Вам также может понравиться
- Apostila Completa Massagem TântricaДокумент25 страницApostila Completa Massagem TântricaStefano Galvão86% (22)
- Bosch Catalogo Aplicaçoes Sensores e Atuadores Sistema de Injeção Eletronica 2012/2014 PDFДокумент246 страницBosch Catalogo Aplicaçoes Sensores e Atuadores Sistema de Injeção Eletronica 2012/2014 PDFLEODECIO BELO DE OLIVEIRA83% (30)
- Prova Antiga de Cinética Questões P2Документ13 страницProva Antiga de Cinética Questões P2Fabian de Jesus Orozco MartinezОценок пока нет
- ANSI-AWS A2.4-98 - Norma SoldagemДокумент74 страницыANSI-AWS A2.4-98 - Norma SoldagemRobert Willis100% (2)
- Carrier 30RQ 017-033 - 53462 - CONTROL - 04 - 2009 - 30RB - RQ017 - 160 - LRДокумент28 страницCarrier 30RQ 017-033 - 53462 - CONTROL - 04 - 2009 - 30RB - RQ017 - 160 - LRpedropedro1954Оценок пока нет
- Check List NR 12 Segurança Do Trabalho NWNДокумент3 страницыCheck List NR 12 Segurança Do Trabalho NWNJailton LinsОценок пока нет
- Denys Pinheiro MartinezДокумент2 страницыDenys Pinheiro MartinezDenys MartinezОценок пока нет
- Montagem 3ºeixoДокумент1 страницаMontagem 3ºeixoDenys MartinezОценок пока нет
- Uerj Resmat Xi 2011 2s p3 GabaritoДокумент4 страницыUerj Resmat Xi 2011 2s p3 GabaritoDenys MartinezОценок пока нет
- Check List NR 12 Segurança Do Trabalho NWNДокумент3 страницыCheck List NR 12 Segurança Do Trabalho NWNJailton LinsОценок пока нет
- Montagem 1ºeixoДокумент1 страницаMontagem 1ºeixoDenys MartinezОценок пока нет
- Montagem 2ºeixoДокумент1 страницаMontagem 2ºeixoDenys MartinezОценок пока нет
- Coroa 001Документ1 страницаCoroa 001Denys MartinezОценок пока нет
- 4º EixoДокумент1 страница4º EixoDenys MartinezОценок пока нет
- TamborДокумент1 страницаTamborDenys MartinezОценок пока нет
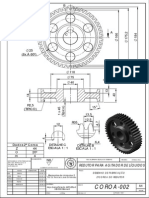
- Coroa 002Документ1 страницаCoroa 002Denys MartinezОценок пока нет
- Relatorio 1Документ18 страницRelatorio 1Denys MartinezОценок пока нет
- V EngetecДокумент1 страницаV EngetecDenys MartinezОценок пока нет
- N-02 Petrobras - Pintura de Equipamento Industrial PDFДокумент12 страницN-02 Petrobras - Pintura de Equipamento Industrial PDFPaulo CitrânguloОценок пока нет
- Conceitos Básicos em Manobras de MotoresДокумент9 страницConceitos Básicos em Manobras de MotoresAntonio PonceОценок пока нет
- Denys Pinheiro MartinezДокумент2 страницыDenys Pinheiro MartinezDenys MartinezОценок пока нет
- Cote 047Документ8 страницCote 047Denys MartinezОценок пока нет
- RBSB 7 - Requisitos Minimos de Seguranca - Emenda 0Документ39 страницRBSB 7 - Requisitos Minimos de Seguranca - Emenda 0Denys MartinezОценок пока нет
- At115-Neo 2B81 05 PDFДокумент66 страницAt115-Neo 2B81 05 PDFAndrei LuedersОценок пока нет
- Tesla e o Homem de FerroДокумент3 страницыTesla e o Homem de FerroEmilly MeloОценок пока нет
- Slides SEs Julho 2k7 PDFДокумент508 страницSlides SEs Julho 2k7 PDFAnonymous HFOzdAwY100% (1)
- 5-Manual Motor NGD 3.0 Mwm-InternationalДокумент93 страницы5-Manual Motor NGD 3.0 Mwm-InternationalJulio Chalbaud100% (3)
- Lista ExerciciosДокумент2 страницыLista Exercicioslarissam123Оценок пока нет
- Relatório de Estágio Manutenção Industrial CET/UEДокумент49 страницRelatório de Estágio Manutenção Industrial CET/UEJoão VieiraОценок пока нет
- CBF Manual de Instruções PDFДокумент4 страницыCBF Manual de Instruções PDFAndre Varella GuedesОценок пока нет
- Transformadores 2022 UNIDADE 8Документ25 страницTransformadores 2022 UNIDADE 8João Lucas Mendes WetlerОценок пока нет
- Lista ENEM 30 - Corrente e Resistà Ncia - 2019Документ11 страницLista ENEM 30 - Corrente e Resistà Ncia - 2019xkffmgpvwxОценок пока нет
- Cambio VolvoДокумент14 страницCambio VolvoPaulo canassa50% (4)
- NT 827 BraДокумент6 страницNT 827 BraAnderson Serpa RibeiroОценок пока нет
- Gerador SigueeДокумент2 страницыGerador SigueeJoao Batista KleinОценок пока нет
- Pe 4031 201902200813Документ3 страницыPe 4031 201902200813Monique SchlickmannОценок пока нет
- Memória Sistema de Esgotamento Sanitário Da Vila UniãoДокумент83 страницыMemória Sistema de Esgotamento Sanitário Da Vila UniãoJordana FurmanОценок пока нет
- NT.006.EQTL - Normas e Padrões - Padrão de Estruturas de Redes de Distribuição 15kV-2Документ240 страницNT.006.EQTL - Normas e Padrões - Padrão de Estruturas de Redes de Distribuição 15kV-2Marcinaldo SenadoОценок пока нет
- Aromaterapia VibracionalДокумент4 страницыAromaterapia VibracionalHeitor Borali33% (3)
- Manual Da Assistência 24 Horas APVS TRUCKДокумент17 страницManual Da Assistência 24 Horas APVS TRUCKazulcargojardimbonfiglioliОценок пока нет
- Ensaios Técnicos de Materiais Betuminosos e AgregadosДокумент29 страницEnsaios Técnicos de Materiais Betuminosos e AgregadosEunice SantosОценок пока нет
- Simulado de Geografia 6º AnoДокумент5 страницSimulado de Geografia 6º AnoIngrid Sena33% (3)
- Maquete 1Документ10 страницMaquete 1mmaarroomm81Оценок пока нет
- QWRQWДокумент22 страницыQWRQWaless2056Оценок пока нет
- O Lixo Hospitalar É Classificado em Cinco Grupos 1 3Документ5 страницO Lixo Hospitalar É Classificado em Cinco Grupos 1 3regyvnОценок пока нет
- Instalação de para Raios PrediaisДокумент24 страницыInstalação de para Raios PrediaisCamilla DouradoОценок пока нет
- Pavimentação AsfálticaДокумент9 страницPavimentação AsfálticaandressasamaratОценок пока нет
- Cap 3Документ15 страницCap 3Bruna FariasОценок пока нет
- CitologiaДокумент9 страницCitologiajosiane_fasou825Оценок пока нет