Академический Документы
Профессиональный Документы
Культура Документы
Diretrizesparte 2
Загружено:
Agnaldo SolanoОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Diretrizesparte 2
Загружено:
Agnaldo SolanoАвторское право:
Доступные форматы
FABRCIO DREHER SILVEIRA fabriciodreher@yahoo.com.br LRIO SCHAEFFER ldtm@ufrgs.
br
Diretrizes para projeto de ferramenta de estampagem Parte II
m continuidade ao artigo da edio anterior, so abordadas neste material diversos fundamentos para o projeto de estampos, objetivando orientar os profissionais sobre os conceitos para a obteno de uma ferramenta de qualidade.
Nesta e na prxima edio ser estabelecida uma seqncia de etapas para o desenvolvimento de uma ferramenta de estampagem, demonstrando a importncia do estudo prvio e as dificuldades en1 - Espiga 2 - Pino guia 3 - Placa de coque 4 - Porta-puno 5 - Puno de corte 6 - Placa guia 7 - Matriz 8 - Base
j k l m n
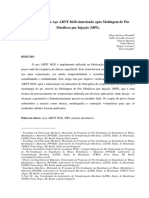
Figura 8 - Estgios e passos da ferramenta de ensaio
o p q
contradas para tal procedimento. A configurao da ferramenta utilizada no ensaio apresentada na Figura 7 e na Figura 8 constam os estgios e passos da mesma. DIRETRIZES PARA PROJETO DE FERRAMENTAS Na elaborao do projeto da ferramenta para a fabricao de uma
Figura 7 - Configurao da ferramenta de ensaio
determinada pea, indispensvel estabelecer uma seqncia de etapas de trabalho. Em funo da importncia e dificuldades que existem no estudo de determinados procedimentos, altamente recomendado que haja acesso e interao com a ferramentaria, interna ou externa, que ser responsvel pela construo da ferramenta. A
Julho/Agosto 2008 Ferramental
33
anlise do ciclo de trabalho consiste em definir uma srie de operaes tecnolgicas ordinrias que transformam uma forma inicial na final pretendida. Alguns dos fatores que contribuem para dificultar a soluo terica de determinados problemas so: a forma geomtrica irregular de algumas peas; a qualidade do material que utilizado para produo e; o modo como construda a matriz. Os problemas prticos que podem ser encontrados na fabricao dos estampos so diversos, porm, um ferramenteiro engenhoso deve recorrer experincia para resolvlos utilizando da melhor forma os recursos de trabalho disponveis, segundo a tarefa a realizar. Em uma ferramentaria com procedimento de trabalho estruturado, a execuo de qualquer projeto deve passar por algumas etapas antes de sua aprovao. No caso da produo de ferramentas, geralmente o fluxo de trabalho ocorre como representado na Figura 9. O fluxograma refere-se aos procedimentos desde a elaborao do produto a ser estampado at a finalizao da ferramenta. Recebida a especificao do projeto, realizada uma anlise para verificar qual processo ser necessrio para produzi-lo: corte, dobra, embutimento ou misto. Um estudo de viabilidade tcnica e econmica do projeto
tambm deve ser executado, considerando os fatores: custos de produo; seleo de prensa adequada e; ferramental necessrio para produzir o estampo. A configurao da ferramenta, atravs de alguns croqui1 estudada at seus detalhes mnimos e, definido o sistema, se passa para a elaborao dos desenhos e clculos de projeto definitivo. A partir deste ponto gerada uma lista, contendo os materiais selecionados para fabricao e os componentes a serem adquiridos no mercado. A determinao do material a ser utilizado de acordo com a funo que a ferramenta ir desempenhar uma das etapas mais importantes. A escolha mais criteriosa est particularmente no puno e na matriz, pois estes so os elementos em contato direto com a chapa. A seleo deve ser feita em relao aos seguintes fatores: ? Segundo o tipo de estampo, ou seja, se de corte, dobra ou embutimento; ? Segundo a temperatura a qual deve operar o estampo, a frio ou a quente; ? Segundo o tipo de material sobre o qual a ferramenta ir atuar.
da ferramenta, envolvendo normalmente operaes de usinagem de desbaste (torneamento, furao, fresamento entre outros), restando um sobre metal para as operaes finais de acabamento. Na seqncia realizado o tratamento trmico, cujo objetivo aumentar a dureza e resistncia mecnica das peas que atuam sobre a chapa, geralmente o puno e a matriz. Concludo o tratamento trmico, os elementos passam ao estgio de acabamento, com as operaes mais usuais de retificao e polimento. Com a ferramenta montada, so realizados testes e os ajustes devidos, dando incio produo. Matriz Na matriz encontra-se a geometria da pea a ser produzida, sendo portanto, o elemento do estampo que suporta maior esforo e o de maior responsabilidade. Geralmente montada sobre a base, de modo a mant-la esttica, impedindo qualquer movimento. Suas superfcies so lisas, sem rebarbas e completamente paralelas e devem ser projetadas de forma a: ? Facilitar a execuo e manuteno da ferramenta; ? Aumentar a vida til da mesma e; ? Economizar na utilizao de aos de melhor qualidade e, naturalmente mais caros. a) Matriz de corte O primeiro passo para sua elabo1
Com esta relao disponvel sero verificados quais componentes existem em estoque e quais devem ser adquiridos no mercado. Se necessrio, a matriaMontagem Especificao de projeto Desenhos e clculos prima pode ser corda ferramenta tada em serra mecSeleo de Seleo de processo material/aquisio nica, por cisalhaTestes mento ou oxicorte2, Usinagem Anlise de conforme a conveAjustes viabilidade/planejamento Tratamento trmico nincia. Configuraes propostas Produo Aps estas etaAcabamento pas, inicia a produFigura 9 - Fluxo de produo de uma ferramenta de estampar o dos elementos
Croqui: do francs croquis, que significa esboo ou rascunho. Costuma caracterizar-se como um desenho rpido, feito com o objetivo de discutir ou expressar graficamente uma idia. 2 Oxicorte: tcnica muito usada para o corte de placas, barras ou outros elementos ferrosos. Neste processo um gs usado (acetileno, hidrognio, propano ou gs liquefeito de petrleo - GLP), para produzir uma chama que aquece o material causando a oxidao necessria para o processo do corte.
rao a definio do tipo de ao que ocorrer sobre a chapa. Em uma matriz de corte, o fio cortante deve possuir exatamente a geometria externa da pea a ser produzida, pois este ir cortar a rea de chapa. Os fatores que determinam as dimenses de uma matriz so a forma, o tamanho e a seqncia de operaes necessrias para obter a pea. A disposio da pea no centro da ferramenta deve ser convenientemente estudada, pois se posicionada de forma incorreta pode ocasionar uma significativa perda de rea til de trabalho e desperdcio de material. Entretanto, alguns casos no permitem esta variao de posio devido complexidade de seus perfis. Entretanto, se for possvel modificar a geometria da pea sem alterar suas caractersticas funcionais, deve-se tentar obter uma configurao favorvel para no haver nenhuma superfcie inutilizada. Um parmetro importante a ser considerado no projeto, principalmente em ferramentas de corte progressivo, a localizao dos pontos onde atuam os esforos no material, com a finalidade de poder estabelecer o centro mdio das presses ou centro de gravidade (CG). Esta determinao tem como objetivo posicionar o estampo coincidindo com o centro do martelo da prensa de modo que a linha mdia das guias coincida com o CG dos esforos de estampagem. Para encontrar o CG necessrio estudar a disposio dos punes ou fases de corte, decompondo os perfis envolvidos na matriz e determinando seu permetro planificado e seus baricentros. O resultado multiplicado pela espessura e da chapa e pela tenso sc, a qual deve ser subme-
tida a chapa para haver o corte. Para estas distintas foras de corte, decompostas, necessrio encontrar o centro de gravidade com os mtodos conhecidos. O passo de uma matriz - avano da chapa em cada golpe de prensa um parmetro de extrema importncia a ser calculado, pois determina como ser o aproveitamento da chapa cortada. Calcula-se somando a dimenso mxima da pea a cortar, no sentido longitudinal da chapa, com a distncia mnima entre duas peas na mesma direo. O mximo aproveitamento do material deve ser obtido, por isso no indiferente posio de corte adotada e, desta forma, dos punes que cortam a chapa. A Figura 10 mostra a diferena de economia entre os tipos de posicionamentos de corte. Recomenda-se empregar como separao mnima entre cortes uma distncia igual espessura da chapa [2]. Mas, essa distncia mnima dada somente em pontos isolados, como no primeiro caso da Figura 10. Entretanto, quando a distncia mnima est em uma linha contnua, como no segundo caso da Figura 10, convm aumentar a distncia aproximadamente at o dobro da espessura da chapa para evi-
Figura 11 - Avano por trava
tar que o retalho deforme e obstrua o avano do material. O passo da ferramenta controlado por um sistema batente ou trava que responsvel pela conteno da chapa. Este sistema pode variar conforme a maneira que a chapa entra na ferramenta, sendo o sistema mais simples o avano por trava, que consiste em um piv, o qual impede o avano da chapa aproveitando o recorte deixado pela pea anterior. Outro sistema empregado a formao de cutelos3 estreitos ou punes auxiliares, cuja longitude igual ao passo da matriz. Este cutelo faz um entalhe de comprimento igual ao avano que a chapa deve ter, de forma que ao empurrar ou puxar a mesma aps o corte, avana at que o entalhe efetuado encontre uma obstruo da ferramenta. Para maior preciso, pode-se colocar dois cutelos, um em cada lado, porm haver maior desperdcio de material. As Figuras 11 e 12 ilustram os sistemas citados. As matrizes de corte que no possuem extratores e realizam a retirada da pea ou cavaco pela su3
Figura 10 - Aproveitamento de chapas
Cutelo: instrumento cortante, semicircular, de material ferroso [8].
perfcie inferior da ferramenta devem possuir um ngulo de sada para facilitar a extrao dos mesmos. As geometrias de corte devem ser passantes e apresentar uma conicidade. EntretanFigura 12 - Avano por cutelo to, este artifcio pode originar complicaes se mal disendo E a espessura da matriz, em mensionado, pois medida que a centmetros (cm) e F a fora de cormatriz passa a ser afiada, as geomete, em toneladas-fora (tonf). Valotrias tm suas dimenses aumenres tabelados para espessura ideal tadas e, conseqentemente, as mede matriz em funo da fora de didas das peas e folga entre puncorte, permetro e espessura de o e matriz tambm o tem. Para chapa podem ser encontrados em compensar este fator do ngulo de [4, 5, 6]. sada, usualmente a matriz projetada a partir das tolerncias mnib) Projeto do ferramental mas da pea. O limite superior ser O projeto auxilia na criao de atingido aps um nmero determimatrizes eliminando os erros ennado de afiaes da matriz. contrados em projetos anteriores. A O ngulo de sada pode ser um diminuio do tempo de produo complicador apenas nas ferramenatravs da diminuio do nmero tas de corte, pois nas de furao a de estgios de produo est entre manuteno da matriz no altera as os objetivos. dimenses dos furos, sendo que As modificaes comeam pela estes dependem dos punes. Com reduo em uma das dimenses da a utilizao de extratores, no se faz matriz. O comprimento dos blocos necessria a formao deste ngulo passa a ser menor (de 280 mm para e, neste caso, o projeto se resume 222 mm) em funo da diminuio em estabelecer a folga entre pundo nmero de estgios. Seguindo a o e matriz. equao (1), publicada na edio A fora que o puno exerce se anterior, calcula-se a fora de corte distribui ao longo das arestas de para a pea, partindo do somatrio corte da matriz e, desta forma, a dos permetros dos punes espessura da matriz um par1.003,67 mm - e da espessura da metro de extrema importncia a ser chapa SAE 1010, igual a 2,25 mm e dimensionado. Deve ser suficiente sC = 220 MPa, empregada na propara suportar a solicitao resultanduo da pea. O valor calculado te e a experincia de fbrica recopara esta grandeza 496,8 kN e, menda a equao (6) como uma com auxlio da tabela encontrada boa aproximao para este parna referncia da seo anterior, metro. possvel verificar a espessura de 34 mm para a matriz. 3 (6) O passo entre os estgios corE F -3 rigido e distribudo igualmente. Pa-
ra o comprimento determinado na matriz em estudo, a dimenso calculada 74 mm. Esta modificao estabelece uma melhor distribuio de tenses ao longo da matriz. O sistema que controla o avano do tipo cutelo de banda, onde dois punes posicionados na entrada da ferramenta definem o passo. Os cantos vivos so eliminados / minimizados com a finalidade de reduzir os pontos com maior concentrao de tenso. Assim, as geometrias de corte so reconfiguradas com maiores raios de arredondamento. O ngulo de sada estabelecido em 1 (um grau) devido mxima tolerncia da pea. A modificao mais significativa , contudo, a reduo do nmero de estgios de produo da pea. Os cinco estgios da outra matriz so transformados em dois, o que proporciona um ganho de 60% no tempo de produo. A configurao do projeto apresentada na Figura 13. A matriz usinada em ao VC131, produzido pela Villares. Este um ao de extrema estabilidade dimensional do tipo conhecido como indeformvel. Tem excepcional resistncia abraso e mxima estabilidade de gume, sendo recomendado para tal tipo de aplicao por possuir boas propriedades mecnicas como: dureza elevada devido alta taxa de carbono e resistncia ao desgaste. O processo de eletroeroso a fio o mais indicado para este caso devido a sua eficincia na usinagem de geometrias complexas. Um fio de lato ionizado (eletricamente carregado) atravessa a pea sub4 mersa em gua deionizada , em movimentos constantes, provocan4
Deionizao: Processo comumente utilizado para produzir solventes puros, isentos de ons, com grande destaque para a gua, purificando-a.
Figura 13 - Configurao para dois estgios
do descargas eltricas entre o fio e a pea, as quais cortam o material. Para permitir a passagem do fio feito previamente um pequeno orifcio no material a ser usinado. O corte a fio programado com sistemas computacionais, permitindo a obteno de perfis complexos e precisos. O tratamento trmico segue a especificao para aos-ferramenta de designao F-531, sendo tmpera entre 800C e 850C com resfriamento em leo [2]. A dureza final especificada na Tabela 1. c) Matriz de dobra Para obteno de um elemento dobrado, de acordo com um perfil determinado, necessrio conheVillares Similares DIN WNr C (%) Mn (%) Cr (%)
cer a planificao dos recortes ou as dimenses exatas da chapa, da qual a pea ser produzida. Desta forma, se faz necessria a determinao da linha neutra do elemento dobrado, ou seja, a linha de seo transversal cuja fibra correspondente no foi submetida a nenhum esforo e no sofreu qualquer deformao. A linha neutra no se encontra sempre na metade da espessura da chapa. Se a chapa dobrada apresenta contracurvas, admitido que, em cada caso, a linha neutra se localize em direo curva interna da chapa. O clculo resolvido comparando a longitude da chapa planificada com os valores encontrados aps a dobra. Baseados nesta metodologia, os resultados tabelaNi (%) Mo (%) W (%) V (%) Dureza de Outros Utilizao (%) (HB) 56-62
VC-131
D6
1.2436
2,10
0,30
11,50
0,70
0,20
Resistncia ao desgaste
Tenacidade
Usinabilidade
Tabela 1 - Caractersticas do ao VC-131 [9]
dos em [3] fornecem, com boa preciso, a posio da fibra neutra. Localizada sua posio, podem ser calculadas as dimenses planificadas de uma pea dobrada. Com a determinao das dimenses da pea dobrada, possvel projetar o perfil da matriz responsvel pela produo da mesma. A matriz de dobramento elaborada com a geometria semelhante ao produto final, sendo que servir de molde para sua conformao. O puno tambm projetado com a forma da pea, porm, descontado da espessura da chapa. Neste caso, comum a pea ficar presa na matriz ou no puno depois de conformada e, necessita-se introduzir um sistema de extrao nestes elementos. Os tipos de extratores sero abordados em seo posterior. Como h dificuldade em prever o resultado exato da ao dos punes e matrizes nas operaes de dobra, correto regular os ngulos e raios de curvatura antes do tratamento trmico. A regulagem feita estampando peas com a ferramenta ainda no temperada. Usualmente, estes pontos devem ser usinados com sobremetal considervel, pois o tratamento trmico ao qual so submetidos os elementos provoca irregularidades (deformaes) em suas superfcies. Estas imperfeies so corrigidas posteriormente com um processo de acabamento, normalmente a retificao, at a pea encontrar-se dentro da tolerncia desejada. No projeto de matrizes de dobra, devem ser evitados os cantos vivos, sendo que no recomendvel executar raios de curvatura internos inferiores espessura da chapa. Neste caso, as fibras externas da chapa so tracionadas de-
masiadamente e o material acaba rasgando. Raios mnimos seguros para conformao de alguns materiais so encontrados em [4, 5, 6]. Existem situaes em que matrizes de ao, por sua rigidez, no se adaptam s variaes geomtricas da chapa. Baseado nisto, usual produzir tais matrizes com uma camada de material polimrico com alta resistncia trao, compresso e ao desgaste. Este material pode ser o plastiprene5. O sistema funciona da seguinte forma: a chapa posicionada sobre o polmero que, por sua vez, est apoiado sobre um molde com a geometria da pea desejada. O puno, que tambm possui a geometria da pea, atua sobre a chapa de forma a comprimi-la contra o plastiprene, fazendo com que o mesmo deforme segundo o molde. Quando o puno suspenso, o polmero retorna ao seu estado inicial, devido ao seu poder elstico, extraindo a pea dobrada. Em operaes mais complexas de dobramento, onde a chapa deve tomar a forma exata do puno, necessrio haver um ou mais insertos dentro do molde que se adaptem ao puno, para que o material se conforme atravs dos mesmos. d) Matriz de embutimento As matrizes de embutir podem ser basicamente de duas classes: ? Simples embutidoras - utilizam uma chapa previamente cortada ou; ? Embutidoras e cortadoras - trabalham sobre uma tira de chapa que atravessa um passo por vez, sendo denominadas de sucessivas ou progressivas. Um dos parmetros mais importantes na operao de embuti-
mento est relacionado com a determinao das dimenses necessrias da chapa para obter o produto desejado. A profundidade do repuxo em relao s dimenses de fundamental importncia para a determinao do nmero de operaes necessrias para a conformao de uma pea, pois se for um repuxo profundo, a forma final da pea dever ser obtida em mais de uma operao. Logicamente, a superfcie primitiva da chapa diferente da obtida aps o embutimento, sendo que ocorre o estiramento do material. Desta forma, quando possvel, necessrio efetuar os clculos da dimenso primitiva para aproximar-se da dimenso apropriada. Estes clculos se baseiam na equivalncia de superfcies como mostrado a seguir na Figura 14 e equao (7).
d2
d1
Figura 14 - Clculo de dimetro de chapa para embutimento [4, 5, 6]
p .D 4 D =
p .d 22 + p .d 1 . h 4
(7)
e o dimetro d1 exatamente. No caso da Figura 14, a pea no possui raios de arredondamento, mas em situaes onde existem raios, estes devem ser considerados no clculo da chapa. Tabelas com formulao para os dimetros mais comumente utilizados na indstria podem ser encontradas em [10]. O clculo com relao dimenso primitiva correta da chapa mais facilmente aplicvel para peas de seo circular, com forma geomtrica regular. Para peas de forma mais complexa, no so todas as situaes que possibilitam seguir um clculo aproximado: necessrio recorrer experimentao. O arredondamento na entrada da cavidade da matriz, tratando-se de uma matriz simples embutidora, devidamente importante. Se o raio neste ponto demasiadamente pequeno, a chapa pode sofrer um estiramento brusco e romper. Porm, se o raio for amplo, haver formao de rugas. Costuma-se aplicar, como regra para determinao do raio, entre seis e dez vezes a espessura da chapa empregada, de acordo com a qualidade do material [7]. A Tabela 2, gerada por experimentao, sugere valores de raio mnimo para repuxo prismtico, sendo h a profundidade de repuxo. A Figura 15 ilustra uma matriz com os raios de arredondamento e
r (mm) h (mm) 25 38 50 75
d 22 + 4 .d 1 .h
Portanto, a matriz dever conter uma cavidade cortante se for do tipo sucessiva - com o dimetro D para alcanar o produto final. O macho que conforma a parte cilndrica deve ter, no mnimo, a altura h
r<5 r < 10 10 r < 13 13 r 20
2,5 5
Tabela 2 - Raio mnimo r para matrizes de repuxo prismtico
5
Plastiprene: material do grupo dos elastmeros (borrachas).
Fora de Estampagem F (tonf) 20 F < 30 30
Figura 15 - Matriz de embutimento e pea produzida
Espessura
12,7 mm (1) 50,8 mm (2) 63,5 - 76,2 mm (2 - 3)
F < 50 80
50 F
Tabela 3 - Espessura das bases [4, 5, 6]
a respectiva pea produzida pela mesma. Base da Ferramenta O estampo propriamente dito, montado sobre este elemento que facilita a centralizao correta da matriz. Levando em conta que a funo da base a sustentao do estampo, recomenda-se para sua construo o ferro fundido ou ao SAE 1010/1020. Estes metais renem condies suficientes de resistncia para seu fim, e seu baixo custo contribui para o barateamento da ferramenta. Em alguns casos, onde existem maiores solicitaes, pode ser empregado o SAE 1045, tratado termicamente. O emprego do ao de liga, de custo elevado, no somente aumentaria desnecessariamente o valor do estampo, como tambm seria prejudicial quanto ao esforo de flexo que poderia originar a ruptura da base.
A espessura da base determinada de acordo com a fora aplicada no processo e testes experimentais sugerem que este parmetro siga as recomendaes da Tabela 3. Normalmente, a base o ltimo elemento do conjunto a ser usinado, pois esta deve ser adequada matriz. Em situaes nas quais a retirada do cavaco ser efetuada pela extremidade inferior do estampo, atravs do corte do puno, a base dever conter geometrias passantes conforme a matriz, que podem possuir formas mais simples e dimenses maiores para facilitar a construo. Normalmente o processo de usinagem das bases realizado da seguinte forma: ? Desbaste das superfcies superior e inferior do material com o objetivo de obter paralelismo entre ambas; ? Desbaste ou fresamento de uma
lateral formando um ngulo de 90 com as superfcies usinadas anteriormente. Esta lateral servir de referncia no traado para a montagem do estampo sobre a base; ? Rebarbamento ou alisamento das outras trs laterais; ? Furao, se necessrio, para sada do cavaco pela extremidade inferior ou mesmo para a passagem de um extrator e; ? Retificao das faces usinadas, obedecendo a tolerncia de paralelismo. A base fixada mesa da prensa por meio de porcas e parafusos. Em casos de bases maiores e mais pesadas, estas so fixadas por meio de abas ou orelhas , que so fundidas ou unidas por solda. A normalizao dos tamanhos das bases facilita sua intercambiabilidade, padronizao e produo em srie e, conseqentemente, reduz o custo da ferramenta. A norma para srie retangular pode ser encontrada em [4, 5, 6]. Na prxima edio o artigo ser concludo com consideraes finais e apresentao de uma lista de verificao para projeto de estampos.
REFERNCIAS BIBLIOGRFICAS [1] ROSSI, M.; Estampado en Frio de La Chapa: Estampas, Matrices, Punzones, Prensa y Mquinas, So Paulo, Dossat, 1979. [2] POLACK, Antnio V.; Manual Prtico de Estampagem, So Paulo: Hemus, 1974. [3] CHIAVERINI, Vicente; Tecnologia Mecnica: Processos de Fabricao e Tratamento, 2 ed., So Paulo: McGraw-Hill, 1986 [4] PROVENZA, F.; Estampos, Vol. I, So Paulo, PRO-TEC, 1982. [5] PROVENZA, F.; Estampos, Vol. II, So Paulo, PRO-TEC, 1982. [6] PROVENZA, F.; Estampos, Vol. III, So Paulo, PRO-TEC, 1982. [7] STANLEY, F. A.; Estampado y Matrizado de Metales: Proyecto, BIBLIOGRAFIAS CONSULTADAS BENDIX, Friedrich; Principie a Trabalhar o Metal, Rio de Janeiro: Reverte, 1967. Construccin y Empleo de Punzones y Matrices, Barcelona, Jos Montes, 1957. [8] FERREIRA, A. B. de H.; Novo Dicionrio Aurlio da Lngua Portuguesa, 3 Edio, Editora Positivo, 2004. [9] Catlogo VILLARES, 2004. [10] LVAREZ-SOLER; Estampos. So Paulo: Mestre Jou, 1972.
Fabrcio Dreher Silveira Engenheiro Mecnico pela Universidade Federal do Rio Grande do Sul (UFRGS). Ps-graduando pela UFRGS na rea de Conformao Mecnica. Profissional com experincia em projeto e desenvolvimento de ferramental de diferentes processos de fabricao. Atuao como encarregado de estamparia e ferramentaria e Engenheiro de projetos e desenvolvimento de produto na Unidade de Metalurgia do P da Universidade Luterana do Brasil (ULBRA). Lrio Schaeffer - Engenheiro Mecnico pela Universidade Federal do Rio Grande do Sul (UFRGS) e Doutor na rea de Conformao pela Universidade Tcnica de Aachen/Alemanha (RWTH). Coordenador do Laboratrio de Transformao Mecnica (LdTM) do Centro de Tecnologia da Escola de Engenharia da UFRGS. Pesquisador na rea de Mecnica, Metalurgia e Materiais do CNPq, professor das disciplinas de processos de fabricao por conformao mecnica e vinculado ao programa de Ps-Graduao em Engenharia Metalrgica, Minas e Energia da UFRGS. Autor de vrios livros sobre conformao mecnica.
Вам также может понравиться
- NBR ISO 6508 - 2okДокумент32 страницыNBR ISO 6508 - 2okjosé100% (1)
- Módulo 11 Qualificação de Procedimentos e SoldagemДокумент63 страницыMódulo 11 Qualificação de Procedimentos e SoldagemLuciano AlvesОценок пока нет
- N-1823 - Montagem de Caldeira AquotubularДокумент27 страницN-1823 - Montagem de Caldeira AquotubularSANGUERUIMОценок пока нет
- Product File File PT BR 1538745955812 Catalogo Geral de Bicos e Acessorios PT 930002018Документ52 страницыProduct File File PT BR 1538745955812 Catalogo Geral de Bicos e Acessorios PT 930002018Marcelo SilvaОценок пока нет
- CM Lista8 (Ensaios)Документ2 страницыCM Lista8 (Ensaios)Mario WolfartОценок пока нет
- Em3 PDFДокумент82 страницыEm3 PDFswed_arccos7377Оценок пока нет
- Guia de Aços CutelariaДокумент4 страницыGuia de Aços CutelariaInspetor FigueiredoОценок пока нет
- Pesquisa Aços 4340 - 1020Документ19 страницPesquisa Aços 4340 - 1020Eduardo ReisОценок пока нет
- NBR 05007 (1982) PDFДокумент18 страницNBR 05007 (1982) PDFJesus Enrique Alfonzo RiveroОценок пока нет
- Aluminio e LigasДокумент29 страницAluminio e LigasMarcio FerreiraОценок пока нет
- Prova Materiais 2017.01Документ3 страницыProva Materiais 2017.01Bhertrand GomesОценок пока нет
- Propriedades Do Aço ABNT 8620 Sinterizado Após Moldagem de Pós Metálicos Por Injeção (MPI)Документ12 страницPropriedades Do Aço ABNT 8620 Sinterizado Após Moldagem de Pós Metálicos Por Injeção (MPI)Mario FonsecaОценок пока нет
- Materiais Não FerrososДокумент77 страницMateriais Não FerrososJailton MartinsОценок пока нет
- Quatro Causas Aristóteles - AngioniДокумент19 страницQuatro Causas Aristóteles - AngioniAndré DecotelliОценок пока нет
- Influencia Do Aluminio Na CarbonitretacaoДокумент17 страницInfluencia Do Aluminio Na CarbonitretacaosidumoneОценок пока нет
- Pedro Augusto Dos Anjos Castro - TCC IiДокумент21 страницаPedro Augusto Dos Anjos Castro - TCC IiPedro Augusto dos Anjos CastroОценок пока нет
- Ensaio Materiais GabaritoДокумент6 страницEnsaio Materiais GabaritoProfissional SENAIОценок пока нет
- Estudo Da Soldadura em Carga de Uma Tubagem API 5lДокумент89 страницEstudo Da Soldadura em Carga de Uma Tubagem API 5llkarolinoОценок пока нет
- Latão Forja C - 377: Propriedades FísicasДокумент2 страницыLatão Forja C - 377: Propriedades FísicasAdriano barrosОценок пока нет
- VP20TS Datasheet PT 2021 02Документ8 страницVP20TS Datasheet PT 2021 02Wilson SCKUDLAREKОценок пока нет
- N 0269 PDFДокумент43 страницыN 0269 PDFAntonio Tadeu MenesesОценок пока нет
- Relatório - Seleção de Tratamento TermoquimicoДокумент7 страницRelatório - Seleção de Tratamento TermoquimicoJosimar FariasОценок пока нет
- Manual Máquina de Lavar Roupa AEG L75480FLДокумент40 страницManual Máquina de Lavar Roupa AEG L75480FLsomini9Оценок пока нет
- Apostila Operações MineirasДокумент9 страницApostila Operações MineirasVitor CabralОценок пока нет
- Especificação Técnica Aço AISI P20Документ1 страницаEspecificação Técnica Aço AISI P20Rafael SalvagniОценок пока нет
- Estamparia BrasimetДокумент18 страницEstamparia BrasimetFábio Neves de SouzaОценок пока нет
- Apostila Tratamentos TermoquímicosДокумент8 страницApostila Tratamentos TermoquímicosCarlos Eduardo Merizio JuniorОценок пока нет
- Trabalho de Conclusão Do Curso MetalurgiaДокумент28 страницTrabalho de Conclusão Do Curso MetalurgiaTais MeloОценок пока нет
- Relatório de Ensaio JominiДокумент7 страницRelatório de Ensaio JominiVinicius CamposОценок пока нет
- 01 - Pocesso de Usinagem - 2017Документ207 страниц01 - Pocesso de Usinagem - 2017Marcelo Oliveira AnastacioОценок пока нет