Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- DAC42 Guardiani 46 2Документ19 страницDAC42 Guardiani 46 2ksvinyk7193Оценок пока нет
- Badger Foundry Company MasterPresentationДокумент27 страницBadger Foundry Company MasterPresentationksvinyk7193100% (1)
- DAC42 Guardiani 46 2Документ19 страницDAC42 Guardiani 46 2ksvinyk7193Оценок пока нет
- Process Layout: © 2007 Pearson EducationДокумент31 страницаProcess Layout: © 2007 Pearson Educationksvinyk7193Оценок пока нет
- Final Specification - STR No. WD-40-LWLH25 Bogie-K-class Dated 26-02-16Документ61 страницаFinal Specification - STR No. WD-40-LWLH25 Bogie-K-class Dated 26-02-16ksvinyk7193Оценок пока нет
- DAC42 Guardiani 46 2Документ19 страницDAC42 Guardiani 46 2ksvinyk7193Оценок пока нет
- GDT Wall Chart 2009 Arch - D PDFДокумент1 страницаGDT Wall Chart 2009 Arch - D PDFksvinyk7193Оценок пока нет
- En15689 2009 eДокумент19 страницEn15689 2009 eksvinyk7193Оценок пока нет
- Schwihag Drawing p8887 - 5 Rail PadДокумент2 страницыSchwihag Drawing p8887 - 5 Rail Padksvinyk7193Оценок пока нет
- Finite Element Analysis On Gate ValveДокумент5 страницFinite Element Analysis On Gate ValvemanjunathbagaliОценок пока нет
- Is.15865.2009 - Exothermic Sleevs StandardДокумент12 страницIs.15865.2009 - Exothermic Sleevs StandardDavindRa SoniОценок пока нет
- 7 Casting TechnologyДокумент15 страниц7 Casting Technologyksvinyk7193Оценок пока нет
- Turnout Calc PDFДокумент47 страницTurnout Calc PDFksvinyk7193100% (1)
- NX 10 For Engineering Design PDFДокумент207 страницNX 10 For Engineering Design PDFAnonymous EVAzqFeburОценок пока нет
- 19 CastingДокумент11 страниц19 Castingrizky febrianОценок пока нет
- En15689 2009 eДокумент19 страницEn15689 2009 eksvinyk7193Оценок пока нет
- D 819Документ56 страницD 819ksvinyk7193Оценок пока нет
- 18-Silica Sand Foundry Requirements by DawsonДокумент8 страниц18-Silica Sand Foundry Requirements by Dawsonksvinyk7193Оценок пока нет
- Product Data Management Initiative Overview Joint Aviation ConferenceДокумент34 страницыProduct Data Management Initiative Overview Joint Aviation Conferenceksvinyk7193Оценок пока нет
- Steel Penetration in Sand MoldsДокумент73 страницыSteel Penetration in Sand Moldsksvinyk7193Оценок пока нет
- Feeding and Risering of High-Alloy Steel Castings - Metallurgical and Materials Transactions - Find Articles at BNETДокумент3 страницыFeeding and Risering of High-Alloy Steel Castings - Metallurgical and Materials Transactions - Find Articles at BNETksvinyk7193Оценок пока нет
- SCH, S9, High Alloy Data SheetsДокумент60 страницSCH, S9, High Alloy Data SheetsMiki JaksicОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Chapter 2.3.3 History of Visual Arts Modernism Post ModernismДокумент17 страницChapter 2.3.3 History of Visual Arts Modernism Post ModernismKim Ashley SarmientoОценок пока нет
- Riqas Ri RQ9142 11aДокумент6 страницRiqas Ri RQ9142 11aGrescia Ramos VegaОценок пока нет
- Refutation EssayДокумент6 страницRefutation Essayapi-314826327Оценок пока нет
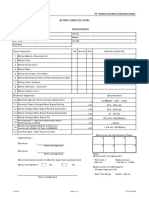
- Battery Checklist ProcedureДокумент1 страницаBattery Checklist ProcedureKrauser ChanelОценок пока нет
- Persuasive Speech 2016 - Whole Person ParadigmДокумент4 страницыPersuasive Speech 2016 - Whole Person Paradigmapi-311375616Оценок пока нет
- Advocacy Firm Business Plan by SlidesgoДокумент40 страницAdvocacy Firm Business Plan by SlidesgoirinaОценок пока нет
- MDI - Good Fellas - ScriptДокумент20 страницMDI - Good Fellas - ScriptRahulSamaddarОценок пока нет
- LLM Letter Short LogoДокумент1 страницаLLM Letter Short LogoKidMonkey2299Оценок пока нет
- GCP Vol 2 PDF (2022 Edition)Документ548 страницGCP Vol 2 PDF (2022 Edition)Sergio AlvaradoОценок пока нет
- PNP Ki in July-2017 AdminДокумент21 страницаPNP Ki in July-2017 AdminSina NeouОценок пока нет
- An Eastern Orthodox Understanding of The Dangers of Modernity and TechnologyДокумент10 страницAn Eastern Orthodox Understanding of The Dangers of Modernity and TechnologyTimothy ZelinskiОценок пока нет
- Psychoanalytic Theory byДокумент43 страницыPsychoanalytic Theory byjoy millano100% (1)
- B. Inggris X - 7Документ8 страницB. Inggris X - 7KabardiantoОценок пока нет
- SAFE RC Design ForДокумент425 страницSAFE RC Design ForMarlon Braggian Burgos FloresОценок пока нет
- Seizure Control Status and Associated Factors Among Patients With Epilepsy. North-West Ethiopia'Документ14 страницSeizure Control Status and Associated Factors Among Patients With Epilepsy. North-West Ethiopia'Sulaman AbdelaОценок пока нет
- Data Network Unit 6 - UCДокумент15 страницData Network Unit 6 - UCANISHA DONDEОценок пока нет
- Lalit Resume-2023-LatestДокумент2 страницыLalit Resume-2023-LatestDrew LadlowОценок пока нет
- 1 PBДокумент7 страниц1 PBIndah Purnama TaraОценок пока нет
- Erosional VelocityДокумент15 страницErosional VelocityGary JonesОценок пока нет
- A2Документ4 страницыA2Akshay KumarОценок пока нет
- Paul Wade - The Ultimate Isometrics Manual - Building Maximum Strength and Conditioning With Static Training-Dragon Door Publications (2020) - 120-146Документ27 страницPaul Wade - The Ultimate Isometrics Manual - Building Maximum Strength and Conditioning With Static Training-Dragon Door Publications (2020) - 120-146usman azharОценок пока нет
- DCN Dte-Dce and ModemsДокумент5 страницDCN Dte-Dce and ModemsSathish BabuОценок пока нет
- Dynalift Sed0804679lДокумент1 страницаDynalift Sed0804679lzaryab khanОценок пока нет
- Pelayo PathopyhsiologyДокумент13 страницPelayo PathopyhsiologyE.J. PelayoОценок пока нет
- Bubble Test Direct Pressure InserviceДокумент3 страницыBubble Test Direct Pressure InserviceEdAlmОценок пока нет
- Philhis 1blm Group 6 ReportДокумент19 страницPhilhis 1blm Group 6 Reporttaehyung trashОценок пока нет
- E-Mobility and SafetyДокумент77 страницE-Mobility and SafetySantosh KumarОценок пока нет
- Zimbabwe - Medical - CPIN - v2.0 - GOV - UKДокумент39 страницZimbabwe - Medical - CPIN - v2.0 - GOV - UKsammy redganjiОценок пока нет
- 9881 enДокумент345 страниц9881 enSaid BenОценок пока нет
- Strategic Marketing: The University of Lahore (Islamabad Campus)Документ3 страницыStrategic Marketing: The University of Lahore (Islamabad Campus)Sumaira IrshadОценок пока нет