Вам также может понравиться
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsОт EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsРейтинг: 4 из 5 звезд4/5 (9)
- Chimedza W: Boiler Blowdown Heat Recovery ProjectДокумент34 страницыChimedza W: Boiler Blowdown Heat Recovery ProjectBlessed ZiyambeОценок пока нет
- Dissertation RPSДокумент35 страницDissertation RPSRaghvendra Pratap Singh100% (1)
- Chapter 2 Digital ManufacturingДокумент23 страницыChapter 2 Digital ManufacturingRaghvendra Pratap Singh50% (2)
- ENT 300 Individual Assessment-Personal Entrepreneurial CompetenciesДокумент8 страницENT 300 Individual Assessment-Personal Entrepreneurial CompetenciesAbu Ammar Al-hakimОценок пока нет
- SME Case Study-Steel Re-Rolling MillДокумент4 страницыSME Case Study-Steel Re-Rolling MillVijay RathiОценок пока нет
- GSFC Energy EfficiencyДокумент28 страницGSFC Energy EfficiencyRajeshkumar ElangoОценок пока нет
- 1 RCF Ammo V RevampДокумент7 страниц1 RCF Ammo V RevamprvnesariОценок пока нет
- Presentation 2Документ19 страницPresentation 2Muhammad NaeemОценок пока нет
- JK Paper LTD SongadhДокумент9 страницJK Paper LTD SongadhlokririОценок пока нет
- Dalmia Cement AriyalurДокумент31 страницаDalmia Cement AriyalurMohammed Shafi AhmedОценок пока нет
- Hutul Cement Company Case StudyДокумент4 страницыHutul Cement Company Case StudyShakil AhmedОценок пока нет
- Atul LimitedДокумент7 страницAtul LimitedHardik PatelОценок пока нет
- Energy Conserve TPCДокумент30 страницEnergy Conserve TPCwwe_himanshuОценок пока нет
- Ammonia Plant Brief DescriptionДокумент44 страницыAmmonia Plant Brief Descriptionmohamed badranОценок пока нет
- T S - 3 Efficiency Improvement in Auxiliary EquipementДокумент59 страницT S - 3 Efficiency Improvement in Auxiliary Equipementmoorthymtps_54120305Оценок пока нет
- Promotion of Energy Efficiency and Conservation in Major Industries in South East AsiaДокумент39 страницPromotion of Energy Efficiency and Conservation in Major Industries in South East Asiaimrock1234Оценок пока нет
- Technical Paper On Power Plant Energy Savings (Bee Issue # Ee28)Документ15 страницTechnical Paper On Power Plant Energy Savings (Bee Issue # Ee28)sureshОценок пока нет
- Gujarat Report of Development of Ambuja CementДокумент14 страницGujarat Report of Development of Ambuja Cementvkry007Оценок пока нет
- IFFCOДокумент12 страницIFFCOshank100Оценок пока нет
- Unit 5 NewДокумент65 страницUnit 5 NewVivek BendeОценок пока нет
- Generation Renovation & Modernisation: India Electricity - 2006 11 May, 2006Документ33 страницыGeneration Renovation & Modernisation: India Electricity - 2006 11 May, 2006karthikraja21Оценок пока нет
- Ultratech Kotputli CementДокумент44 страницыUltratech Kotputli CementSai Sricharan ReddyОценок пока нет
- Plant OptimizationДокумент8 страницPlant OptimizationNaveen RathaniОценок пока нет
- Madras CementДокумент42 страницыMadras CementAnonymous sfY8T3q0100% (1)
- DPRДокумент122 страницыDPRAbhinav TewariОценок пока нет
- Jindal Steel and Power Limited: First Prize Integrated Steel PlantsДокумент11 страницJindal Steel and Power Limited: First Prize Integrated Steel PlantsPrasenjit DeyОценок пока нет
- Tata Group Introduction Tata Group IntroductionДокумент12 страницTata Group Introduction Tata Group IntroductionRakesh KumarОценок пока нет
- 2 - TDVS GopalkrishnaДокумент61 страница2 - TDVS GopalkrishnaManav GaneshОценок пока нет
- Steel Asia - Company Case StudyДокумент3 страницыSteel Asia - Company Case StudyRaymond VillegasОценок пока нет
- Iipec NCCBM-2Документ10 страницIipec NCCBM-2Debajit BurhagohainОценок пока нет
- 07 Ammonia Synthesis Revamps - March 2015Документ37 страниц07 Ammonia Synthesis Revamps - March 2015Kvspavan KumarОценок пока нет
- Energy Conservation (Singh)Документ6 страницEnergy Conservation (Singh)Andy TpОценок пока нет
- Refinery Configuration (With Figures)Документ9 страницRefinery Configuration (With Figures)phantanthanhОценок пока нет
- N-Gas Compressor Stations Heat Recovery Analysis HedmanДокумент30 страницN-Gas Compressor Stations Heat Recovery Analysis Hedmanioan1946Оценок пока нет
- Energy Efficiency in Sugar Plant Steam and Power Generation PDFДокумент6 страницEnergy Efficiency in Sugar Plant Steam and Power Generation PDFSrikanth SriОценок пока нет
- Conversion of Existing Thermal Power Plants To CoalДокумент22 страницыConversion of Existing Thermal Power Plants To CoalThanh Phuc NguyenОценок пока нет
- Ammonia TechnologyДокумент7 страницAmmonia TechnologyAbhiyan Anala ArvindОценок пока нет
- Cleaner ProductionДокумент5 страницCleaner ProductionBECCA2908Оценок пока нет
- Nava Bharat Ventures LTD SamalkotДокумент49 страницNava Bharat Ventures LTD SamalkotSantosh KapilОценок пока нет
- GC Mrig Utilisation of Coal Washery ReДокумент30 страницGC Mrig Utilisation of Coal Washery Resheth_parag1Оценок пока нет
- Optimization of Plant Operations & Trouble Shooting: B.L.Saini, S.Katiyar & B.P.SinghДокумент4 страницыOptimization of Plant Operations & Trouble Shooting: B.L.Saini, S.Katiyar & B.P.SinghChandra SekarОценок пока нет
- Thermal Power Plant BathindaДокумент58 страницThermal Power Plant Bathindadeepzsohl100% (1)
- Conservation of Energy in Automobile IndustryДокумент19 страницConservation of Energy in Automobile Industrykeshavgarg87Оценок пока нет
- Asian Paints Limited Bhandup Plant, Mumbai, Maharashtra.: Company BackgroundДокумент12 страницAsian Paints Limited Bhandup Plant, Mumbai, Maharashtra.: Company BackgroundriyaparabОценок пока нет
- 11 IffcoДокумент26 страниц11 IffcoVivek VishalОценок пока нет
- Punjab Alkaliesand Chemicals Limited Ropar PunjabДокумент3 страницыPunjab Alkaliesand Chemicals Limited Ropar PunjabMagical RiyaОценок пока нет
- CDU Enhance Energy EfficiencyДокумент5 страницCDU Enhance Energy Efficiencyrvkumar61100% (2)
- 01budge Budge Generating Station Cesc Limited Budge BudgeДокумент12 страниц01budge Budge Generating Station Cesc Limited Budge Budgepsk.pranesh5520Оценок пока нет
- NTPC Badarpur MechanicalДокумент15 страницNTPC Badarpur Mechanicalakshay2992100% (1)
- Ammonia and Urea Plants PDFДокумент48 страницAmmonia and Urea Plants PDFbenon100% (1)
- Bigisland VaДокумент2 страницыBigisland VaCrismareluz P. CortunaОценок пока нет
- Articles 04Документ16 страницArticles 04Poliana PolyОценок пока нет
- Uhde Brochures PDF en 5 (Ammonia)Документ0 страницUhde Brochures PDF en 5 (Ammonia)golovanОценок пока нет
- GrasimДокумент10 страницGrasimGaurav SinghОценок пока нет
- 07 The Jay Shree Chemicalsand FertilisersДокумент1 страница07 The Jay Shree Chemicalsand FertiliserssaurabhfanОценок пока нет
- Tata Pigments Limited JamshedpurДокумент7 страницTata Pigments Limited JamshedpurManu SharmaОценок пока нет
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 2 - PowermagДокумент11 страницCoal-Fired Power Plant Heat Rate Improvement Options, Part 2 - PowermagRavi SatyapalОценок пока нет
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОт EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОценок пока нет
- Natural Gas Processing from Midstream to DownstreamОт EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirОценок пока нет
- Innovation for Energy Efficiency: Proceedings of the European Conference, Newcastle upon Tyne, UK, 15–17 September 1987От EverandInnovation for Energy Efficiency: Proceedings of the European Conference, Newcastle upon Tyne, UK, 15–17 September 1987D A ReayОценок пока нет
- BS en 27841 1991 1999 Iso 7841 1988Документ20 страницBS en 27841 1991 1999 Iso 7841 1988Raghvendra Pratap Singh0% (1)
- Thrust Area PPT - PLM REV-01Документ39 страницThrust Area PPT - PLM REV-01Raghvendra Pratap SinghОценок пока нет
- Technical Report - ST507 Steam Trap Performance TestingДокумент4 страницыTechnical Report - ST507 Steam Trap Performance TestingRaghvendra Pratap SinghОценок пока нет
- Saraswati College of EngineeringДокумент20 страницSaraswati College of EngineeringRaghvendra Pratap SinghОценок пока нет
- Project and Production Management: Product and Process SelectionДокумент83 страницыProject and Production Management: Product and Process SelectionRaghvendra Pratap SinghОценок пока нет
- BSE Limited, National Stock Exchange of India Limited: ST THДокумент2 страницыBSE Limited, National Stock Exchange of India Limited: ST THRaghvendra Pratap SinghОценок пока нет
- PurifierДокумент29 страницPurifierRaghvendra Pratap Singh100% (1)
- Seven Quality Tools: Presented By: M. AschnerДокумент39 страницSeven Quality Tools: Presented By: M. AschnerRaghvendra Pratap SinghОценок пока нет
- IcarosDesktop ManualДокумент151 страницаIcarosDesktop ManualAsztal TavoliОценок пока нет
- Dwnload Full Beckers World of The Cell 9th Edition Hardin Solutions Manual PDFДокумент35 страницDwnload Full Beckers World of The Cell 9th Edition Hardin Solutions Manual PDFgebbielean1237100% (12)
- Dominion Wargame RulesДокумент301 страницаDominion Wargame Rules4544juutf100% (4)
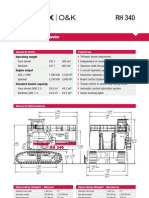
- Hydraulic Mining ExcavatorДокумент8 страницHydraulic Mining Excavatorasditia_07100% (1)
- Instant Download Ebook PDF Ecology Concepts and Applications 8th Edition PDF ScribdДокумент41 страницаInstant Download Ebook PDF Ecology Concepts and Applications 8th Edition PDF Scribdsteven.cross256100% (45)
- EKRP311 Vc-Jun2022Документ3 страницыEKRP311 Vc-Jun2022dfmosesi78Оценок пока нет
- E-Versuri Ro - Rihana - UmbrelaДокумент2 страницыE-Versuri Ro - Rihana - Umbrelaanon-821253100% (1)
- Form Expense ClaimДокумент2 страницыForm Expense Claimviedelamonde_3868443Оценок пока нет
- EKC 202ABC ManualДокумент16 страницEKC 202ABC ManualJose CencičОценок пока нет
- The Privatization PolicyДокумент14 страницThe Privatization PolicyRIBLEN EDORINAОценок пока нет
- DMIT - Midbrain - DMIT SoftwareДокумент16 страницDMIT - Midbrain - DMIT SoftwarevinОценок пока нет
- Wallem Philippines Shipping Inc. v. S.R. Farms (Laxamana)Документ2 страницыWallem Philippines Shipping Inc. v. S.R. Farms (Laxamana)WENDELL LAXAMANAОценок пока нет
- Stentofon Pulse: IP Based Intercom SystemДокумент22 страницыStentofon Pulse: IP Based Intercom SystemCraigОценок пока нет
- This Study Resource Was: For The Next 6 ItemsДокумент9 страницThis Study Resource Was: For The Next 6 ItemsJames CastañedaОценок пока нет
- Colorfastness of Zippers To Light: Standard Test Method ForДокумент2 страницыColorfastness of Zippers To Light: Standard Test Method ForShaker QaidiОценок пока нет
- Product NDC # Compare To Strength Size Form Case Pack Abcoe# Cardinal Cin # Mckesson Oe # M&Doe#Документ14 страницProduct NDC # Compare To Strength Size Form Case Pack Abcoe# Cardinal Cin # Mckesson Oe # M&Doe#Paras ShardaОценок пока нет
- Pipe Cleaner Lesson PlanДокумент2 страницыPipe Cleaner Lesson PlanTaylor FranklinОценок пока нет
- Frellwits Swedish Hosts FileДокумент10 страницFrellwits Swedish Hosts FileAnonymous DsGzm0hQf5Оценок пока нет
- Acc116 Dec 2022 - Q - Test 1Документ6 страницAcc116 Dec 2022 - Q - Test 12022825274100% (1)
- DION IMPACT 9102 SeriesДокумент5 страницDION IMPACT 9102 SeriesLENEEVERSONОценок пока нет
- Genomic Tools For Crop ImprovementДокумент41 страницаGenomic Tools For Crop ImprovementNeeru RedhuОценок пока нет
- Ducted Split ACsДокумент31 страницаDucted Split ACsHammadZaman100% (1)
- TraceДокумент5 страницTraceNorma TellezОценок пока нет
- Numerical Modelling and Design of Electrical DevicesДокумент69 страницNumerical Modelling and Design of Electrical Devicesfabrice mellantОценок пока нет
- Smart Protein Plant Based Food Sector Report 2Документ199 страницSmart Protein Plant Based Food Sector Report 2campeon00magnatesОценок пока нет
- Bank Danamon Organization ChartДокумент4 страницыBank Danamon Organization ChartFaisal Agus NugrahaОценок пока нет
- Morfologi Dan Citra Kota Kawasan Kauman, Kecamatan Juwana, Kabupaten Pati The Morphology and Image of Kauman Town, Juwana Sub District, Pati RegencyДокумент16 страницMorfologi Dan Citra Kota Kawasan Kauman, Kecamatan Juwana, Kabupaten Pati The Morphology and Image of Kauman Town, Juwana Sub District, Pati RegencyRABIAH ARDIANTI TUM TOMAGOLAОценок пока нет
- BARUДокумент53 страницыBARUhueuaОценок пока нет
- National Football League FRC 2000 Sol SRGBДокумент33 страницыNational Football League FRC 2000 Sol SRGBMick StukesОценок пока нет