Вам также может понравиться
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108От EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Оценок пока нет
- Sverker 21-Spa 100518Документ12 страницSverker 21-Spa 100518Bagner AlvaradoОценок пока нет
- DF 2Документ3 страницыDF 2Anonymous hTGKGfJDAОценок пока нет
- Soldadura en el montaje de tuberías. FMEC0108От EverandSoldadura en el montaje de tuberías. FMEC0108Рейтинг: 3.5 из 5 звезд3.5/5 (3)
- Materiales para Moldes de Plástico (HOLDAX)Документ6 страницMateriales para Moldes de Plástico (HOLDAX)Josep BadiaОценок пока нет
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoОт EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoРейтинг: 5 из 5 звезд5/5 (1)
- Aceros para Moldes de PlasticoДокумент7 страницAceros para Moldes de PlasticoPablo BarrachinaОценок пока нет
- Calmax Spa 010309Документ7 страницCalmax Spa 010309Jose LuisОценок пока нет
- Apomazado y pulido de piedra natural. IEXD0108От EverandApomazado y pulido de piedra natural. IEXD0108Оценок пока нет
- W320 EsДокумент10 страницW320 EsHeiderHuertaОценок пока нет
- Inox 420Документ7 страницInox 420Alejandro MenesОценок пока нет
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Acero 2436Документ7 страницAcero 2436Oriol MujicaОценок пока нет
- Conformado y curvado en la fabricación de tuberías. FMEC0108От EverandConformado y curvado en la fabricación de tuberías. FMEC0108Оценок пока нет
- Catálogo CipesaДокумент52 страницыCatálogo CipesaDanny M Hurtado Taype100% (3)
- Prontuario de metales: Tablas para la industria metalúrgicaОт EverandProntuario de metales: Tablas para la industria metalúrgicaРейтинг: 1 из 5 звезд1/5 (1)
- Consulta 5 - Steven Patricio Teran Bravo - CM - IIPA 2022Документ14 страницConsulta 5 - Steven Patricio Teran Bravo - CM - IIPA 2022Daya TeránОценок пока нет
- Acero SISA A2Документ4 страницыAcero SISA A2tekateОценок пока нет
- UF1213 - Técnicas de mecanizado y metrologíaОт EverandUF1213 - Técnicas de mecanizado y metrologíaРейтинг: 4 из 5 звезд4/5 (5)
- Acero AISI D6Документ7 страницAcero AISI D6Pablo JimenesОценок пока нет
- Diseño de utillajes, matricería y prototipado con SolidWorksОт EverandDiseño de utillajes, matricería y prototipado con SolidWorksРейтинг: 3 из 5 звезд3/5 (1)
- CIA General de AcerosДокумент6 страницCIA General de AcerosYesid Javier Martelo EllesОценок пока нет
- S 600Документ10 страницS 600HeiderHuertaОценок пока нет
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasОт EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasОценок пока нет
- Acero Sisa A2Документ2 страницыAcero Sisa A2Marco ManriquezОценок пока нет
- Acero SISA M2Документ2 страницыAcero SISA M2raspaflowОценок пока нет
- Elaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108От EverandElaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Оценок пока нет
- Acero SISA - Cru Wear PDFДокумент2 страницыAcero SISA - Cru Wear PDFaleskytronОценок пока нет
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosОт EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosОценок пока нет
- Aceros EspecialesДокумент54 страницыAceros Especialesluislfcr100% (2)
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónОт EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónОценок пока нет
- Ficha 2436Документ6 страницFicha 2436meryalejandra87Оценок пока нет
- AcerosДокумент1 страницаAcerosjasscons100% (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309От EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Рейтинг: 5 из 5 звезд5/5 (1)
- Acero Especial BonificadoДокумент9 страницAcero Especial Bonificadomitchell Quispe GarciaОценок пока нет
- UF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosОт EverandUF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosОценок пока нет
- Aisi 420Документ6 страницAisi 420Dario de SantiagoОценок пока нет
- ARIETA - Trabajo en Frio - EspДокумент52 страницыARIETA - Trabajo en Frio - EspWalter-uniОценок пока нет
- ES Grade E-T1 PDFДокумент2 страницыES Grade E-T1 PDFjhoncq111Оценок пока нет
- Ficha Tecnica RamaxHH Parametros de Mecanizado y Otros .. Bohler, Asteco.Документ12 страницFicha Tecnica RamaxHH Parametros de Mecanizado y Otros .. Bohler, Asteco.Hector LoperaОценок пока нет
- Aceros Aisi Natalia RangelДокумент29 страницAceros Aisi Natalia Rangellr3518964Оценок пока нет
- Ficha Tecnica Sverker3Документ12 страницFicha Tecnica Sverker3Camilo HernandezОценок пока нет
- Remanit 41259657137Документ5 страницRemanit 41259657137Bradley WellsОценок пока нет
- Acero D2Документ2 страницыAcero D2Daniel Quijada LucarioОценок пока нет
- Trabajo de Tecnologia Mecanica Forjado de LlaveДокумент32 страницыTrabajo de Tecnologia Mecanica Forjado de LlaveCristhianMauricioAguilar100% (1)
- CAP Ib ACEROSДокумент79 страницCAP Ib ACEROSJordy PumaОценок пока нет
- Acero Sisa d2Документ2 страницыAcero Sisa d2virtualmecanicaОценок пока нет
- Catalogo Df2Документ1 страницаCatalogo Df2Wigan2967% (6)
- Acero Grado HerramietaДокумент35 страницAcero Grado HerramietaGerman Diaz AvendañoОценок пока нет
- Acero 1045Документ17 страницAcero 1045Oscar Fabian MayorgaОценок пока нет
- YIYOДокумент6 страницYIYOAndrés LeónОценок пока нет
- Tabla de AcerosДокумент3 страницыTabla de Acerosdarkpilot54% (13)
- Principios Fundamentales para El Trabajo, Seleccion AEДокумент89 страницPrincipios Fundamentales para El Trabajo, Seleccion AERossell Abarca QuispeОценок пока нет
- PLC Gen SДокумент28 страницPLC Gen SsuperalitosОценок пока нет
- 2012cat ESДокумент573 страницы2012cat ESsuperalitosОценок пока нет
- PTB HDCPДокумент2 страницыPTB HDCPsuperalitosОценок пока нет
- PTB-TP SДокумент2 страницыPTB-TP SsuperalitosОценок пока нет
- 12 - ImprimirДокумент7 страниц12 - ImprimirsuperalitosОценок пока нет
- Poleas MartinДокумент1 страницаPoleas MartinsuperalitosОценок пока нет
- 08 - BloquesДокумент7 страниц08 - BloquessuperalitosОценок пока нет
- 11 - CotasДокумент7 страниц11 - CotassuperalitosОценок пока нет
- CAT Finder 2015 EspañolДокумент544 страницыCAT Finder 2015 EspañolsuperalitosОценок пока нет
- 10 - Notas y EtiquetasДокумент8 страниц10 - Notas y EtiquetassuperalitosОценок пока нет
- 09 - PresentacionesДокумент10 страниц09 - PresentacionessuperalitosОценок пока нет
- Cualidades EmpresarioДокумент8 страницCualidades EmpresariotallarockОценок пока нет
- 06 - PropiedadesДокумент10 страниц06 - PropiedadessuperalitosОценок пока нет
- 07 - ModificaciónДокумент15 страниц07 - ModificaciónsuperalitosОценок пока нет
- 01 - Conceptos Básicos de AutoCADДокумент8 страниц01 - Conceptos Básicos de AutoCADsuperalitosОценок пока нет
- 04 - PrecisiónДокумент9 страниц04 - PrecisiónsuperalitosОценок пока нет
- 05 - CapasДокумент9 страниц05 - CapassuperalitosОценок пока нет
- 02 - VisualizaciónДокумент3 страницы02 - VisualizaciónsuperalitosОценок пока нет
- 03 - GeometríaДокумент10 страниц03 - GeometríasuperalitosОценок пока нет
- 2012cat ESДокумент573 страницы2012cat ESsuperalitosОценок пока нет
- HAAS Fresado EspanolДокумент334 страницыHAAS Fresado Espanolsuperalitos100% (7)
- Indicadores de EsterilidadДокумент3 страницыIndicadores de Esterilidadabimael gutierrezОценок пока нет
- HipotermiaДокумент5 страницHipotermiaMarvin VelasquezОценок пока нет
- Ecuaciones Diferenciales - Tarea 1 - Grupo 16Документ36 страницEcuaciones Diferenciales - Tarea 1 - Grupo 16Diana UrrutiaОценок пока нет
- Ciclohexanona MSDSДокумент4 страницыCiclohexanona MSDSMariela Cambronero BustosОценок пока нет
- n37 PDFДокумент3 страницыn37 PDFJUANОценок пока нет
- Como Calcular Bobinas - FormulasДокумент8 страницComo Calcular Bobinas - FormulasbetoscumОценок пока нет
- Ferro NíquelДокумент1 страницаFerro Níquelpepitop18Оценок пока нет
- Amplificador IntegradorДокумент10 страницAmplificador Integradorgustavo juarezОценок пока нет
- Lista # 2 - Edo 1Документ2 страницыLista # 2 - Edo 1gonzaloОценок пока нет
- Mecanica de Fluidos 2Документ8 страницMecanica de Fluidos 2Julieth Fernanda VegaОценок пока нет
- Cómo Dejar Atrás El RencorДокумент2 страницыCómo Dejar Atrás El Rencormike72Оценок пока нет
- Celebracion ESENCIALДокумент7 страницCelebracion ESENCIALVictoria Malvar100% (2)
- NitrógenoДокумент11 страницNitrógenoNatalia Arana GarduñoОценок пока нет
- Biologia 1 ESOДокумент3 страницыBiologia 1 ESOClaudia Carrero Rodríguez100% (1)
- Tensión Superficial y CapilaridadДокумент2 страницыTensión Superficial y CapilaridadJeston GonzalezОценок пока нет
- Jesus Morales T3Документ17 страницJesus Morales T3angel vivasОценок пока нет
- 49 Estructuras Isostáticas II G.B.Документ4 страницы49 Estructuras Isostáticas II G.B.Jose OmarОценок пока нет
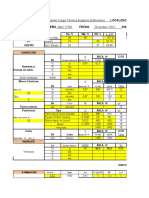
- Ejemplo Cálculo de Carga Térmica Método CLTDДокумент14 страницEjemplo Cálculo de Carga Térmica Método CLTDJorge Eduardo Granados Granados83% (6)
- Obtencion de HidrocarburosДокумент4 страницыObtencion de HidrocarburosMarcos Elias LopezОценок пока нет
- ResonanciaДокумент111 страницResonanciaErikaBedoyaОценок пока нет
- Mecánica de Fluídos y Modelación PDFДокумент131 страницаMecánica de Fluídos y Modelación PDFLuis MendozaОценок пока нет
- El Ciclo MillerДокумент2 страницыEl Ciclo MillerDiegoRossoОценок пока нет
- C3H6Документ4 страницыC3H6Daniela CondarcoОценок пока нет
- Accesorios de VoladuraДокумент41 страницаAccesorios de VoladuraSteven Ztifler RoccoОценок пока нет
- TERMOMETRIAДокумент12 страницTERMOMETRIAAnonymous LNHGiVz8Оценок пока нет
- Fisica II Experimento 2Документ16 страницFisica II Experimento 2Heberth MichaelОценок пока нет
- Terraplenes IduДокумент18 страницTerraplenes IduTres G Ingenieria Civil Topografia100% (2)
- Vicedo Jose Maria - Gestion Del Tiempo para El ExitoДокумент35 страницVicedo Jose Maria - Gestion Del Tiempo para El Exitosebastianadm100% (1)
- Practica 2Документ2 страницыPractica 2Joselin RamirezОценок пока нет
- Trabajo de Geologia GeneralДокумент14 страницTrabajo de Geologia GeneralCristián Fernando Cristóbal RoblesОценок пока нет