Академический Документы
Профессиональный Документы
Культура Документы
UA3 Diagnóstico de Fallas
Загружено:
Sergio MedinaОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
UA3 Diagnóstico de Fallas
Загружено:
Sergio MedinaАвторское право:
Доступные форматы
UTM
Sistemas Mecnicos
UA3.- Diagnstico de Fallas
Ing. Sergio Medina Cmara
11
1.- Concepto de falla y clasificacin
Contenido
1.- Concepto de falla y clasificacin .................................................................................................... 3 Falla y su Clasificacin ..................................................................................................................... 3 Mortalidad Infantil (Fallas Tempranas) ....................................................................................... 3 Tasa de Fallas Constante (Fallas Adultas).................................................................................... 3 Fallas por Desgaste (Fallas Tardas) ............................................................................................. 4 TECNOLOGAS DE DIAGNSTICO .................................................................................................... 4 Anlisis de Vibraciones ................................................................................................................ 5 Anlisis de Lubricantes ................................................................................................................ 6 Termografa ................................................................................................................................. 6 Ultrasonido .................................................................................................................................. 6 Monitoreo de Efectos Elctricos ................................................................................................. 6 Generadores de Voltaje - Fusionadores ...................................................................................... 7 Penetrantes ................................................................................................................................. 7 2.- Anlisis de Fallas ............................................................................................................................ 7 Diagrama de Pareto ........................................................................................................................ 7 Concepto de Diagrama de Pareto ............................................................................................... 7 Referencias: ................................................................................................................................... 14
1.- Concepto de falla y clasificacin
1.- Concepto de falla y clasificacin
Falla y su Clasificacin
El concepto de falla la podemos definir como: La terminacin de la capacidad del equipo para realizar la funcin requerida; tambin lo podemos definir como la perdida de la disponibilidad de una pieza o una mquina. La tasa de fallas de una pieza del equipo vara estadsticamente durante su ciclo de vida. Esta relacin por lo general muestra un patrn definido, denominado la curva de la tina de bao.
Mortalidad Infantil (Fallas Tempranas) Ocurren al principio de la vida til y constituyen un porcentaje pequeo del total de fallas. Pueden ser causadas por problemas de materiales, de diseo o de montaje. Tasa de Fallas Constante (Fallas Adultas) Son las fallas que presentan mayor frecuencia durante la vida til. Son derivadas de las condiciones de operacin y se presentan ms lentamente que las anteriores (suciedad en un filtro de aire, cambios de rodamientos de una mquina, etc.).
1.- Concepto de falla y clasificacin
Fallas por Desgaste (Fallas Tardas) Representan una pequea fraccin de las fallas totales, aparecen en forma lenta y ocurren en la etapa final de la vida del bien (envejecimiento de la aislacin de un pequeo motor elctrico, perdida de flujo luminoso de una lmpara, etc.).
La eficacia de un mantenimiento preventivo o planeado disminuye durante el perodo de fallas aleatorias, que es el periodo ms largo en la vida de servicio de una pieza de equipo. Para tener los componentes para reparar el equipo durante el periodo aleatorio de fallas, se deben vincular los datos de fallas de los componentes y la poltica de ordenamiento de piezas. Para evitar tiempo muerto debido a la falta de disponibilidad de refacciones, se debe estimar el nmero de refacciones necesarias para la operacin uniforme del equipo durante un periodo deseado, y las refacciones debern estar disponibles cuando ocurra una demanda de las mismas.
TECNOLOGAS DE DIAGNSTICO
Antes de la creacin de tecnologas para evaluar la condicin del equipo, los operadores y el personal de mantenimiento acostumbraban confiar en sus propios sentidos: Tacto (temperatura, vibracin, desgaste) Olfato (temperatura, contaminacin) Vista (vibracin, temperatura, alineacin) Odo (ruido, vibraciones, cavitacin, desgaste) Gusto (contaminacin)
El objetivo de la inspeccin era buscar una seal de falla inminente, de manera que la reparacin pudiera planearse, programarse y completarse para minimizar el impacto en las operaciones y costo total. La dificultad clave en el empleo de los sentidos humanos es la subjetividad en la recopilacin de los datos y su interpretacin, y la cantidad de tiempo disponible para reaccionar despus que se determina la condicin. Las tcnicas de mantenimiento basados en las condiciones que se aplican ms comnmente son: Anlisis de Vibraciones Anlisis de Lubricantes
1.- Concepto de falla y clasificacin
Termografa Ultrasonido Monitoreo de Efectos Elctricos Penetrantes
Anlisis de Vibraciones La vibracin puede definirse como el movimiento de una masa desde su punto de reposo a lo largo de todas las posiciones y de regreso al punto de reposo, en donde est lista para repetir el ciclo. El tiempo que se requiere para esto es su perodo, y el nmero de repeticiones de este ciclo en un tiempo dado es su frecuencia. La severidad de la vibracin se determina por la amplitud, o el mximo movimiento de su velocidad pico y de su aceleracin pico. El ngulo de fase a menudo se mide cuando se compara el movimiento de una pieza que est vibrando con respecto a una pieza fija. Las mquinas vibrarn a lo largo de un amplio espectro de frecuencias. El anlisis de vibraciones en el monitoreo de condiciones se realiza comparando las caractersticas de las vibraciones de la operacin actual con respecto a una lnea de referencia, la cual se midi cuando se saba que la mquina estaba operando normalmente. La seleccin de los parmetros especficos a medir depende principalmente de la frecuencia de la vibracin. Las tcnicas para el anlisis de vibraciones pueden utilizarse para vigilar el rendimiento del equipo mecnico que gira, realiza movimiento reciprocante o tiene otras acciones dinmicas. Entre los ejemplos se incluyen las cajas de engranes, los rodamientos, motores, bombas, ventiladores, turbinas, transmisiones de banda o cadena, compresores, generadores, transportadores, mquinas reciprocantes y mquinas indexadoras.
Los siguientes son tres tipos comunes de anlisis de vibraciones: El anlisis de vibraciones de banda amplia monitorea el tren total de la mquina y es til para revisar informacin bsica y tendencias, pero tiene un uso limitado en sealar reas con problemas. El anlisis de vibraciones de banda octava es ms til, con el espectro dividido en una serie de rangos que pueden compararse con valores predeterminados para descubrir desviaciones en la frecuencia de vibraciones. El anlisis de vibraciones de banda estrecha es ms til como herramienta de diagnostico, con la capacidad para determinar el rea especfica del problema y su causa.
1.- Concepto de falla y clasificacin
Anlisis de Lubricantes Cuando se analiza el aceite de una mquina, existen varias tcnicas diferentes que pueden aplicarse para determinar la composicin qumica del aceite y buscar materiales extraos en l. La Ferrografa y la deteccin de virutas magnticas examinan partculas de desgaste con base de hierro en los aceites lubricantes para determinar el tipo y grado del desgaste, y pueden ayudar a sealar el componente especfico que est desgastado. El anlisis espectromtrico del aceite mide la presencia y cantidad de contaminantes en el aceite mediante el espectrmetro de emisin atmica u absorcin. Es til para determinar la presencia no slo de hierro, sino tambin de otros elementos metlicos y no metlicos que pueden estar relacionados con la composicin de las diversas partes de la mquina, como rodamientos, cojinetes, anillos de pistones, etc. La Cromatografa mide los cambios en las propiedades de los lubricantes, incluyendo la viscosidad, punto de inflamacin, pH, contenido de agua y fraccin insoluble, mediante la absorcin y anlisis selectivos. Termografa Obtiene la temperatura superficial mediante la medicin de radiacin infrarroja; determina conexiones elctricas deficientes y puntos peligrosos, desgaste del refractario en hornos y turbinas. Una cmara de rayos infrarrojos muestra variaciones en la temperatura superficial, calibrada para proporcionar la temperatura absoluta o los gradientes de temperatura mediante variaciones en blanco y negro o a color. Ultrasonido Existen varias tcnicas para las pruebas de ultrasonido, pero todas ellas se emplean para determinar fallas o anomalas en soldaduras, recubrimientos, tuberas, tubos, estructuras, flechas, etc. Las grietas, huecos, acumulaciones, erosin, corrosin e inclusiones se descubren transmitiendo pulsos u ondas de ultrasonido a travs del material y evaluando la marca resultante para determinar la ubicacin y severidad de la discontinuidad. Esta tcnica tambin se utiliza para medir la cantidad de flujo. Monitoreo de Efectos Elctricos Existen varias pruebas para determinar la corrosin empleando un circuito elctrico sencillo, el cual se monitorea mediante instrumentacin de diferentes grados de complejidad. El Corractor utiliza el mtodo de polarizacin electroqumica en un recipiente con un lquido corrosivo. El Corrometer utiliza la resistencia elctrica a travs de una varilla insertada en el entorno activo.
2.- Anlisis de Fallas
Generadores de Voltaje - Fusionadores Los dispositivos ms comunes utilizados para monitorear o probar los motores o los generadores son los generadores de voltaje, incluyendo fusionadores. stos miden la resistencia del aislamiento y aplican un voltaje de prueba que va de 250 a 10,000 volts. Penetrantes Los penetrantes electrostticos y de tintes lquidos se utilizan para detectar grietas y discontinuidades en superficies provocadas en la manufactura por desgaste, fatiga, procedimientos de mantenimiento y reparacin general, corrosin o desgaste general por agentes atmosfricos. Se aplica el penetrante y se permite que penetre en la anomala. La superficie se limpia y as el penetrante se revela mediante tcnicas visuales, fluorescentes o electrostticas.
2.- Anlisis de Fallas
Diagrama de Pareto
Concepto de Diagrama de Pareto Es una herramienta que se utiliza para priorizar los problemas o las causas que los generan. El nombre de Pareto fue dado por el Dr. Juran en honor del economista italiano VILFREDO PARETO (1848-1923) quien realiz un estudio sobre la distribucin de la riqueza, en el cual descubri que la minora de la poblacin posea la mayor parte de la riqueza y la mayora de la poblacin posea la menor parte de la riqueza. El Dr. Juran aplic este concepto a la calidad, obtenindose lo que hoy se conoce como la regla 80/20. Segn este concepto, si se tiene un problema con muchas causas, podemos decir que el 20% de las causas resuelven el 80 % del problema y el 80 % de las causas solo resuelven el 20 % del problema. Se recomienda el uso del diagrama de Pareto: Para identificar oportunidades para mejorar. Para identificar un producto o servicio para el anlisis de mejora de la calidad. Cuando existe la necesidad de llamar la atencin a los problemas o causas de una forma sistemtica. Para analizar las diferentes agrupaciones de datos.
2.- Anlisis de Fallas
Al buscar las causas principales de los problemas y establecer la prioridad de las soluciones Para evaluar los resultados de los cambios efectuados a un proceso comparando sucesivos diagramas obtenidos en momentos diferentes, (antes y despus). Cuando los datos puedan clasificarse en categoras Cuando el rango de cada categora es importante Para comunicar fcilmente a otros miembros de la organizacin las conclusiones sobre causas, efectos y costes de los errores.
Los propsitos generales del diagrama de Pareto: Analizar las causas Estudiar los resultados Planear una mejora continua
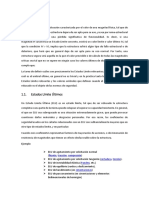
La Grfica de Pareto es una herramienta sencilla pero poderosa al permitir identificar visualmente en una sola revisin las minoras de caractersticas vitales a las que es importante prestar atencin y de esta manera utilizar todos los recursos necesarios para llevar a cabo una accin de mejora sin malgastar esfuerzos ya que con el anlisis descartamos las mayoras triviales. (Ingeniero Csar Rovira)
CAUSAS
EFECTO
VITALES 20%
80%
TRIVIALES 80% 20%
Fig. 1 Representacin grfica del principio de W. Pareto.
Algunos ejemplos de tales minoras vitales seran: La minora de clientes que representen la mayora de las ventas. La minora de productos, procesos, o caractersticas de la calidad causantes del grueso de desperdicio o de los costos de retrabajos.
2.- Anlisis de Fallas
La minora de rechazos que representa la mayora de quejas de los clientes. La minora de problemas causantes del grueso del retraso de un proceso. La minora de productos que representan la mayora de las ganancias obtenidas. La minora de elementos que representan la mayor parte del costo de un inventario etc.
(Ingeniero Csar Rovira)
A continuacin se mencionan los ocho pasos que se deben seguir para aplicar este principio: 1. Identificar el efecto que deseamos analizar y el objetivo por alcanzar. 2. Hacer una lista de las causas que originan el efecto, definiendo el valor de contribucin de cada una. 3. Asignar al efecto completo el valor del 100% y determinar el porcentaje relativo de contribucin de la causa, basndose en su valor individual. 4. Ordenar las causas, de mayor a menor, con base en su contribucin y llenar la tabla de datos. 5. Elaborar el diagrama de Pareto y con su apoyo analizar el problema. 6. Identificar las causas vitales y tomar acciones correctivas en forma cuidadosa y especfica (cada accin vital por separado). 7. Identificar las causas importantes o de transicin y tomar acciones globales. 8. Identificar las causas triviales y posponer su solucin para cuando haya oportunidad de realizarla. (tiempo o medios ($) ). (E. Dounce. 2,000. P. 112).
Desarrollemos cada uno de los mencionados pasos: 1.- Identificar el efecto que deseamos analizar y el objetivo por alcanzar. Supondremos que hemos detectado un problema, pues al principio de ao (enero) al analizar nuestra estadstica de fallas nos encontramos que se sali de su parmetro, segn los informes de noviembre y diciembre, pues resulto con un total de 15,373* fallas en el ao en lugar de las 12,000 fallas que consideramos tolerables y que tomamos como parmetro anual, por lo que nos impusimos el objetivo de determinar cules son los equipos que producen el mayor nmero de fallas (causas vitales); y los que producen mediana cantidad (causas importantes) con el fin de planear su correccin.
(*) Estas cantidades diferentes denotan una diferencia del 28%, porcentaje que se incluye en la figura 2.
2.- Hacer una lista de las causas que originan el efecto, definiendo el valor de contribucin de cada una. Con las estadsticas se obtiene la siguiente lista de comprobacin, que muestra las fallas anuales en las mquinas que nos interesa analizar:
2.- Anlisis de Fallas
10
Tabla 1 Primera lista de comprobacin para aplicar Pareto (fallas). LISTA DE COMPROBACIN Determinar cules son los equipos que producen el mayor nmero de fallas (causas vitales); los que producen mediana cantidad (causas importantes) y los que producen el menor nmero (causas triviales). CAUSAS DE FALLAS FALLAS REGISTRADAS
Llaves o palancas Equipo de operador Tolvas Precalentadores Operacin deficiente en mquinas Alarmas Zumbadores Bateras Interruptores Collarines Teclados Contactos de marcha Circuitos de quiebre Contactos de seguridad Cuchillas Cremalleras Pedales de seguridad Cadenas TOTAL
785 82 112 175 5806 187 815 26 3619 84 152 149 40 173 165 132 2836 35 15373
3.- Asignar al efecto completo el valor del 100% y determinar el porcentaje relativo de contribucin de la causa, basndose en su valor individual. Al hacer las operaciones aritmticas la lista queda as:
2.- Anlisis de Fallas
11
Tabla 2 Segunda lista de comprobacin para aplicar Pareto (fallas). LISTA DE COMPROBACIN Determinar cules son los equipos que producen el mayor nmero de fallas (causas vitales); los que producen mediana cantidad (causas importantes) y los que producen el menor nmero (causas triviales). CAUSAS DE FALLAS FALLAS % REGISTRADAS
Llaves o palancas Equipo de operador Tolvas Precalentadores Operacin deficiente en mquinas Alarmas Zumbadores Bateras Interruptores Collarines Teclados Contactos de marcha Circuitos de quiebre Contactos de seguridad Cuchillas Cremalleras Pedales de seguridad Cadenas TOTAL
785 82 112 175 5806 187 815 26 3619 84 152 149 40 173 165 132 2836 35 15373
5.1 0.5 0.8 1.2 37.7 1.2 5.3 0.2 23.5 0.6 1.0 1.0 0.3 1.1 1.1 0.9 18.3 0.2 100.0
4.- Ordenar las causas, de mayor a menor, con base en su contribucin.
En este momento, la lista queda como a continuacin se muestra:
2.- Anlisis de Fallas
12
Tabla 3 Lista de comprobacin final para aplicar Pareto (fallas). FALLAS REGISTRADAS % ACUMULA DO
CAUSAS DE FALLAS
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Operacin deficiente en mquinas Interruptores Pedales de seguridad Zumbadores Llaves o palancas Alarmas Precalentadores Contactos de seguridad Cuchillas Teclados Contactos de marcha Cremalleras Tolvas Collarines Equipo de operador Circuitos de quiebre Cadenas Bateras TOTAL
5806 3619 2836 815 785 187 175 173 165 152 149 132 112 84 82 40 35 26 15373
37.7 23.5 18.3 5.3 5.1 1.2 1.2 1.1 1.1 1.0 1.0 0.9 0.8 0.6 0.5 0.3 0.2 0.2 100.0
37.7 61.2 79.2 84.8 89.9 91.1 92.3 93.4 94.5 95.5 96.5 97.4 98.2 98.8 99.3 99.6 99.8 100.0 100.0
Las causas 1,2 y 3 son las vitales. Las causas 4 y 5 son importantes. Y las causas 6 a 18 son triviales.
5.- Elaborar el diagrama de Pareto y con su apoyo analizar el problema. Dibuje un sistema de coordenadas con un eje de abscisas dos de ordenadas segn se ilustra en la figura 2. El eje de las abscisas se divide en el nmero de tems que causaron el efecto; el primer eje de las ordenadas queda dividido en la cantidad de efectos registrados (fallas para nuestro ejemplo) y el segundo eje representa el porcentaje de fallas acumulado.
2.- Anlisis de Fallas
13
Este diagrama facilita mucho el anlisis, sobre todo si se anota en l cualquier informacin que se considere de ayuda tal como el nombre de quien lo hizo, del que est dirigiendo el proyecto, la fecha y el lugar de elaboracin, el nmero de unidades investigadas; etc.
6.- Identificar las causas vitales y tomar acciones correctivas en forma cuidadosa y especfica (cada accin vital por separado). En la lista las tres primeras causas (color rojo) son vitales; pues producen aproximadamente un 80% de las fallas de nuestro universo, por lo que se debe planear cmo resolver la causa prioritaria operacin deficiente de la mquina, investigando a fondo el porqu de la mala operacin, quin la origina y cmo puede resolverse este problema. Lo mismo se realiza para las siguientes causas vitales (2 y 3), con lo cual se tienen tres planes bien definidos que , al resolverlos, solucionan prcticamente el 80% de nuestros problemas.
2.- Anlisis de Fallas
14
7.- Identificar las causas importantes o de transicin y tomar acciones globales. La lista muestra que las causas (4 y 5), siguen en importancia a las vitales, por lo que se clasifican en importantes (y con ellas se acumula aproximadamente el 90% de las fallas). La solucin a este tipo de causas es la de hacer un plan global que involucre las dos causas.
8.- Identificar las causas triviales y posponer su solucin para cuando haya oportunidad de realizarla. (tiempo o medios ($) ). Las dems causas triviales contenidas en la lista, responsables de aproximadamente el 10% de las fallas, son causas triviales, su arreglo debe programarse cuando la oportunidad se presente.
Referencias:
La productividad en el mantenimiento. Enrique Dounce Villanueva. 2000 Sistemas de Mantenimiento. Planeacin y control. Duffuaa Raouf Dixon . 1999
Ingeniero Csar Rovira - OP Group - Director Suc. Argentina http://www.op-group.net/
Вам также может понравиться
- PUENTESДокумент24 страницыPUENTESJanampa Cotera MisaelОценок пока нет
- Estándares Nfpa 2112 y Nfpa 70eДокумент7 страницEstándares Nfpa 2112 y Nfpa 70eSmith AlvarezОценок пока нет
- Cinética de ReaccionesДокумент46 страницCinética de Reaccioneslino rodriguez100% (1)
- Presentacion Puradyn 2009 Si99Документ55 страницPresentacion Puradyn 2009 Si99Felipe HernándezОценок пока нет
- Precios Unitarios 2022Документ3 страницыPrecios Unitarios 2022Miguel Torres100% (1)
- NTP 763.distancias A Líneas Eléctricas de Baja TensiónДокумент6 страницNTP 763.distancias A Líneas Eléctricas de Baja TensióncrotatoОценок пока нет
- Test #02, Ge-904u (Gp-535u) 21-2-Dominguez MarquezДокумент3 страницыTest #02, Ge-904u (Gp-535u) 21-2-Dominguez MarquezJUNIOR DOMINGUEZ MARQUEZОценок пока нет
- Presentación Basura CeroДокумент28 страницPresentación Basura CeroAndrea CuevasОценок пока нет
- Actividad 1 Curso Sena Curso HelpdeskДокумент5 страницActividad 1 Curso Sena Curso Helpdeskfabiocobos100% (1)
- Oscar Liebana Fallos de ProyectoДокумент9 страницOscar Liebana Fallos de ProyectoIngeniero de CaminosОценок пока нет
- Tema 5 El Subsistema de ProduccionДокумент26 страницTema 5 El Subsistema de ProduccionainatОценок пока нет
- C01 2022 VCE Sistema de DientesДокумент30 страницC01 2022 VCE Sistema de Dienteseduardo automotrizcpОценок пока нет
- Producto Final AsignaturaДокумент37 страницProducto Final AsignaturaMinerva RodríguezОценок пока нет
- Engranajes NacionalesДокумент9 страницEngranajes NacionalesEsteban RabufettiОценок пока нет
- Valorizacion Nov-2015 Ccollpaccasa OkokДокумент322 страницыValorizacion Nov-2015 Ccollpaccasa Okokjuan joseОценок пока нет
- Costos AnticucheriaДокумент37 страницCostos AnticucheriaorietaОценок пока нет
- Estado LímiteДокумент2 страницыEstado LímiteAbelAntonioAnchayhuaFloresОценок пока нет
- 7 SДокумент5 страниц7 SMaria Tirado PechoОценок пока нет
- TrabajoДокумент4 страницыTrabajoJuan MoreОценок пока нет
- MANUAL Genotherm RadioferquenciaДокумент23 страницыMANUAL Genotherm RadioferquenciaSilvia Cristian\100% (1)
- Reglamento para La Construccion y Operacion de Plantas de Distribucion de Gas Licuado de Petroleo (GLP)Документ24 страницыReglamento para La Construccion y Operacion de Plantas de Distribucion de Gas Licuado de Petroleo (GLP)Edward GomezОценок пока нет
- aM-luJf0dYkNQuo5 - 5 - 8jh1zmtu9dx - hX-Lectura Fundamental 2Документ21 страницаaM-luJf0dYkNQuo5 - 5 - 8jh1zmtu9dx - hX-Lectura Fundamental 2JENNY ROCIOОценок пока нет
- SAP R3 ModulosДокумент5 страницSAP R3 Modulosronald_walterОценок пока нет
- Tarea Poka-YokeДокумент6 страницTarea Poka-YokeAdolfo Ramirez MarinОценок пока нет
- TDR de Personal 1Документ2 страницыTDR de Personal 1Julio Clemente SullasiОценок пока нет
- 6173 PDFДокумент213 страниц6173 PDFKatia MendezОценок пока нет
- Diagrama de Preparación Del Frijol de SoyaДокумент4 страницыDiagrama de Preparación Del Frijol de SoyaGenesisQuirozОценок пока нет
- Entrega3 Eq64Документ7 страницEntrega3 Eq64Maricruz PiñaОценок пока нет
- CLase 3-1 Distribución de PlantasДокумент21 страницаCLase 3-1 Distribución de PlantasElias CuasquerОценок пока нет
- S3 - WaterCAD & WaterGEMS Caracteristicas GeneralesДокумент10 страницS3 - WaterCAD & WaterGEMS Caracteristicas GeneralesBolivia En LineaОценок пока нет