Вам также может понравиться
- Maquinado en Torno ConvencionalДокумент3 страницыMaquinado en Torno ConvencionalJuan GuzmánОценок пока нет
- Catalogo de Productos Ppa PDFДокумент114 страницCatalogo de Productos Ppa PDFHernan David GuevaraОценок пока нет
- Gfpi-F-019 - Guia - de - Aprendizaje Cursos de Inicio 2020 Carpinteria de AluminioДокумент7 страницGfpi-F-019 - Guia - de - Aprendizaje Cursos de Inicio 2020 Carpinteria de AluminioJherson Perez ReyesОценок пока нет
- TG DobladoraДокумент133 страницыTG DobladoraDavid Esteban Caicedo Pazos100% (2)
- Éstandar Procedimiento de Control de Avance de ProducciónДокумент15 страницÉstandar Procedimiento de Control de Avance de ProducciónHemberth Cuadros DurandОценок пока нет
- Manual Central Brushless PS - ESPANHOLДокумент2 страницыManual Central Brushless PS - ESPANHOLPato CapoОценок пока нет
- Paneles PDFДокумент109 страницPaneles PDFabelОценок пока нет
- Carro de SoldarДокумент9 страницCarro de SoldarPeter Harry Halire Yucra100% (1)
- Imaq0208 Fic PDFДокумент46 страницImaq0208 Fic PDFJavier QuentaОценок пока нет
- Serie 33 PDFДокумент68 страницSerie 33 PDFJulian JimenezОценок пока нет
- FT Aluminio Serie Europea VL46Документ5 страницFT Aluminio Serie Europea VL46Samuel Lehi Chambilla ApazaОценок пока нет
- Tesis I. M. 136Документ82 страницыTesis I. M. 136David BaraoОценок пока нет
- Montaje IndustrialДокумент13 страницMontaje Industrialluis castillo100% (1)
- EUI-G057-22 Construcción de Estructura STEEL FRAMING (Ok)Документ18 страницEUI-G057-22 Construcción de Estructura STEEL FRAMING (Ok)ricardo castellanosОценок пока нет
- Manual Puertas Seccionales 2015Документ54 страницыManual Puertas Seccionales 2015Jesus RoaОценок пока нет
- Guia 1 Banco HerramientasДокумент28 страницGuia 1 Banco HerramientasAris DelgadilloОценок пока нет
- PROCESOS DE MANUFACTURA FRESADORA (Recuperado)Документ22 страницыPROCESOS DE MANUFACTURA FRESADORA (Recuperado)Yen FisherОценок пока нет
- Instrutivo de Mantenimiento de TalanquerasДокумент8 страницInstrutivo de Mantenimiento de TalanquerasStiven GomezОценок пока нет
- Carpeta de Taller AjusteДокумент14 страницCarpeta de Taller Ajustemarcelocompeticion100% (2)
- Sistemas Construtivos en Cocinas IntegralesДокумент36 страницSistemas Construtivos en Cocinas IntegralesFátima TapiaОценок пока нет
- Reglas de Diseño para El Mecanizado KalpakjianДокумент7 страницReglas de Diseño para El Mecanizado KalpakjiancarmelotomasОценок пока нет
- IndustrialДокумент212 страницIndustrialNixon Fernando ArmijosОценок пока нет
- Carpinteria MetalicaДокумент4 страницыCarpinteria MetalicaVíctor J HuapayaОценок пока нет
- POWER (Sucremet Maxi)Документ23 страницыPOWER (Sucremet Maxi)Maxim Condori LópezОценок пока нет
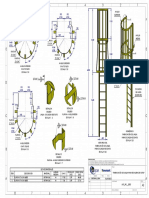
- Plano Jaula para Escalera de Gato Planta LQДокумент1 страницаPlano Jaula para Escalera de Gato Planta LQjhony llenqueОценок пока нет
- Manual Esp Levadizo Torsion PORTONДокумент9 страницManual Esp Levadizo Torsion PORTONferslr09Оценок пока нет
- 08 AcoplamientoДокумент53 страницы08 AcoplamientoDani Olsen100% (1)
- Registro de CapacitacionДокумент1 страницаRegistro de CapacitacionJeff GBОценок пока нет
- Manual para Porton LIFTMASTER 1215EДокумент5 страницManual para Porton LIFTMASTER 1215EbernalgutierrezОценок пока нет
- Manual Instalacion Losacero AceroformДокумент35 страницManual Instalacion Losacero AceroformYali Gomez100% (1)
- Proyecto de Una Herramienta para MandrinadoДокумент115 страницProyecto de Una Herramienta para MandrinadoJose Francisco Bermejo GarcíaОценок пока нет
- Tornilleria DINДокумент27 страницTornilleria DINRodolfo Mantilla SolarteОценок пока нет
- Fichas TécnicasДокумент42 страницыFichas Técnicasdavid camachoОценок пока нет
- Ficha Tecnica Lana de Vidrio OwensДокумент2 страницыFicha Tecnica Lana de Vidrio OwensYordan Vargas FustamanteОценок пока нет
- Induccion SenaДокумент31 страницаInduccion SenaOscar SotoОценок пока нет
- Muelas Abrasivas VastagoДокумент57 страницMuelas Abrasivas VastagoDavid Morales100% (1)
- Taladro Percutor 1Документ1 страницаTaladro Percutor 1Daniela GonzalezОценок пока нет
- Carrusel GiratorioДокумент5 страницCarrusel GiratorioJhovanni BMОценок пока нет
- Ficha Tecnica Fachada Flotante S45 200508Документ120 страницFicha Tecnica Fachada Flotante S45 200508Jairo100% (1)
- ESTILPANEL CATALOGO DIG - Ene2018 PDFДокумент119 страницESTILPANEL CATALOGO DIG - Ene2018 PDFMiguel LucioОценок пока нет
- Ajuste de Prensa para TroqulesДокумент6 страницAjuste de Prensa para TroqulesFernandoFloresОценок пока нет
- Esfuerzos Residuales en Piezas SoldadasДокумент13 страницEsfuerzos Residuales en Piezas SoldadasCARLOS ALBERTO PAMPLONA LIMA100% (1)
- 2 MosquetónДокумент2 страницы2 Mosquetónjhoan garciaОценок пока нет
- Manual Cer Radu Rae StandarДокумент2 страницыManual Cer Radu Rae StandarMarcela Anco SotomayorОценок пока нет
- Tecnología Mecánica 1Документ28 страницTecnología Mecánica 1Niels Cayo RodriguezОценок пока нет
- Uso de PoleasДокумент20 страницUso de PoleasRichard Angulo AnticonaОценок пока нет
- Corte LaserДокумент19 страницCorte LaserJairo Andres MangiaОценок пока нет
- Fundamentos de Geotecnia SaezДокумент47 страницFundamentos de Geotecnia SaezAnonymous W3NHorg9tОценок пока нет
- PoleasДокумент25 страницPoleasEdgar H. EscobarОценок пока нет
- 4cerraduras2012 CYMISA PDFДокумент30 страниц4cerraduras2012 CYMISA PDFFer LúaОценок пока нет
- Mesa para Soldar PDFДокумент10 страницMesa para Soldar PDFHenry GuerreroОценок пока нет
- Catálogo Tubulares - Aluminios Del UruguayДокумент34 страницыCatálogo Tubulares - Aluminios Del UruguayGabriel FranciaОценок пока нет
- Procedimiento Manejo de Escoria-1Документ4 страницыProcedimiento Manejo de Escoria-1Jose RodriguezОценок пока нет
- Inspección de Cierra Circular (Radial)Документ2 страницыInspección de Cierra Circular (Radial)Idaly Arroyabe TabordaОценок пока нет
- Herramentales FIME CNC 2019Документ10 страницHerramentales FIME CNC 2019Luis Fernando Lorenzo HernandezОценок пока нет
- Velocidades de Corte3 PDFДокумент28 страницVelocidades de Corte3 PDFkarlos41Оценок пока нет
- Epe Guia Lab 4 Mecanizado 2022 1Документ44 страницыEpe Guia Lab 4 Mecanizado 2022 1Marisol ReateguiОценок пока нет
- Velocidades de CorteДокумент27 страницVelocidades de CorteCerisan Santos100% (3)
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209От EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Оценок пока нет
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209От EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Рейтинг: 5 из 5 звезд5/5 (1)
- Taller de Pozos de Inyección - Generalidades Sobre Pozos de Disposición - After JG1Документ22 страницыTaller de Pozos de Inyección - Generalidades Sobre Pozos de Disposición - After JG1Fabio Andrés Angulo RamírezОценок пока нет
- Symbols Terms Refrig Air Con - SpanishДокумент1 страницаSymbols Terms Refrig Air Con - SpanishFabio Andrés Angulo RamírezОценок пока нет
- Ejercicio 2 SolverДокумент14 страницEjercicio 2 SolverGabriel Jaime Vasco AyalaОценок пока нет
- Trabajo Final - AlaДокумент16 страницTrabajo Final - AlaFabio Andrés Angulo RamírezОценок пока нет
- Seguridad Con MaquinasДокумент42 страницыSeguridad Con MaquinasmarcomotaОценок пока нет
- Runge KuttaДокумент11 страницRunge KuttaAlejandro CastroОценок пока нет
- G.didactica 05 EdeA 03 - FichaДокумент6 страницG.didactica 05 EdeA 03 - FichaFabian Esteban100% (1)
- La Innovación Educativa Es Una ActitudДокумент15 страницLa Innovación Educativa Es Una ActitudyessicaОценок пока нет
- Algebra de BooleДокумент39 страницAlgebra de BooleAdolfo OrellanaОценок пока нет
- S2 - Práctica de Laboratorio 19 - Restauración Del Sistema en Windows 8Документ11 страницS2 - Práctica de Laboratorio 19 - Restauración Del Sistema en Windows 8Rolando E Guzman NОценок пока нет
- Riesgo de Fraude Auditoria ForenseДокумент47 страницRiesgo de Fraude Auditoria Forensealisson lopez chapiama50% (2)
- Combinación y PermutaciónДокумент6 страницCombinación y PermutaciónFrank Steven SuarezОценок пока нет
- Capítulo 7Документ8 страницCapítulo 7carolinaruiz06Оценок пока нет
- Ape GoДокумент16 страницApe GoYarela Pilar ArocaОценок пока нет
- Diapositivas - La Comunicación Padres A HijosДокумент19 страницDiapositivas - La Comunicación Padres A HijosCristian Núñez100% (1)
- SPT 01Документ3 страницыSPT 01OMAR GARCIAОценок пока нет
- Cotización Providencia - MD IIДокумент2 страницыCotización Providencia - MD IIAngel SisoОценок пока нет
- Guia de Inspeccion RespuestasДокумент32 страницыGuia de Inspeccion RespuestasMaria Del Pilar CaicedoОценок пока нет
- Producto Académico N.° 3 (Colaborativo)Документ5 страницProducto Académico N.° 3 (Colaborativo)Luis ApoyalaОценок пока нет
- Actividad de Puntos Evaluables - Escenario 2 Ciencias Basicas Probabilidad Grupo b01Документ4 страницыActividad de Puntos Evaluables - Escenario 2 Ciencias Basicas Probabilidad Grupo b01leoniОценок пока нет
- 8448171721Документ42 страницы8448171721Jonathan OvandoОценок пока нет
- Fichas de Resumen Individuo y Medio AmbienteДокумент4 страницыFichas de Resumen Individuo y Medio AmbienteAnggie Agena PedrazaОценок пока нет
- Asesinato de MayfairДокумент3 страницыAsesinato de MayfairImmanuel CristianОценок пока нет
- CAPÍTULO No 2 - GEOMETRÍA ANÁLITICA EN R3Документ10 страницCAPÍTULO No 2 - GEOMETRÍA ANÁLITICA EN R3diegoОценок пока нет
- Guía-Taller 2 VectoresДокумент3 страницыGuía-Taller 2 VectoresValery Daniela Bolaños PatiñoОценок пока нет
- Infografia EstimulacionДокумент1 страницаInfografia EstimulacionJuan Camilo Parra ReyesОценок пока нет
- Mapa ConceptualДокумент1 страницаMapa ConceptualRUTHОценок пока нет
- Muñoz - Gestión de Proyectos - S14Документ16 страницMuñoz - Gestión de Proyectos - S14Yanina Yahayra Almeyda SaraviaОценок пока нет
- Algebra Superior 003Документ52 страницыAlgebra Superior 003Ludel Quenta ChОценок пока нет
- Trabajo de Comunicacion Efectiva n3Документ10 страницTrabajo de Comunicacion Efectiva n3Eduardo CortezОценок пока нет
- La Fe Del Evolucionista-Sugel MichelenДокумент2 страницыLa Fe Del Evolucionista-Sugel MichelenAlejandro DelgadoОценок пока нет
- Elasticidad Del HormigonДокумент26 страницElasticidad Del HormigonMarcelo Maurat PodleОценок пока нет
- Trabajo en Equipo CrucigramaДокумент4 страницыTrabajo en Equipo CrucigramaPaty AlonsoОценок пока нет
- Proyecto Final Estatica PDFДокумент14 страницProyecto Final Estatica PDFisabel arriagaОценок пока нет
- Guía Inducción 2022 v1Документ10 страницGuía Inducción 2022 v1camila heavenОценок пока нет