Вам также может понравиться
- Whitepaper DpsДокумент10 страницWhitepaper DpsMesut ŞahinОценок пока нет
- Screen Printing at Home: Print Your Own Fabric to Make Simple Sewn ProjectsОт EverandScreen Printing at Home: Print Your Own Fabric to Make Simple Sewn ProjectsРейтинг: 4.5 из 5 звезд4.5/5 (2)
- 2 Intro To Print ProductionДокумент48 страниц2 Intro To Print ProductionAdrian ColaoОценок пока нет
- 3d Printer Research Paper PDFДокумент6 страниц3d Printer Research Paper PDFfvjawjkt100% (1)
- Laws That'll Help The Window Decals IndustryДокумент13 страницLaws That'll Help The Window Decals Industryh3tavzm129Оценок пока нет
- Advanced Garments PrintingДокумент18 страницAdvanced Garments Printingaqsa imran100% (1)
- Inkjet Printing ThesisДокумент6 страницInkjet Printing Thesisafiwgjbkp100% (1)
- Seminar Ski Graf Strojevi 1Документ57 страницSeminar Ski Graf Strojevi 1saraysaОценок пока нет
- Digital Printing: Submitted To: Sir Hanif MemonДокумент30 страницDigital Printing: Submitted To: Sir Hanif Memonsyed asim najamОценок пока нет
- 201 - 200landa NanographyДокумент12 страниц201 - 200landa NanographykjkrishnanОценок пока нет
- SPGPrints - The Ultimate Guide To Digital Textile PrintingДокумент16 страницSPGPrints - The Ultimate Guide To Digital Textile Printingpassions4friends100% (1)
- Gherzi: Digital Textile PrintingДокумент8 страницGherzi: Digital Textile Printingpassions4friendsОценок пока нет
- Digital Printing in Textiles: Prepared byДокумент10 страницDigital Printing in Textiles: Prepared byAbi Nikil100% (2)
- Urban Myths of Digital PrintingДокумент2 страницыUrban Myths of Digital PrintingdreamyОценок пока нет
- Survey and ResearchДокумент12 страницSurvey and ResearchNajwa WawaОценок пока нет
- Textile Chemical Processing: Comparative Study On Screen, Digital and PrintingДокумент17 страницTextile Chemical Processing: Comparative Study On Screen, Digital and PrintingAyushi ThakurОценок пока нет
- Research Paper On Printing IndustryДокумент6 страницResearch Paper On Printing Industrykpqirxund100% (1)
- Garments PrintingДокумент18 страницGarments PrintingShashwata BhowmikОценок пока нет
- 3D Printing: 20/PHRA/140 - 10.04.2021Документ20 страниц3D Printing: 20/PHRA/140 - 10.04.2021Sathya SriОценок пока нет
- Literature Review On PrintersДокумент3 страницыLiterature Review On Printersapplejane janeaОценок пока нет
- Resin PrinterДокумент4 страницыResin Printerapi-543590380Оценок пока нет
- Learn Essentials of Offset PrintingДокумент1 страницаLearn Essentials of Offset PrintingThyssen86HaaningОценок пока нет
- 3d Printing Master ThesisДокумент8 страниц3d Printing Master Thesiskarawebberoverlandpark100% (2)
- Inkjet ThesisДокумент4 страницыInkjet ThesisApaPapersForSaleCanada100% (1)
- An Introduction To Digital Printing TechnologyДокумент11 страницAn Introduction To Digital Printing TechnologyhorasunoОценок пока нет
- Screenshot 2023-06-26 at 8.49.37 PMДокумент1 страницаScreenshot 2023-06-26 at 8.49.37 PMtjayfullspeedОценок пока нет
- Digital Textile PrintingДокумент26 страницDigital Textile Printingaqsa imranОценок пока нет
- Digital PrintingДокумент18 страницDigital PrintingAnkit KumarОценок пока нет
- 1Документ2 страницы1Summer YeonОценок пока нет
- Abstract On 3d PrintingДокумент3 страницыAbstract On 3d PrintingAryan Singh50% (4)
- 3D PrintingДокумент21 страница3D Printinghellgate.vishesh25Оценок пока нет
- Focus Label - Digital - Hybrid Labels and Packaging Printing - 2Документ23 страницыFocus Label - Digital - Hybrid Labels and Packaging Printing - 2AK AKОценок пока нет
- Unit 3 Fabric PrintingДокумент57 страницUnit 3 Fabric PrintingCarlo Gojo Cruz HalasanОценок пока нет
- Review PaperДокумент7 страницReview PaperTusher Kante DharОценок пока нет
- Lecture 1 PDFДокумент20 страницLecture 1 PDFKe WalОценок пока нет
- Digital Textile Printing: Nate Metz CNST333-81Документ14 страницDigital Textile Printing: Nate Metz CNST333-81TERRYPRATCHETT2Оценок пока нет
- Reimagining Print - Five Key Trends in The Digital Printing IndustryДокумент13 страницReimagining Print - Five Key Trends in The Digital Printing IndustryPratik SinhaОценок пока нет
- Aarohi Company Profile - CompressedДокумент10 страницAarohi Company Profile - CompressedBhaveshОценок пока нет
- Digital Printing Facts For KidsДокумент1 страницаDigital Printing Facts For KidsUrvashiОценок пока нет
- Report On 3D PrintingДокумент21 страницаReport On 3D Printingnishantpatel3025100% (1)
- Process 2011 March ENДокумент8 страницProcess 2011 March ENGhazwan A. IdreesОценок пока нет
- Digital Textile ReviewДокумент2 страницыDigital Textile Reviewpeter tichiОценок пока нет
- Digitalgarmentprinting 180612063503Документ69 страницDigitalgarmentprinting 180612063503bronicОценок пока нет
- Digital Printing - WWW - Kainosprint.com - AuДокумент8 страницDigital Printing - WWW - Kainosprint.com - AulinksmasterОценок пока нет
- Stencil CuttingДокумент10 страницStencil Cuttingapi-237537981Оценок пока нет
- 3d Printing Thesis StatementДокумент5 страниц3d Printing Thesis Statementoabfziiig100% (2)
- Digital Inkjet CeramicsДокумент11 страницDigital Inkjet CeramicsAlbert GhobrialОценок пока нет
- 3d Printer Master ThesisДокумент8 страниц3d Printer Master Thesisaprillaceyjackson100% (2)
- Developments in Digital Print StandardizationДокумент13 страницDevelopments in Digital Print StandardizationsaszamaszaОценок пока нет
- Lec Notes1Документ10 страницLec Notes1Mesfin BettОценок пока нет
- Thesis TarpaulinДокумент4 страницыThesis TarpaulinStacy Taylor100% (2)
- Research Paper On 3d PrinterДокумент6 страницResearch Paper On 3d Printertus0zaz1b1g3100% (1)
- OM 3-D PrintingДокумент4 страницыOM 3-D Printingjeevan84Оценок пока нет
- Introduccion A La I Mpresion 3dДокумент19 страницIntroduccion A La I Mpresion 3dFJRojkinОценок пока нет
- Screenprint ZineДокумент12 страницScreenprint ZineDon BoccaОценок пока нет
- Screen Printing Technology Hand BookДокумент57 страницScreen Printing Technology Hand BookFufa DiribaОценок пока нет
- Digital PrintingДокумент18 страницDigital PrintingPradip PatelОценок пока нет
- Silk PrintingДокумент4 страницыSilk PrintingSyahid Amirul Bin Azmi J19A0324Оценок пока нет
- Textile Dyeing Waste Water TreatmentДокумент27 страницTextile Dyeing Waste Water Treatmentjakir_env0% (1)
- Medi Tec TEXTILEДокумент4 страницыMedi Tec TEXTILEIrfan KhanОценок пока нет
- Sample Paper FMDCДокумент7 страницSample Paper FMDCTanzeel UR RehmanОценок пока нет
- Sample Paper FMDCДокумент7 страницSample Paper FMDCTanzeel UR RehmanОценок пока нет
- Unit 45Документ53 страницыUnit 45Irfan KhanОценок пока нет
- 01545Документ8 страниц01545Irfan KhanОценок пока нет
- Application Filed by The Industry / Organization OnДокумент7 страницApplication Filed by The Industry / Organization Onkrish659Оценок пока нет
- Introduction To ICT EthicsДокумент8 страницIntroduction To ICT EthicsJohn Niño FilipinoОценок пока нет
- As 3638-1993 Test Sieving ProceduresДокумент7 страницAs 3638-1993 Test Sieving ProceduresSAI Global - APACОценок пока нет
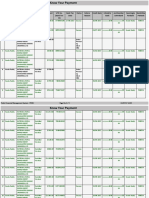
- SR No. Beneficiary Name Scheme Name Purpose Amount Utr No. (Bank TXN Id) Bank TXN Date Status Failure Reason Credit Date Uidasper Bank Acctnumber Asperbank Favoringas Perbank Bankiinas PerbankДокумент3 страницыSR No. Beneficiary Name Scheme Name Purpose Amount Utr No. (Bank TXN Id) Bank TXN Date Status Failure Reason Credit Date Uidasper Bank Acctnumber Asperbank Favoringas Perbank Bankiinas PerbankAnand ReddyОценок пока нет
- Development Processes and OrganizationsДокумент41 страницаDevelopment Processes and OrganizationsPuneet GoelОценок пока нет
- Funambol Whatisnewinv10 June11Документ23 страницыFunambol Whatisnewinv10 June11Eftakhar Chowdhury PallabОценок пока нет
- RRB ALP CBT 1 PAPER 31 Aug 2018 Shift 03 PDFДокумент28 страницRRB ALP CBT 1 PAPER 31 Aug 2018 Shift 03 PDFmaheshОценок пока нет
- Scope of The WorkДокумент5 страницScope of The Worklogu RRОценок пока нет
- Ind Mkt. Caselet 1Документ6 страницInd Mkt. Caselet 1harshalОценок пока нет
- DD FC Basix ConfДокумент18 страницDD FC Basix ConfwstanzlОценок пока нет
- Nissan in EuropeДокумент24 страницыNissan in Europeonlyur44Оценок пока нет
- 108 Names English Ucchista Ganapati SanskritДокумент5 страниц108 Names English Ucchista Ganapati Sanskritakshay patriОценок пока нет
- GET OA Doc - Batch 2Документ3 страницыGET OA Doc - Batch 2Ganesh Sai VelidiОценок пока нет
- Patrick C Hall@yahoo - com-TruthfinderReportДокумент13 страницPatrick C Hall@yahoo - com-TruthfinderReportsmithsmithsmithsmithsmithОценок пока нет
- Operating Manual: Wheel Loader L538 - 432 From 13100Документ284 страницыOperating Manual: Wheel Loader L538 - 432 From 13100Jacques Van Niekerk80% (5)
- SOP For Handling of Rejected Raw MaterialДокумент6 страницSOP For Handling of Rejected Raw Materialanoushia alviОценок пока нет
- 1.1 About The Protocol:: 1.0 Stop-And-Wait ARQДокумент23 страницы1.1 About The Protocol:: 1.0 Stop-And-Wait ARQSyed HazimОценок пока нет
- Acquisitions Bentley SystemsДокумент3 страницыAcquisitions Bentley SystemsPramit Kumar SenapatiОценок пока нет
- Ze Gcs04a20-Eng 247-270Документ24 страницыZe Gcs04a20-Eng 247-270ikrima BenОценок пока нет
- Euro Ncap Aeb Test Protocol v11 PDFДокумент31 страницаEuro Ncap Aeb Test Protocol v11 PDFRTCNОценок пока нет
- Reading and Writing Writing An EmailДокумент1 страницаReading and Writing Writing An EmailferfonsegonОценок пока нет
- 24 Plait 8ft Bullwhip RecipeДокумент9 страниц24 Plait 8ft Bullwhip RecipeTyler RiceОценок пока нет
- BOOKДокумент681 страницаBOOKMohamad ShafeyОценок пока нет
- R H R C H E C R: Egenerating The Uman Ight TOA Lean and Ealthy Nvironment in The Ommons EnaissanceДокумент229 страницR H R C H E C R: Egenerating The Uman Ight TOA Lean and Ealthy Nvironment in The Ommons Enaissanceapi-250991215Оценок пока нет
- The Age of Exploration/Age of Discovery: Countries InvolvedДокумент6 страницThe Age of Exploration/Age of Discovery: Countries InvolvedRocky RayoОценок пока нет
- Kyocera ECOSYS M2030dn M2530dn M2035dn M2535dn SM UK PDFДокумент273 страницыKyocera ECOSYS M2030dn M2530dn M2035dn M2535dn SM UK PDFoleg sokolovОценок пока нет
- Brevity CodeДокумент18 страницBrevity CodeArash AziziОценок пока нет
- Terms Def en It IonДокумент29 страницTerms Def en It IonVichu Kumar KumarОценок пока нет
- VEL BS 2001aДокумент20 страницVEL BS 2001aritoh8657Оценок пока нет
- 1.1 Proj Cost Esitimating - OverviewДокумент42 страницы1.1 Proj Cost Esitimating - OverviewSam CherniakОценок пока нет