Вам также может понравиться
- Handbook of Composites from Renewable Materials, Design and ManufacturingОт EverandHandbook of Composites from Renewable Materials, Design and ManufacturingОценок пока нет
- Simulation Ammonia Plant On PRO IIДокумент58 страницSimulation Ammonia Plant On PRO IIFabrizio Dugo100% (1)
- Acetone Reactor Design Complete ProjectДокумент29 страницAcetone Reactor Design Complete ProjectSabeeh Ahmed91% (11)
- Joseph Abrusci - Professional Homemade Cherry BombsДокумент26 страницJoseph Abrusci - Professional Homemade Cherry BombsLê Nguyên ĐứcОценок пока нет
- Petrochemical Processes HandbookДокумент209 страницPetrochemical Processes HandbookAnoop Uchagawkar100% (6)
- Styrene ProductionДокумент248 страницStyrene ProductionRio Gelmour50% (2)
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsОт EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerОценок пока нет
- Design of Phenol PlantДокумент1 страницаDesign of Phenol Plantapi-292667997Оценок пока нет
- Inspection Level IV Is Invoked, This System Meets The Requirements of Former MIL-I-45208AДокумент18 страницInspection Level IV Is Invoked, This System Meets The Requirements of Former MIL-I-45208AAdrian Copa JОценок пока нет
- Cumene Manufacturing ProcedureДокумент74 страницыCumene Manufacturing ProcedureTan JieSheng78% (9)
- AcetoneДокумент31 страницаAcetoneBhinitha Chandrasagaran100% (1)
- Process Plant Layout PDFДокумент22 страницыProcess Plant Layout PDFAdrian Copa J0% (2)
- Propylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIIДокумент12 страницPropylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIImaheshОценок пока нет
- Atomic Absorption & EmissionДокумент80 страницAtomic Absorption & EmissionAkshay Patil100% (1)
- Cumene Production Robert SchmidtДокумент14 страницCumene Production Robert SchmidtVatsalОценок пока нет
- Benzene XyleneChemicals 30052012Документ50 страницBenzene XyleneChemicals 30052012Chakravarthy Bharath100% (1)
- Pce-II Unit-I & II 1Документ84 страницыPce-II Unit-I & II 1Pavan SatishОценок пока нет
- Glass Powder and Flyash Replacing CementДокумент3 страницыGlass Powder and Flyash Replacing CementaryanОценок пока нет
- Electrical Installation in Hazardous Area PresentationДокумент79 страницElectrical Installation in Hazardous Area PresentationAlfa Mirza100% (1)
- Innovation Outlook: Renewable MethanolОт EverandInnovation Outlook: Renewable MethanolОценок пока нет
- 3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGДокумент21 страница3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGHendriyana St0% (1)
- Direct Methane to Methanol: Foundations and Prospects of the ProcessОт EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessОценок пока нет
- CDtech CumeneДокумент2 страницыCDtech CumeneAnusha RajagopalanОценок пока нет
- Control of Evaporator in The Production of UreaДокумент15 страницControl of Evaporator in The Production of Ureatariq fareedОценок пока нет
- Cumene Mass & Energy Balance PDFДокумент33 страницыCumene Mass & Energy Balance PDFMeet Khunt100% (1)
- 3 - Mini Frac TestsДокумент45 страниц3 - Mini Frac TestsDeepak RanaОценок пока нет
- Carbopol Ultrez 21 Hoja Tecnica PDFДокумент4 страницыCarbopol Ultrez 21 Hoja Tecnica PDFAdrian Copa JОценок пока нет
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerОт EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerОценок пока нет
- Control of Evaporator in The Production of UreaДокумент15 страницControl of Evaporator in The Production of Ureatariq fareedОценок пока нет
- Cumene ManufactringДокумент74 страницыCumene ManufactringTan JieSheng100% (1)
- Phenol UOPДокумент2 страницыPhenol UOPruk1921Оценок пока нет
- Phenol 12Документ2 страницыPhenol 12binaywatchОценок пока нет
- Industrial Catalytic Processes Phenol PRДокумент15 страницIndustrial Catalytic Processes Phenol PRJesús MorenoОценок пока нет
- Phenol Evaluation - FinalДокумент23 страницыPhenol Evaluation - FinalCristian TorrezОценок пока нет
- Industrial Catalytic Processes-Phenol Production: Robert J. SchmidtДокумент15 страницIndustrial Catalytic Processes-Phenol Production: Robert J. SchmidtUzair WahidОценок пока нет
- Fenolo&Acetone FL Lug09Документ8 страницFenolo&Acetone FL Lug09Hilmi ÖlmezОценок пока нет
- Response-Content-Dispositionattachment FilenameDesign and Simulation of Cumene ManufactДокумент52 страницыResponse-Content-Dispositionattachment FilenameDesign and Simulation of Cumene ManufactAndrew100% (1)
- The Production of Cumene Using Zeolite Catalyst Aspen Model DocumentationДокумент16 страницThe Production of Cumene Using Zeolite Catalyst Aspen Model Documentationديانا محمدОценок пока нет
- Fenol UOP PDFДокумент2 страницыFenol UOP PDFJohn Dalkia100% (1)
- Chapter 1Документ4 страницыChapter 1miza adlinОценок пока нет
- Cumene 1Документ27 страницCumene 1kakaОценок пока нет
- Engineers Guide - Cumene Peroxidation Process For Phenol ProductionДокумент2 страницыEngineers Guide - Cumene Peroxidation Process For Phenol ProductionEdrian A. Mañalong100% (1)
- Phenol C H Oh, Cumene Hydroperoxide C H C (CH) O H, Acetone CH CochДокумент2 страницыPhenol C H Oh, Cumene Hydroperoxide C H C (CH) O H, Acetone CH Cochgogana93Оценок пока нет
- Etil Ben Zeno UopДокумент2 страницыEtil Ben Zeno UopNguyễn Đăng Minh NhânОценок пока нет
- Gas: China: Volume One-Scienceand TechnologyДокумент4 страницыGas: China: Volume One-Scienceand TechnologyAnurita GhoshОценок пока нет
- 0910 8 AbsДокумент9 страниц0910 8 Absjlcheefei9258Оценок пока нет
- Manufacturing Process: Phenol Plant Process DiagramДокумент6 страницManufacturing Process: Phenol Plant Process DiagramshisokarОценок пока нет
- Lummus - EBOne Process PDFДокумент2 страницыLummus - EBOne Process PDFJungmuk Lee0% (1)
- Diphenylcarbonate FL Lug09Документ8 страницDiphenylcarbonate FL Lug09Amal ..Оценок пока нет
- Cumene Methods 2520of ProductionДокумент4 страницыCumene Methods 2520of ProductionYunardi YusufОценок пока нет
- Extended AbstractДокумент4 страницыExtended AbstractEdrian A. MañalongОценок пока нет
- Cumene Production Flow Sheet and Process DescriptionДокумент7 страницCumene Production Flow Sheet and Process DescriptionQuang Huy BùiОценок пока нет
- Phenol Overview: Chemicals ExperienceДокумент2 страницыPhenol Overview: Chemicals ExperienceJega YuvanОценок пока нет
- Cumene PhenolДокумент4 страницыCumene PhenolSushant SinhaОценок пока нет
- Chapter 1 3Документ25 страницChapter 1 3Stephannie SyОценок пока нет
- Chemi Properties (Full Permission)Документ9 страницChemi Properties (Full Permission)Vinay BabuОценок пока нет
- PERP Program - Optimizing Aromatics Production New Report AlertДокумент4 страницыPERP Program - Optimizing Aromatics Production New Report AlertTissa Novida Aulia ZahraОценок пока нет
- Cumene Process, Prod - CBIДокумент2 страницыCumene Process, Prod - CBIChris LindseyОценок пока нет
- NCL 2006 Pet. Chem.Документ58 страницNCL 2006 Pet. Chem.madurchinnaОценок пока нет
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОт EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОценок пока нет
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsОт EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghОценок пока нет
- Safety Assessment of Triethanolamine and Triethanolamine-Containing Ingredients As Used in CosmeticsДокумент26 страницSafety Assessment of Triethanolamine and Triethanolamine-Containing Ingredients As Used in CosmeticsAdrian Copa JОценок пока нет
- Revista Happy CosmetologiaДокумент36 страницRevista Happy CosmetologiaAdrian Copa JОценок пока нет
- Levelplast EngДокумент6 страницLevelplast EngPritpal SinghОценок пока нет
- Asr Test 1 PDFДокумент2 страницыAsr Test 1 PDFTbyTanОценок пока нет
- Bitustick - XL-Material Safety Data SheetДокумент2 страницыBitustick - XL-Material Safety Data Sheetaldred_chezka100% (1)
- Week 2 - Compounds and Chemical BondsДокумент35 страницWeek 2 - Compounds and Chemical BondsKaye Selene Raphaelle SyОценок пока нет
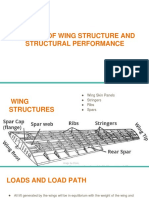
- Bending of Wing Structure and Structural PerformanceДокумент21 страницаBending of Wing Structure and Structural Performancemrajadurai700Оценок пока нет
- Add AcidДокумент4 страницыAdd AcidKathir KiranОценок пока нет
- Handbook - Calculations 5 PDFДокумент1 страницаHandbook - Calculations 5 PDFSmith SivaОценок пока нет
- Effect of Pasture Improvement Managements On Physical Properties and Water Content Dynamics of A Volcanic Ash Soil in Southern ChileДокумент10 страницEffect of Pasture Improvement Managements On Physical Properties and Water Content Dynamics of A Volcanic Ash Soil in Southern ChileJose CuevasОценок пока нет
- Item Changes and Transfer/deletion Scripts With Dark Legacy: EquipmentДокумент14 страницItem Changes and Transfer/deletion Scripts With Dark Legacy: Equipmentalo KusaОценок пока нет
- Firestop: B-Line Series Cable Tray Systems EatonДокумент6 страницFirestop: B-Line Series Cable Tray Systems EatonibharОценок пока нет
- Non-Metallic Expansion Joints: Industries, IncДокумент26 страницNon-Metallic Expansion Joints: Industries, IncMauricio ChucuyaОценок пока нет
- Samsung 25R MSDSДокумент8 страницSamsung 25R MSDSRais Ovadeyyanusasey AliemОценок пока нет
- Corrosione - Abstract From SchneiderДокумент5 страницCorrosione - Abstract From SchneiderMaxОценок пока нет
- Is 14745 1999 Thermic FluidsДокумент8 страницIs 14745 1999 Thermic FluidsRajesh KumarОценок пока нет
- Science 5 q3 Module 3Документ7 страницScience 5 q3 Module 3Alli SinaОценок пока нет
- (Lec6) Phase EquilibriaДокумент52 страницы(Lec6) Phase EquilibriadinurjОценок пока нет
- Masterflex 700 PGДокумент3 страницыMasterflex 700 PGHaresh BhavnaniОценок пока нет
- International CataloguesДокумент18 страницInternational CataloguesHuy ThaiОценок пока нет
- Compressive Strength Modelling of Concrete Mixed With Fly Ash and Waste Ceramics Using K-Nearest Neighbor AlgorithmДокумент6 страницCompressive Strength Modelling of Concrete Mixed With Fly Ash and Waste Ceramics Using K-Nearest Neighbor AlgorithmNewton GalileoОценок пока нет
- Value EngineeringДокумент20 страницValue EngineeringSakshi SinghОценок пока нет
- Module 1.6 Settling and SedimentationДокумент37 страницModule 1.6 Settling and SedimentationLong EОценок пока нет
- BSR 2014 PDFДокумент134 страницыBSR 2014 PDFRavindu RansaraОценок пока нет
- Simpson STRNG Tie c5436Документ12 страницSimpson STRNG Tie c5436Orlando MunozОценок пока нет
- 50031161662011fa PDFДокумент88 страниц50031161662011fa PDFAgung Pramu AjiОценок пока нет
- Engineered Nanoparticles For Removal of Pollutants From WastewaterДокумент18 страницEngineered Nanoparticles For Removal of Pollutants From Wastewater1DS19CH002 Akash SamantaОценок пока нет