Вам также может понравиться
- Presentacion DefectologiaДокумент53 страницыPresentacion Defectologiaitziarugarte100% (4)
- Particulas Magneticas 2Документ50 страницParticulas Magneticas 2ClaudioCarballalОценок пока нет
- Examen - Defectología en Uniones Soldadas 02 Feb 2021Документ6 страницExamen - Defectología en Uniones Soldadas 02 Feb 2021Brayan PalominoОценок пока нет
- Ensayos no destructivos en soldadura esencialДокумент89 страницEnsayos no destructivos en soldadura esencialAjrod RodОценок пока нет
- Defectos de SoldaduraДокумент9 страницDefectos de SoldadurajimmymamaniquispeОценок пока нет
- Corriente de EDDYДокумент6 страницCorriente de EDDYJosue Leo SilvaОценок пока нет
- Aleaciones de TitanioДокумент32 страницыAleaciones de TitanioJulia GarciaОценок пока нет
- Detección de discontinuidades superficiales mediante ensayos no destructivos con líquidos penetrantes y partículas magnéticasДокумент34 страницыDetección de discontinuidades superficiales mediante ensayos no destructivos con líquidos penetrantes y partículas magnéticasJHONATAN ROBERTO FLORES JOAQUINОценок пока нет
- Particulas MagnéticasДокумент58 страницParticulas MagnéticasAlba Limon ManzanoОценок пока нет
- UTN Tema 3 - Particulas MagnetizablesДокумент22 страницыUTN Tema 3 - Particulas MagnetizablesMatias BuccinoОценок пока нет
- Tutorial Arreglo de FasesДокумент67 страницTutorial Arreglo de FasesAngel PerezОценок пока нет
- Análisis de Fallas de Una Tubería de AceroДокумент14 страницAnálisis de Fallas de Una Tubería de AceroLesly LeyvaОценок пока нет
- Clase 9 de La Materia 2018.Ppt (Modo de Compatibilidad)Документ71 страницаClase 9 de La Materia 2018.Ppt (Modo de Compatibilidad)Paula InesОценок пока нет
- Aceros MartensíticosДокумент3 страницыAceros MartensíticosEduardo SNОценок пока нет
- Ensayo de DobladoДокумент2 страницыEnsayo de DobladoJose A. PlacenciaОценок пока нет
- DefectologiaДокумент10 страницDefectologiaGermán EdilbertoОценок пока нет
- Nivel de Prueba de Partículas Magnéticas ASNT - II Preguntas y RespuestasДокумент8 страницNivel de Prueba de Partículas Magnéticas ASNT - II Preguntas y RespuestasScribdTranslationsОценок пока нет
- Particulas MagnéticasДокумент8 страницParticulas Magnéticasdaniel zambrana tejerinaОценок пока нет
- Máquina Portatil NDT de Rayos XДокумент17 страницMáquina Portatil NDT de Rayos XArsenio FuentesОценок пока нет
- Ensayos Mecánicos de Uniones SoldadasaДокумент46 страницEnsayos Mecánicos de Uniones SoldadasaFrank Merello Portocarrero100% (1)
- ForjaДокумент78 страницForjaJhon Alejandro LopezОценок пока нет
- 06 Defectologia MetrologiaДокумент23 страницы06 Defectologia MetrologiaLauraGarciaAyalaОценок пока нет
- Defectos y Diseno en MoldeoДокумент34 страницыDefectos y Diseno en MoldeoxabioxaОценок пока нет
- Para La Soldadura Con Aleaciones de PlataДокумент7 страницPara La Soldadura Con Aleaciones de PlataamantessОценок пока нет
- Discontinuidades en soldaduras: falta de fusión, penetración, socavación y grietasДокумент14 страницDiscontinuidades en soldaduras: falta de fusión, penetración, socavación y grietasPedro León Sandoval100% (1)
- Liquidos PenetrantesДокумент21 страницаLiquidos PenetrantesRigoberto YudicheОценок пока нет
- Formas de CorrosionДокумент8 страницFormas de CorrosionManuel OsorioОценок пока нет
- EBMДокумент25 страницEBMsferrand100% (1)
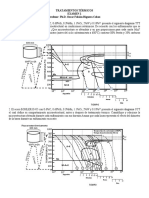
- Tratamientos térmicos de acero con diagrama TTT y CCTДокумент1 страницаTratamientos térmicos de acero con diagrama TTT y CCTedicarОценок пока нет
- Corrosion Acero Al Carbón Por Inmersión en Solución Salina 6%Документ5 страницCorrosion Acero Al Carbón Por Inmersión en Solución Salina 6%GrNjОценок пока нет
- DEFECTOLOGíA EN PROCESOS DE SOLDADURAДокумент17 страницDEFECTOLOGíA EN PROCESOS DE SOLDADURAjatorres12Оценок пока нет
- Informe 5 de CorrosionДокумент13 страницInforme 5 de Corrosionrafaga9012100% (1)
- Construcción de la Curva DAC para corrección de atenuación en ultrasonidoДокумент12 страницConstrucción de la Curva DAC para corrección de atenuación en ultrasonidohcmcrlho100% (1)
- Imperfecciones en Soldadura Tipos de DiscontinuidadesДокумент3 страницыImperfecciones en Soldadura Tipos de Discontinuidadeswgomez_175543Оценок пока нет
- Ensayos No Destructivos InformeДокумент12 страницEnsayos No Destructivos InformeVilla1592100% (1)
- Origen de Defectos en Alambron y Otros P PDFДокумент10 страницOrigen de Defectos en Alambron y Otros P PDFsantiago gonzalezОценок пока нет
- Replicas MetalográficasДокумент13 страницReplicas MetalográficasCarlos Bryan AvilaОценок пока нет
- DEFECTOS DE SOLDADURA y PROCEDIMIENTOS INSPECCIÓNДокумент7 страницDEFECTOS DE SOLDADURA y PROCEDIMIENTOS INSPECCIÓNjtelmo1Оценок пока нет
- Monografia ExtrusionДокумент16 страницMonografia ExtrusionElvisIgnacioVelasquezCruzОценок пока нет
- Radiografia 3 PucpДокумент51 страницаRadiografia 3 PucpPercyAlexanderОценок пока нет
- Inspeccion Por TintasДокумент6 страницInspeccion Por TintasArmando Mendieta HernandezОценок пока нет
- Radiografia IndustrialДокумент116 страницRadiografia IndustrialHUGOОценок пока нет
- EXAMEN DE PRECALIFICACION MT Rev 1Документ3 страницыEXAMEN DE PRECALIFICACION MT Rev 1Carlos AlbarracinОценок пока нет
- Primer Examen Parcial Teorico de Ensayos No DestructivosДокумент10 страницPrimer Examen Parcial Teorico de Ensayos No DestructivosCHAUCA RONCAL CIMEON JHOELОценок пока нет
- Defectos de Fundición - USДокумент37 страницDefectos de Fundición - USFélix Luis Ramos Vilaró100% (1)
- Inspección por Líquidos Penetrantes sin Revelador y Medición con LOGOS View 5.0Документ5 страницInspección por Líquidos Penetrantes sin Revelador y Medición con LOGOS View 5.0javier_rq5Оценок пока нет
- Guia SinterizadoДокумент23 страницыGuia SinterizadoJhonny AlvarezОценок пока нет
- Metalografia CuantitativaДокумент12 страницMetalografia CuantitativabenjaminperezОценок пока нет
- RadiografiaДокумент14 страницRadiografiaccastillo_34100% (1)
- Liquidos Penetrantes 17-f5mdДокумент3 страницыLiquidos Penetrantes 17-f5mdHarold RodriguezОценок пока нет
- Ensayos No DestructivosДокумент13 страницEnsayos No DestructivosZidani RvОценок пока нет
- Practice Test Aws Api 1104 2001.en - EsДокумент9 страницPractice Test Aws Api 1104 2001.en - EsrodolfoОценок пока нет
- Particulas MagneticasДокумент19 страницParticulas MagneticasPablo Soliz100% (1)
- Defectos de FabricacionДокумент25 страницDefectos de Fabricacionjuanito077Оценок пока нет
- Defectos y discontinuidades en procesos de fabricaciónДокумент27 страницDefectos y discontinuidades en procesos de fabricaciónGandhy Caicedo OrtizОценок пока нет
- Defectologia ENDДокумент117 страницDefectologia ENDBreyner Rodriguez100% (2)
- Defectos SoldaduraДокумент28 страницDefectos SoldaduraMarlon Humberto Navarro Altamar100% (2)
- Curso 6 Procesos de Fabricación (Defectos Relacionado)Документ8 страницCurso 6 Procesos de Fabricación (Defectos Relacionado)Sebastiaan CruzОценок пока нет
- Defectos de Las Uniones SoldadasДокумент5 страницDefectos de Las Uniones SoldadasDonald E. ParralesОценок пока нет
- 10 DefectologíaДокумент78 страниц10 Defectologíar32vw94.canОценок пока нет
- La EucaristíaДокумент8 страницLa EucaristíaMiguel MaldonadoОценок пока нет
- Santa Maria NovellaДокумент30 страницSanta Maria NovellaClau GF50% (2)
- Ejercicios para BiofisicaДокумент9 страницEjercicios para BiofisicaJuan Luis Granados SotoОценок пока нет
- Instruimos 999Документ27 страницInstruimos 999Ralf ED CardozoОценок пока нет
- Historia de Las CiudadesДокумент7 страницHistoria de Las CiudadesDiana Gomez SanchezОценок пока нет
- Preguntas de Examen de La Especial Id AdДокумент4 страницыPreguntas de Examen de La Especial Id AdRolando Mota del CampoОценок пока нет
- 4° Bás. Control de Lect. Julito Cabello y Los Zombis Ena...Документ4 страницы4° Bás. Control de Lect. Julito Cabello y Los Zombis Ena...FabiolaОценок пока нет
- TEOLOGIA DE LA PREDICACION de Domenico GrassoДокумент305 страницTEOLOGIA DE LA PREDICACION de Domenico GrassoIsaac Bracho86% (7)
- Certificados de 1er grado 2018-2019Документ7 страницCertificados de 1er grado 2018-2019Ciber NipОценок пока нет
- Guía para identificar falsos profetas según las EscriturasДокумент23 страницыGuía para identificar falsos profetas según las EscriturasJohnKreamerОценок пока нет
- Modelo - Boletin SencilloДокумент3 страницыModelo - Boletin SencilloMmv EmmanuelОценок пока нет
- 1 SMДокумент22 страницы1 SMvictoreremita123Оценок пока нет
- Prueba Comprension SeptiembreДокумент4 страницыPrueba Comprension SeptiembreKarin Rojas SalgadoОценок пока нет
- Pedagogias de La Sexualidad Lopes LouroДокумент7 страницPedagogias de La Sexualidad Lopes Lourodelfi1Оценок пока нет
- SkillFinalv1 1Документ5 страницSkillFinalv1 1MichaelОценок пока нет
- Modelo Actual de La Credencial para VotarДокумент4 страницыModelo Actual de La Credencial para VotarAlx FerreraОценок пока нет
- Libro de Ingles Traducido OkДокумент27 страницLibro de Ingles Traducido OkAlejandro GamaОценок пока нет
- Moniciones de MisaДокумент8 страницMoniciones de Misarollberosj100% (1)
- Certificado de AutenticidadДокумент4 страницыCertificado de AutenticidadHugo EscarpetaОценок пока нет
- Portal Guaraní - ÑANDE ĬPĬ CUÉRA (NUESTROS ANTEPASADOS) - Por NARCISO R. COLMÁN (ROSICRAN)Документ39 страницPortal Guaraní - ÑANDE ĬPĬ CUÉRA (NUESTROS ANTEPASADOS) - Por NARCISO R. COLMÁN (ROSICRAN)Lincoln Felipe FreitasОценок пока нет
- YUДокумент13 страницYUGilmer Guevara TapiaОценок пока нет
- Oración Del ViernesДокумент2 страницыOración Del Viernesclen23Оценок пока нет
- Grant. Anatomía para Colorear PDFДокумент559 страницGrant. Anatomía para Colorear PDFBernarda Andrea Molina Meza89% (18)
- Programación Agenda Turno de Consulta - Taquilla Junio 18 A Julio 27 2019-1Документ15 страницProgramación Agenda Turno de Consulta - Taquilla Junio 18 A Julio 27 2019-1Andres RestrepoОценок пока нет
- La MafiaДокумент1 страницаLa MafiaJuan LeonОценок пока нет
- Flautistas de VidaДокумент46 страницFlautistas de VidaMaria Maitté ParraОценок пока нет
- Presente Simple Vs Presente ContinuoДокумент13 страницPresente Simple Vs Presente ContinuocristianОценок пока нет
- Diseño de La PPRДокумент10 страницDiseño de La PPRLilian Martínez BanegasОценок пока нет
- Cultura PucaraДокумент4 страницыCultura Pucaramaggi79Оценок пока нет
- Unidad 8 3 Basico Leo Comprendo y AprendoДокумент12 страницUnidad 8 3 Basico Leo Comprendo y AprendoCarol GonzalezОценок пока нет