EducationДокумент10 страницImpact of Pantawid Pamilyang Pilipino Program On EducationEllyssa Erika MabayagОценок пока нет
- Assessment 3 API 570Документ12 страницAssessment 3 API 570Mohamed ZainОценок пока нет
- Evolution Army 3 R DadДокумент341 страницаEvolution Army 3 R DadStanisław DisęОценок пока нет
- IMCI Chart BookletДокумент43 страницыIMCI Chart Bookletmysticeyes_17100% (1)
- Office: Printout Sample - ASME WPSДокумент2 страницыOffice: Printout Sample - ASME WPSDanem HalasОценок пока нет
- Certification Type Requirements Location GI#: Saudi Aramco: Company General UseДокумент2 страницыCertification Type Requirements Location GI#: Saudi Aramco: Company General UseMuhammad TariqОценок пока нет
- SAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingДокумент5 страницSAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingFiras AlbaweiОценок пока нет
- NDT Training Syllabus PDFДокумент8 страницNDT Training Syllabus PDFNkwor AndersonОценок пока нет
- Apcs 117Документ12 страницApcs 117Ilyas AhmedОценок пока нет
- SATIP-T-492-01 Ver 08Документ1 страницаSATIP-T-492-01 Ver 08thezaidОценок пока нет
- Diamatre Teava - PEDДокумент72 страницыDiamatre Teava - PEDAlin TomozeiОценок пока нет
- Satip e 007 01Документ2 страницыSatip e 007 01Anonymous 4e7GNjzGWОценок пока нет
- 12 Samss 008 PDFДокумент4 страницы12 Samss 008 PDFErin JohnsonОценок пока нет
- 01-SAMSS-048 PDF Download - CRA Clad or Lined Steel PipeДокумент4 страницы01-SAMSS-048 PDF Download - CRA Clad or Lined Steel PipeZahidRafiqueОценок пока нет
- 2008 MechДокумент54 страницы2008 MechKaran BamrahОценок пока нет
- Cswip Div 9 03 General Inspector 4th Edition Jan 2008Документ12 страницCswip Div 9 03 General Inspector 4th Edition Jan 2008obinnaОценок пока нет
- ASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsДокумент31 страницаASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsSamsudin AhmadОценок пока нет
- Mobile Offshore Drilling Units 2008: Rules For Building and ClassingДокумент14 страницMobile Offshore Drilling Units 2008: Rules For Building and ClassingmfazioliОценок пока нет
- Api 577 QuestionsДокумент2 страницыApi 577 QuestionskorichiОценок пока нет
- Written Schemes of Examinations Example Template - Course DownloadДокумент9 страницWritten Schemes of Examinations Example Template - Course Downloadgamil2Оценок пока нет
- Pipeline SlidesДокумент14 страницPipeline Slidesc丽诗Оценок пока нет
- Materials System SpecificationДокумент11 страницMaterials System SpecificationZubair RaoofОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент4 страницыSaudi Aramco Inspection ChecklistRijwan MohammadОценок пока нет
- Hempel Curing Agent 98021 MsdsДокумент10 страницHempel Curing Agent 98021 MsdsM.FAIZAN ARSHADОценок пока нет
- CRMS ItpДокумент2 страницыCRMS Itparockiyathass100% (1)
- Schedule B - Attachment IVДокумент29 страницSchedule B - Attachment IVAbdul Ahad LoneОценок пока нет
- Saes G 115Документ9 страницSaes G 115junaidОценок пока нет
- Counter Weight DrawingДокумент1 страницаCounter Weight Drawingrajaguru20003Оценок пока нет
- Sa 6717Документ1 страницаSa 6717biplabpal2009Оценок пока нет
- Saad Bin Sharf: API-510, API-570 & API-653 Authorize InspectorДокумент5 страницSaad Bin Sharf: API-510, API-570 & API-653 Authorize InspectorSaad Bin SharfОценок пока нет
- Fosroc Conbextra EP150: Free Flow Epoxy Resin Grout Uses DescriptionДокумент4 страницыFosroc Conbextra EP150: Free Flow Epoxy Resin Grout Uses DescriptionVincent JavateОценок пока нет
- Solutions: Solutions Manual For Welding Principles and Practices 5Th Edition BohnartДокумент7 страницSolutions: Solutions Manual For Welding Principles and Practices 5Th Edition BohnartBassel AlshamiОценок пока нет
- Scaff CV 1Документ7 страницScaff CV 1Teodoro EsquilloОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент8 страницSaudi Aramco Inspection ChecklistAnantha PadmanabhanОценок пока нет
- Dokumen - Tips Cswip TipsДокумент16 страницDokumen - Tips Cswip TipszuhebОценок пока нет
- Saudi Aramco Test Report Temperature Tie-In Welding ReportДокумент2 страницыSaudi Aramco Test Report Temperature Tie-In Welding ReportManoj Kumar100% (2)
- Refractory Inspection: Prepared by Integrity EngineeringДокумент17 страницRefractory Inspection: Prepared by Integrity EngineeringAhmedОценок пока нет
- Astm 890Документ3 страницыAstm 890bsnegi111Оценок пока нет
- 0301e - Guidebook For Inspectors - 2018-3Документ6 страниц0301e - Guidebook For Inspectors - 2018-3FranciscoОценок пока нет
- Saudi Aramco Inspection Checklist: Re-Instatement/Punchlisting of Under Ground Pipeline SAIC-L-2133 25-May-05 PipeДокумент7 страницSaudi Aramco Inspection Checklist: Re-Instatement/Punchlisting of Under Ground Pipeline SAIC-L-2133 25-May-05 PipeAnonymous S9qBDVkyОценок пока нет
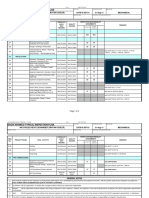
- Inspection & Testing Requirements Scope:: Test and Inspection PerДокумент2 страницыInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinОценок пока нет
- SCCDAДокумент4 страницыSCCDAengineerchemical285038Оценок пока нет
- Material Handling Equipment World Summary: Market Values & Financials by CountryОт EverandMaterial Handling Equipment World Summary: Market Values & Financials by CountryОценок пока нет
- Fertilization Guide For CoconutsДокумент2 страницыFertilization Guide For CoconutsTrade goalОценок пока нет
- ReadmeДокумент2 страницыReadmechethan100% (1)
- Unsuccessful MT-SM DeliveryДокумент2 страницыUnsuccessful MT-SM DeliveryPitam MaitiОценок пока нет
- Week 4 - Theoretical Framework - LectureДокумент13 страницWeek 4 - Theoretical Framework - LectureRayan Al-ShibliОценок пока нет
- Determination Rules SAP SDДокумент2 страницыDetermination Rules SAP SDkssumanthОценок пока нет
- Safety Procedures in Using Hand Tools and EquipmentДокумент12 страницSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezОценок пока нет
- Pityriasis VersicolorДокумент10 страницPityriasis Versicolorketty putriОценок пока нет
- LP For EarthquakeДокумент6 страницLP For Earthquakejelena jorgeoОценок пока нет
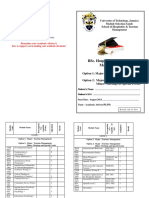
- BSC HTM - TourismДокумент4 страницыBSC HTM - Tourismjaydaman08Оценок пока нет
- Z-Purlins: Technical DocumentationДокумент11 страницZ-Purlins: Technical Documentationardit bedhiaОценок пока нет
- Kyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationДокумент16 страницKyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationRafael Alarcón Vidal100% (1)
- Continue Practice Exam Test Questions Part 1 of The SeriesДокумент7 страницContinue Practice Exam Test Questions Part 1 of The SeriesKenn Earl Bringino VillanuevaОценок пока нет
- (Jones) GoodwinДокумент164 страницы(Jones) Goodwinmount2011Оценок пока нет
- rp10 PDFДокумент77 страницrp10 PDFRobson DiasОценок пока нет
- Global Divides: The North and The South: National University Sports AcademyДокумент32 страницыGlobal Divides: The North and The South: National University Sports AcademyYassi CurtisОценок пока нет
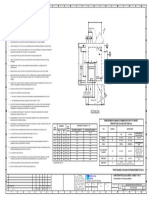
- Notes:: Reinforcement in Manhole Chamber With Depth To Obvert Greater Than 3.5M and Less Than 6.0MДокумент1 страницаNotes:: Reinforcement in Manhole Chamber With Depth To Obvert Greater Than 3.5M and Less Than 6.0Mسجى وليدОценок пока нет
- The Influence of Irish Monks On Merovingian Diocesan Organization-Robbins BittermannДокумент15 страницThe Influence of Irish Monks On Merovingian Diocesan Organization-Robbins BittermanngeorgiescuОценок пока нет
- Comparison Between CompetitorsДокумент2 страницыComparison Between Competitorsritesh singhОценок пока нет
- 22 Khan S.Документ7 страниц22 Khan S.scholarlyreseachjОценок пока нет
- Injections Quiz 2Документ6 страницInjections Quiz 2Allysa MacalinoОценок пока нет
- Lamentation of The Old Pensioner FinalДокумент17 страницLamentation of The Old Pensioner FinalRahulОценок пока нет
- Bolt Grade Markings and Strength ChartДокумент2 страницыBolt Grade Markings and Strength ChartGregory GaschteffОценок пока нет
- Escaner Electromagnético de Faja Transportadora-Steel SPECTДокумент85 страницEscaner Electromagnético de Faja Transportadora-Steel SPECTEdwin Alfredo Eche QuirozОценок пока нет
- Quiz 140322224412 Phpapp02Документ26 страницQuiz 140322224412 Phpapp02Muhammad Mubeen Iqbal PuriОценок пока нет