Вам также может понравиться
- Guia Do Aluno Treinamento CH 570-670 Jan - 2016-1Документ161 страницаGuia Do Aluno Treinamento CH 570-670 Jan - 2016-1Felipe Xulipa50% (2)
- Catalogo Sonoff 2021.1Документ22 страницыCatalogo Sonoff 2021.1Ronaldo PereiraОценок пока нет
- Medicina NuclearДокумент120 страницMedicina NuclearSidney Arcanjo100% (2)
- 123Документ4 страницы123Evans Magalhães67% (3)
- Atividade 01Документ11 страницAtividade 01gkmds1996Оценок пока нет
- Simulado ITA 1Документ32 страницыSimulado ITA 1MIKEОценок пока нет
- 117 - Tabela + Planilha Aolixin - Março - 2021Документ121 страница117 - Tabela + Planilha Aolixin - Março - 2021Ronaldo PereiraОценок пока нет
- Novadigital 2021Документ25 страницNovadigital 2021Ronaldo PereiraОценок пока нет
- Slides de Aula - Descrição TécnicaДокумент25 страницSlides de Aula - Descrição TécnicaRonaldo PereiraОценок пока нет
- Trabalho-De-Conclusao de Materia Em-Mecatronica-Projeto de PesquisaДокумент13 страницTrabalho-De-Conclusao de Materia Em-Mecatronica-Projeto de PesquisaRonaldo Pereira100% (2)
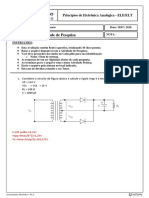
- Exemplo de Projeto Da EstufaДокумент6 страницExemplo de Projeto Da EstufaRonaldo PereiraОценок пока нет
- UCR1 - Fundamentos - Mecanica - SA1 - Interpretacao - Peca 1 - ALUNOДокумент5 страницUCR1 - Fundamentos - Mecanica - SA1 - Interpretacao - Peca 1 - ALUNORonaldo Pereira100% (3)
- A Centralidade de Jesus Cristo Como Elemento Fundamental Da Fé CristãДокумент1 страницаA Centralidade de Jesus Cristo Como Elemento Fundamental Da Fé CristãRonaldo PereiraОценок пока нет
- UC02 SA2 OS1 FomulárioPOPДокумент5 страницUC02 SA2 OS1 FomulárioPOPRonaldo Pereira100% (1)
- Apostila 2 Série - 4º Bimestre - IndbДокумент14 страницApostila 2 Série - 4º Bimestre - IndbBárbara Alves de OliveiraОценок пока нет
- Fios Ortodônticos, Propriedades Mecânicas Relevantes e Aplicação ClínicaДокумент16 страницFios Ortodônticos, Propriedades Mecânicas Relevantes e Aplicação ClínicaAnthonia HelayelОценок пока нет
- Exercicio 08 - Prende Fura - ISO - A4 PDFДокумент1 страницаExercicio 08 - Prende Fura - ISO - A4 PDFRafael MarquesОценок пока нет
- Princípio Do Prazer - Reflexões Teóricas e Clínicas - Editora EscutaДокумент7 страницPrincípio Do Prazer - Reflexões Teóricas e Clínicas - Editora Escutamig1747Оценок пока нет
- Dimensionamento de MotobombaДокумент8 страницDimensionamento de MotobombaflavioeustaquionogОценок пока нет
- Palestra EPIДокумент11 страницPalestra EPIMarcelo SantosОценок пока нет
- Mod. Contrato - Celesc - Pode de ÁrvoresДокумент30 страницMod. Contrato - Celesc - Pode de ÁrvoresRenato BattistiОценок пока нет
- Imãs e Eletroimãs - Newton C. BragaДокумент8 страницImãs e Eletroimãs - Newton C. BragaCalfdutyDutyОценок пока нет
- Tarefa 2Документ2 страницыTarefa 2Cosme DuarteОценок пока нет
- NBR 09368 - 1987 - Transformadores de Potência de Tensões Máximas Até 145 KV - Características Elétricas e MecânicasДокумент33 страницыNBR 09368 - 1987 - Transformadores de Potência de Tensões Máximas Até 145 KV - Características Elétricas e MecânicasDavid Vichi de Brito0% (1)
- Matriz de Jones - Projeto NavalДокумент2 страницыMatriz de Jones - Projeto NavalCarolina Plaster PetrisОценок пока нет
- A Exploração Racional Do MeioambienteДокумент6 страницA Exploração Racional Do MeioambienteJUNIORОценок пока нет
- Teste IV 8Документ4 страницыTeste IV 8Lilian SouzaОценок пока нет
- ListaДокумент2 страницыListaLosango PmОценок пока нет
- Prova Medicina 2009Документ10 страницProva Medicina 2009Diego Santos SiqueiraОценок пока нет
- Aula 10 - Sie - Introdução LT'SДокумент28 страницAula 10 - Sie - Introdução LT'SLuan PenkalОценок пока нет
- A ONU e o Meio AmbienteДокумент7 страницA ONU e o Meio AmbienteANA PAULA DA SILVA FERREIRAОценок пока нет
- Grupo I: Teste de Avaliação de Geografia AДокумент10 страницGrupo I: Teste de Avaliação de Geografia AMaria de SousaОценок пока нет
- Queda de Meteoro - A Ameaça Que Vem Do Espaço - Resumo Das Disciplinas - UOL Vestibular PDFДокумент3 страницыQueda de Meteoro - A Ameaça Que Vem Do Espaço - Resumo Das Disciplinas - UOL Vestibular PDFdanieneyeshuaОценок пока нет
- Daikin - Codigos de ErrosДокумент1 страницаDaikin - Codigos de ErrosClemilson Faria100% (1)
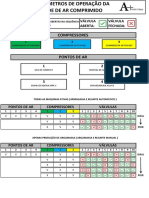
- Parametros ArДокумент2 страницыParametros Aras prodОценок пока нет
- Diagnóstico Socioambiental Na Comunidade Costa de Santana - Zona Ribeirinha de Mocajuba-PA, Sobre A Implantação Da Hidroelétrica de TucuruíДокумент7 страницDiagnóstico Socioambiental Na Comunidade Costa de Santana - Zona Ribeirinha de Mocajuba-PA, Sobre A Implantação Da Hidroelétrica de TucuruíCláudia PuentesОценок пока нет
- Exercicios Gerais 1 PDFДокумент44 страницыExercicios Gerais 1 PDFGerson Pompeu100% (2)
- En Carte Abril 13Документ33 страницыEn Carte Abril 13vicurcioОценок пока нет
- Auto Conformidade Processo Simplificado MaxissoДокумент1 страницаAuto Conformidade Processo Simplificado Maxissomarcos henriqueОценок пока нет