Вам также может понравиться
- Solution Manual Leven Spiel PDFДокумент362 страницыSolution Manual Leven Spiel PDFNiax Photos100% (3)
- Regeneration of Waste Lubricant Oil by Extraction-Flocculation PDFДокумент8 страницRegeneration of Waste Lubricant Oil by Extraction-Flocculation PDFsasanОценок пока нет
- Lubricant Base Oil Deasphalting ProcessesДокумент3 страницыLubricant Base Oil Deasphalting Processesahmed atwaОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Base Oil Production IIДокумент15 страницBase Oil Production IIrvsinghОценок пока нет
- Gii Refineria Amuay PDFДокумент197 страницGii Refineria Amuay PDFFelipeОценок пока нет
- Completion Pre Course ExerciseДокумент11 страницCompletion Pre Course Exerciseeng200720070% (1)
- Studies of Poly Ethylene Acrylic Acid Derivatives As Pour Point Depressants of Waxy Crude OilsДокумент7 страницStudies of Poly Ethylene Acrylic Acid Derivatives As Pour Point Depressants of Waxy Crude Oilssushant0261Оценок пока нет
- Crude Assay - Lecture NotesДокумент18 страницCrude Assay - Lecture Notessam joseph100% (1)
- Lube Oil: D 1747-89 Standard Test Method For Refractive Index of Viscous MaterialsДокумент3 страницыLube Oil: D 1747-89 Standard Test Method For Refractive Index of Viscous MaterialsmahsaОценок пока нет
- Introduction To RefineryДокумент6 страницIntroduction To RefinerydyarОценок пока нет
- Lube Oil: Oil Refining and Petrochemical Application Note 8.03.01 Lube Oil Refining Process 1Документ3 страницыLube Oil: Oil Refining and Petrochemical Application Note 8.03.01 Lube Oil Refining Process 1Jimmy CuongОценок пока нет
- Upgrading Petroleum Residues With Solvent Deasphalting TechnologyДокумент11 страницUpgrading Petroleum Residues With Solvent Deasphalting TechnologyisleepinadrawerОценок пока нет
- A Study of Residual Oils Recovered From Spent Bleaching Earth: Their Characteristics and ApplicationsДокумент6 страницA Study of Residual Oils Recovered From Spent Bleaching Earth: Their Characteristics and Applicationsfatiya rizkiyaniОценок пока нет
- Extraction of Aromatic Hydrocarbons From Lube Oil Using Different Co-SolventДокумент13 страницExtraction of Aromatic Hydrocarbons From Lube Oil Using Different Co-Solventchirag jainОценок пока нет
- Clay TreatmentДокумент8 страницClay TreatmentTuchitoОценок пока нет
- Extraction of Aromatic Hydrocarbons From Lube Oil Using Different Co-SolventДокумент12 страницExtraction of Aromatic Hydrocarbons From Lube Oil Using Different Co-Solventn.hartonoОценок пока нет
- Castro 2010Документ15 страницCastro 2010Raka Fajar NugrohoОценок пока нет
- Passivator and Gas Formation at TransformatorДокумент11 страницPassivator and Gas Formation at TransformatorHelmy Nur Efendi YusufОценок пока нет
- Solvent Extraction - Literature Review PDFДокумент18 страницSolvent Extraction - Literature Review PDFProcess EngineerОценок пока нет
- Hydrogen From Used OilДокумент7 страницHydrogen From Used Oilrvsingh100% (1)
- LUB Oil RefiningДокумент2 страницыLUB Oil RefiningGarry SandhuОценок пока нет
- Refining Processes Vacuum Residue DeasphaltingДокумент17 страницRefining Processes Vacuum Residue DeasphaltingMarcos MaldonadoОценок пока нет
- REFINING PETROLEUM ENGINEERINGДокумент111 страницREFINING PETROLEUM ENGINEERINGAbidHussainBhattiОценок пока нет
- PRE 2 MidT SepProc 10 Jun 2014 PArt 1Документ34 страницыPRE 2 MidT SepProc 10 Jun 2014 PArt 1Shabbir AliОценок пока нет
- Op Spe 106180-MS-PДокумент5 страницOp Spe 106180-MS-PJosé Manuel UsuriagaОценок пока нет
- Design, Development, and Evaluation of Hydrocarbon Based Fuels For Fuel Cell On-Board ReformersДокумент9 страницDesign, Development, and Evaluation of Hydrocarbon Based Fuels For Fuel Cell On-Board ReformersadhyastiОценок пока нет
- Solvent extraction optimizes lube oil fractionsДокумент7 страницSolvent extraction optimizes lube oil fractionsarpit thukralОценок пока нет
- The Effect of Operating Conditions of Urea Dewaxing On The Pour Point of Light Lubricating OilДокумент5 страницThe Effect of Operating Conditions of Urea Dewaxing On The Pour Point of Light Lubricating OilNima FakherОценок пока нет
- Upgrading Sharky Baghdad Heavy Crude Oil: Hussain K. Hussain Salah M. Ali Yazan M. AliДокумент11 страницUpgrading Sharky Baghdad Heavy Crude Oil: Hussain K. Hussain Salah M. Ali Yazan M. AliEmad ElsaidОценок пока нет
- Physicochemical Characterization and Applications of NaphthaДокумент7 страницPhysicochemical Characterization and Applications of NaphthaCherie AdamsОценок пока нет
- CoProcessing of HEFA Feedstocks With Petroleum Hydrocarbons For Jet Production June192015Документ26 страницCoProcessing of HEFA Feedstocks With Petroleum Hydrocarbons For Jet Production June192015OumorsyОценок пока нет
- STP Present Used Lube Oil Re-Refining 25anniversaryДокумент89 страницSTP Present Used Lube Oil Re-Refining 25anniversaryEng D A MaxОценок пока нет
- Lecture 3: Petroleum Refining Overview: 3.1 Crude OilДокумент2 страницыLecture 3: Petroleum Refining Overview: 3.1 Crude OilSatyamGupta100% (1)
- 10.1016@0923 04679503040 9Документ5 страниц10.1016@0923 04679503040 9Vivian CácedaОценок пока нет
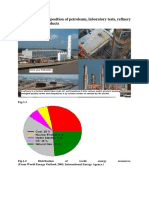
- Introduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsДокумент17 страницIntroduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsZaid YahyaОценок пока нет
- Classification of Crude OilДокумент6 страницClassification of Crude OilSultana AlmansooriОценок пока нет
- Part07 - Lubrication Oil Processes 451Документ23 страницыPart07 - Lubrication Oil Processes 451Oracal OrОценок пока нет
- Refining of Used Lube OilДокумент89 страницRefining of Used Lube OilAadarsh MouryaОценок пока нет
- Heliyon: Adewale Johnson Folayan, Paul Apeye Lucky AnaweДокумент11 страницHeliyon: Adewale Johnson Folayan, Paul Apeye Lucky AnaweNadiah NadiahОценок пока нет
- 071 - 88 Ing.3Документ18 страниц071 - 88 Ing.3Leonardo SaggiomoОценок пока нет
- Used Motor Oil TreatmeДокумент11 страницUsed Motor Oil TreatmeRania FarouqОценок пока нет
- Re-Refining of Waste Lubricating Oil by PDFДокумент10 страницRe-Refining of Waste Lubricating Oil by PDFPratik ChhedaОценок пока нет
- 2010-01-Trafotech2010 TRF Oil Specifications For Indian TRF Industry PDFДокумент9 страниц2010-01-Trafotech2010 TRF Oil Specifications For Indian TRF Industry PDFVishnu ShankerОценок пока нет
- Used Engine Oil RerefiningДокумент31 страницаUsed Engine Oil RerefiningMasomese Henry Kikile100% (3)
- Influence of Solvents On The Extraction of Oil From Waste Lubricating Grease: A Comparative StudyДокумент3 страницыInfluence of Solvents On The Extraction of Oil From Waste Lubricating Grease: A Comparative StudydinaОценок пока нет
- Thin Fil EvapДокумент13 страницThin Fil EvapimronmasfruriОценок пока нет
- CHE 1014 PETROLEUM TECHNOLOGY UNIT 1Документ54 страницыCHE 1014 PETROLEUM TECHNOLOGY UNIT 1Jateni GedaОценок пока нет
- Alternative Calibration and Standardization Procedure of Iatroscan TLC FID For SARA Hydrocarbon Class QuantificationДокумент5 страницAlternative Calibration and Standardization Procedure of Iatroscan TLC FID For SARA Hydrocarbon Class QuantificationNatalia KovalovaОценок пока нет
- Petroleum RefiningДокумент32 страницыPetroleum RefiningShashank Tewari100% (14)
- Lecture 3: Petroleum Refining Overview: 3.1 Crude OilДокумент66 страницLecture 3: Petroleum Refining Overview: 3.1 Crude OilKumar AyushОценок пока нет
- Production of Liquid Fuels From Waste Lube Oils Used by Pyrolysis ProcessДокумент4 страницыProduction of Liquid Fuels From Waste Lube Oils Used by Pyrolysis ProcessSuhas DixitОценок пока нет
- Lecture 2Документ11 страницLecture 2Tejas AhalparaОценок пока нет
- Characteristics and Properties of Heavy Crude Oil FractionsДокумент10 страницCharacteristics and Properties of Heavy Crude Oil FractionsIlian DinkovОценок пока нет
- Petroleum RefiningДокумент22 страницыPetroleum RefiningNoor Taha ALkarbalaiОценок пока нет
- Waste Lubricating-1Документ4 страницыWaste Lubricating-1Tiffany noor afifОценок пока нет
- Chapter - 2 Literature Review: 2.1 Regeneration of Used Lubricating OilsДокумент23 страницыChapter - 2 Literature Review: 2.1 Regeneration of Used Lubricating OilsEl Sayed ZakariaОценок пока нет
- Catalytic ReformingДокумент12 страницCatalytic ReformingHafizuddin Mohamad100% (2)
- Evaluation of Mixtures of Sulfonate and Phenate as Lube Oil AdditivesДокумент13 страницEvaluation of Mixtures of Sulfonate and Phenate as Lube Oil AdditivesCristinaОценок пока нет
- What Are The Factors To Be Considered To Start A Petroleum IndustryДокумент13 страницWhat Are The Factors To Be Considered To Start A Petroleum Industryjeevanantham 5846Оценок пока нет
- Waste Lubricating Oil Treatment by Adsorption Process Using Different AdsorbentsДокумент4 страницыWaste Lubricating Oil Treatment by Adsorption Process Using Different AdsorbentsjarnokorhonenОценок пока нет
- History: Catalytic Reforming Is A Chemical Process Used To ConvertДокумент7 страницHistory: Catalytic Reforming Is A Chemical Process Used To ConvertYuri YamirnovОценок пока нет
- Optimising Palm Fatty Acid EsterificationДокумент9 страницOptimising Palm Fatty Acid EsterificationNo NameОценок пока нет
- ProfsenДокумент25 страницProfsenrvsinghОценок пока нет
- Composition of Used OilДокумент4 страницыComposition of Used Oilrvsingh100% (3)
- Plantation ReportДокумент115 страницPlantation ReportrvsinghОценок пока нет
- Review PaperДокумент4 страницыReview PaperrvsinghОценок пока нет
- Performence of Distillation ColumnДокумент16 страницPerformence of Distillation ColumnrvsinghОценок пока нет
- Memberane Filter at Ion in DewaxingДокумент8 страницMemberane Filter at Ion in DewaxingrvsinghОценок пока нет
- Simulation Study of Lube Based Extraction UnitДокумент5 страницSimulation Study of Lube Based Extraction Unitrvsingh100% (2)
- Hydrogen From Used OilДокумент7 страницHydrogen From Used Oilrvsingh100% (1)
- Used OilДокумент11 страницUsed Oilrvsingh100% (3)
- Distillation Column InternalsДокумент9 страницDistillation Column Internalsrvsingh100% (2)
- Base Oil Product TrendsДокумент18 страницBase Oil Product Trendsrvsingh100% (2)
- Bulletin 504 Bureau of Mines-AДокумент52 страницыBulletin 504 Bureau of Mines-ArvsinghОценок пока нет
- Packed Bed2Документ61 страницаPacked Bed2rvsingh100% (4)
- CatalyticdewaxingДокумент5 страницCatalyticdewaxingrvsinghОценок пока нет
- Distillation OperationДокумент5 страницDistillation Operationrvsingh100% (2)
- Gasoline Exposure1Документ10 страницGasoline Exposure1rvsinghОценок пока нет
- Vapor 1Документ1 страницаVapor 1rvsinghОценок пока нет
- Distillation Column InternalsДокумент12 страницDistillation Column InternalsrvsinghОценок пока нет
- Characterization of Carbonized Municipal Waste As Substitute For Coal FuelДокумент9 страницCharacterization of Carbonized Municipal Waste As Substitute For Coal FuelDadanОценок пока нет
- OSHA Working at HeightДокумент75 страницOSHA Working at Heighterryrahman72Оценок пока нет
- Rosenbergi, Macrobrachium Lanchesteri, and Macrobrachium Sintangense. BiodiversityДокумент7 страницRosenbergi, Macrobrachium Lanchesteri, and Macrobrachium Sintangense. BiodiversityLaili musyarofahОценок пока нет
- Vishal ChauhanДокумент2 страницыVishal ChauhanTarun Singh PanuОценок пока нет
- Amine SystemsДокумент38 страницAmine SystemsBrett ClintonОценок пока нет
- Perkins Engine SAEДокумент7 страницPerkins Engine SAEsyamsul ashariОценок пока нет
- Biorefining of Biomass To Liquid Fuels and Organic ChemicalsДокумент9 страницBiorefining of Biomass To Liquid Fuels and Organic ChemicalsNatalia StefaniaОценок пока нет
- Physical Properties of Alkanes and CycloalkanesДокумент38 страницPhysical Properties of Alkanes and CycloalkanesSheila Mae ReyesОценок пока нет
- Flow Process MethanolДокумент12 страницFlow Process MethanolDilla Septiana DaniarissaОценок пока нет
- 10 StandardsДокумент2 страницы10 StandardsEmile M. Al-MayahОценок пока нет
- CDU-III PDT RouteДокумент20 страницCDU-III PDT RouteSaravanan Selva100% (1)
- Chemistry Lab# 4 (Completed)Документ4 страницыChemistry Lab# 4 (Completed)tahjsalmon100% (1)
- FluidizationДокумент9 страницFluidizationcuberbill1980Оценок пока нет
- Water Treatment PlantДокумент12 страницWater Treatment PlantSuyoОценок пока нет
- Cracking Patterns and Ionisation EnergiesДокумент2 страницыCracking Patterns and Ionisation EnergiesWilliamRiveraОценок пока нет
- Gaurav SinghДокумент14 страницGaurav SinghDevashish JoshiОценок пока нет
- Types of Reactions Class Notes Mrs. Owens Physical Science Northampton High SchoolДокумент2 страницыTypes of Reactions Class Notes Mrs. Owens Physical Science Northampton High SchoolKhai GutierezОценок пока нет
- ThermochemistryДокумент10 страницThermochemistryBea Dacillo BautistaОценок пока нет
- Gama de Solventes Alifaticos en ChileДокумент9 страницGama de Solventes Alifaticos en ChileFelipe OtarolaОценок пока нет
- Flue Gas Treatment For Co2 Capture - ccc169Документ61 страницаFlue Gas Treatment For Co2 Capture - ccc169MustafaEZОценок пока нет
- Limiting Reagents 1Документ17 страницLimiting Reagents 1Aldrin Jay Patungan100% (1)
- Pyrolysis of Spent Ion Exchange Resins: Kernkraftwerke in Deutschland: Betriebsergebnisse - July 2011Документ20 страницPyrolysis of Spent Ion Exchange Resins: Kernkraftwerke in Deutschland: Betriebsergebnisse - July 2011mihaela_filip_8Оценок пока нет
- Barelf Al: Auxiliary Synthetic LubricantsДокумент1 страницаBarelf Al: Auxiliary Synthetic LubricantsironiteОценок пока нет
- WGS Reaction Converts CO to CO2 & H2Документ2 страницыWGS Reaction Converts CO to CO2 & H2Shanmugam RameshОценок пока нет
- WINSEM2021-22 CHE1014 TH VL2021220501387 Reference Material I 03-03-2022 Module 5 Purification of Petroleum ProductsДокумент65 страницWINSEM2021-22 CHE1014 TH VL2021220501387 Reference Material I 03-03-2022 Module 5 Purification of Petroleum ProductsJod KillerОценок пока нет
- Mohit Industrial Treaining Report U LtimateДокумент37 страницMohit Industrial Treaining Report U Ltimateu10ch010Оценок пока нет
- Styrene Production ReactionsДокумент19 страницStyrene Production ReactionsAna Carolina Meza OrozcoОценок пока нет