Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- NDT ACC. CriteriaДокумент6 страницNDT ACC. CriteriaBalakumar100% (5)
- Ultrasonic Test Inspection Free NDT Sample ProcedureДокумент9 страницUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- Manual of Sap2000Документ147 страницManual of Sap2000Babak MirfendereskiОценок пока нет
- Aspen Internet Process Manual2006 - 5-Usr PDFДокумент18 страницAspen Internet Process Manual2006 - 5-Usr PDFBabak Mirfendereski100% (1)
- Cyc1-Eff ofДокумент15 страницCyc1-Eff ofBabak MirfendereskiОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Thin Film Deposition by Thermal Evaporation MethodДокумент3 страницыThin Film Deposition by Thermal Evaporation MethodFarid ElsehrawyОценок пока нет
- Cesp 105 - Foundation Engineering and Retaining Wall Design Lesson 11. Structural Design of Spread FootingДокумент7 страницCesp 105 - Foundation Engineering and Retaining Wall Design Lesson 11. Structural Design of Spread FootingJadeОценок пока нет
- Conbextra EP: T T T T T TДокумент4 страницыConbextra EP: T T T T T TFeri Oktara IrawanОценок пока нет
- Substation Bus ConductorsДокумент26 страницSubstation Bus ConductorsherrtammОценок пока нет
- Earthing and Bonding For Electrical SystemДокумент2 страницыEarthing and Bonding For Electrical SystemvaraОценок пока нет
- Section PropertiesДокумент93 страницыSection PropertiesNiranjanAryanОценок пока нет
- ToughRock Fireguard C Soffit Board SubmittalДокумент2 страницыToughRock Fireguard C Soffit Board SubmittalJake YalongОценок пока нет
- Technology Liquid Coating Resins Liquid Coating Resins Product Range Emea EnglishДокумент8 страницTechnology Liquid Coating Resins Liquid Coating Resins Product Range Emea EnglishUsama AwadОценок пока нет
- National Building Code of The Philippines (NBCP) : Rule Iii - Permits and Inspection SECTION 302. Application For PermitsДокумент9 страницNational Building Code of The Philippines (NBCP) : Rule Iii - Permits and Inspection SECTION 302. Application For Permitsbriee junioОценок пока нет
- AAC Block Adhesive TDS NEWДокумент2 страницыAAC Block Adhesive TDS NEWAakriti VermaОценок пока нет
- TDS ASTM LM915 Eng 210923Документ2 страницыTDS ASTM LM915 Eng 210923PrashaОценок пока нет
- Al Burraq Aluminium For Aluminium & Glass Works in UAEДокумент27 страницAl Burraq Aluminium For Aluminium & Glass Works in UAEShakeel AhmadОценок пока нет
- ActuatorДокумент50 страницActuatorvishnusankarОценок пока нет
- Fracture in SteelДокумент289 страницFracture in Steelchoks007Оценок пока нет
- 2.1 Doubly Reinforcement Beams (Week 2)Документ12 страниц2.1 Doubly Reinforcement Beams (Week 2)stylistikОценок пока нет
- Power Plant Engineering Lesson PlanДокумент2 страницыPower Plant Engineering Lesson PlanDamo Daran GОценок пока нет
- Oman-1800x2100-Center Opening Auto Door-b+g+m+5-Sheet No - 01 of 05Документ5 страницOman-1800x2100-Center Opening Auto Door-b+g+m+5-Sheet No - 01 of 05Lakhwinder SainiОценок пока нет
- Sabic Lldpe 118Wsj: Linear Low Density PolyethyleneДокумент2 страницыSabic Lldpe 118Wsj: Linear Low Density PolyethyleneFahad MohamedОценок пока нет
- Lantern Lights and Dome Lights (B.C-V)Документ8 страницLantern Lights and Dome Lights (B.C-V)Divya chowdaryОценок пока нет
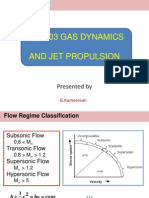
- Me 1303 Gas Dynamics and Jet Propulsion: Presented byДокумент24 страницыMe 1303 Gas Dynamics and Jet Propulsion: Presented byArul SankaranОценок пока нет
- 1.bernoullis TheoryДокумент10 страниц1.bernoullis TheorySWETHAОценок пока нет
- Mixing Non Viscous LiquidsДокумент1 страницаMixing Non Viscous LiquidsMohammed IrfanОценок пока нет
- BBS FormatДокумент12 страницBBS FormatJai Prakash SharmaОценок пока нет
- Powder Coating Trouble Shooting TVSMДокумент34 страницыPowder Coating Trouble Shooting TVSMPinnacle qualityОценок пока нет
- Hsla SteelДокумент22 страницыHsla SteelriteshbarmanОценок пока нет
- Fire Exit SectionДокумент1 страницаFire Exit SectionrealcemackenzieОценок пока нет
- I Control and Connection CablesДокумент56 страницI Control and Connection CablesMohammed FarahatОценок пока нет
- Igloo Keep People WarmДокумент1 страницаIgloo Keep People Warmjasmine8321Оценок пока нет
- i.MX 6 Series Thermal Management Guidelines: Document Number: AN4579 Rev. 0, 11/2012Документ90 страницi.MX 6 Series Thermal Management Guidelines: Document Number: AN4579 Rev. 0, 11/2012Daniel MartinsОценок пока нет
- Accomplishment Report # 4Документ2 страницыAccomplishment Report # 4Arnel FreoОценок пока нет