Вам также может понравиться
- PDA Strategic Account Process - May 2013Документ10 страницPDA Strategic Account Process - May 2013bettie56Оценок пока нет
- Initial Qualification Questions: o Who, Specifically, From Each Member?Документ1 страницаInitial Qualification Questions: o Who, Specifically, From Each Member?bettie56Оценок пока нет
- Strategic Account Status ReportДокумент13 страницStrategic Account Status Reportbettie56Оценок пока нет
- PDA Strategic Account Equity SurveyДокумент1 страницаPDA Strategic Account Equity Surveybettie56Оценок пока нет
- SRP WP MailFulfillment v2Документ4 страницыSRP WP MailFulfillment v2bettie56Оценок пока нет
- SRP WP InjectionMolding v2Документ4 страницыSRP WP InjectionMolding v2bettie56Оценок пока нет
- Pregis Complete Packaging Guide 3-2012Документ12 страницPregis Complete Packaging Guide 3-2012bettie56Оценок пока нет
- DNP Laboratory Troble Shooting Services 2012Документ25 страницDNP Laboratory Troble Shooting Services 2012bettie56Оценок пока нет
- Why Sell Ribbons 2012Документ21 страницаWhy Sell Ribbons 2012bettie56Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 41403A - Guide - Rev - 12-20-17 - With Edits - 2-16-18Документ167 страниц41403A - Guide - Rev - 12-20-17 - With Edits - 2-16-18Ronald KahoraОценок пока нет
- MSDS - Granular Silica GelДокумент3 страницыMSDS - Granular Silica GelLailal HaqimОценок пока нет
- Turning Risk Into ResultsДокумент14 страницTurning Risk Into Resultsririschristin_171952Оценок пока нет
- OPSS1213 Mar98Документ3 страницыOPSS1213 Mar98Tony ParkОценок пока нет
- 7 UpДокумент3 страницы7 UpRajeev TripathiОценок пока нет
- Impact of Employee Motivation in The Banking SectorДокумент48 страницImpact of Employee Motivation in The Banking Sectormohd talalОценок пока нет
- Class Two Summer Vacation AssignmentДокумент1 страницаClass Two Summer Vacation AssignmentshahbazjamОценок пока нет
- ZJZJP Roots Vauum PumpДокумент8 страницZJZJP Roots Vauum PumpAnonymous Tj3ApePIrОценок пока нет
- Riber 6-s1 SP s17-097 336-344Документ9 страницRiber 6-s1 SP s17-097 336-344ᎷᏒ'ᏴᎬᎪᏚᎢ ᎷᏒ'ᏴᎬᎪᏚᎢОценок пока нет
- Itc LimitedДокумент64 страницыItc Limitedjulee G0% (1)
- Conference Version of SB 1Документ486 страницConference Version of SB 1Paul MastersОценок пока нет
- 6Документ2 страницы6Min Hsuan HsianОценок пока нет
- Guinea Pig: Domestication: Basic Species InformationДокумент4 страницыGuinea Pig: Domestication: Basic Species InformationBondОценок пока нет
- Neurocisticercosis PDFДокумент7 страницNeurocisticercosis PDFFiorella Alexandra HRОценок пока нет
- Funding HR2 Coalition LetterДокумент3 страницыFunding HR2 Coalition LetterFox NewsОценок пока нет
- Weld Metal Overlay & CladdingДокумент2 страницыWeld Metal Overlay & CladdingbobyОценок пока нет
- Interviewing Skill Workshop (KAU)Документ54 страницыInterviewing Skill Workshop (KAU)DrKomal KhalidОценок пока нет
- Method StatementДокумент29 страницMethod StatementZakwan Hisyam100% (1)
- S ELITE Nina Authors Certain Ivey This Reproduce Western Material Management Gupta Names Do OntarioДокумент15 страницS ELITE Nina Authors Certain Ivey This Reproduce Western Material Management Gupta Names Do Ontariocarlos menaОценок пока нет
- Dungeon World ConversionДокумент5 страницDungeon World ConversionJosephLouisNadeauОценок пока нет
- Biopolymers: Overview of Several Properties and Consequences On Their ApplicationsДокумент10 страницBiopolymers: Overview of Several Properties and Consequences On Their ApplicationsrafacpereiraОценок пока нет
- Chemistry Xi: Short Questions and 20% Long QuestionsДокумент3 страницыChemistry Xi: Short Questions and 20% Long QuestionsSyed Nabeel HassanОценок пока нет
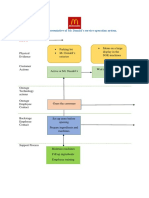
- Blueprint Huynh My Ky Duyen 2022 McDonald'sДокумент2 страницыBlueprint Huynh My Ky Duyen 2022 McDonald'sHuỳnh Mỹ Kỳ DuyênОценок пока нет
- Ventricular Septal DefectДокумент8 страницVentricular Septal DefectWidelmark FarrelОценок пока нет
- Congenital Flexural Deformity in CalfДокумент6 страницCongenital Flexural Deformity in CalfBibek SutradharОценок пока нет
- D6228 - 10Документ8 страницD6228 - 10POSSDОценок пока нет
- Comparison and Contrast Essay FormatДокумент5 страницComparison and Contrast Essay Formattxmvblaeg100% (2)
- Science and TechnologyДокумент21 страницаScience and TechnologyPat MillerОценок пока нет
- Contractor: Item No. MRS-1st 2021 Ref. Description Unit Quantity Rate of Contractor Unit Rate in Words AmountДокумент1 страницаContractor: Item No. MRS-1st 2021 Ref. Description Unit Quantity Rate of Contractor Unit Rate in Words AmountusmanaliОценок пока нет
- Join Our Telegram Channel: @AJITLULLA: To Get Daily Question Papers & SolutionsДокумент24 страницыJoin Our Telegram Channel: @AJITLULLA: To Get Daily Question Papers & SolutionsNaveen KumarОценок пока нет